SCI论文(www.lunwensci.com)
摘要 :设计开发了一种操作简单 、改动智能方便的锂电池柔性总成装配线 。根据新能源企业生产实际需求, 给出了总体设计方案, 完成了锂电池总成装配线装置的结构设计, 搭建了电气控制线路, 设计了总成装配线的控制程序系统, 同时设计了触摸屏组态界 面 。集成了新能源锂电池生产装配工序可选 、运行参数可控 、手自动切换 、每日生产结果图表化等控制功能 。该设计可根据生产 产品的特点, 灵活选择需要的工位配置, 具有柔性生产的特点, 可有效改善传统人工在锂电池箱体搬运 、转换 、装配等步骤中出 现的箱体磨损和效率低下等问题, 改进了锂电池装配的工艺 。 系统已完成调试, 应用于实际生产, 大大提高了新能源产业的生产 效率。
关键词 :锂电池,装配线,柔性,组态界面
Design of Control System for Flexible Assembly Line of Lithium Battery Lu Minzhi, Sun Biao, Yan Hui, Yu Yongkang, Xiang Yanan
(Jiangsu College of Information Technology, Department of Mechanical and Electronical Engineering, Wuxi, Jiangsu 214153. China) Abstract: A lithium battery flexible assembly line with simple operation and convenient intelligent change was designed and developed . According to the actual production requirements of new energy enterprises, the overall design scheme was given, the structure design of lithium battery assembly line device was completed, the electrical control circuit was built, the control program system of assembly line was designed, and the touch screen configuration interface was designed. It integrated control functions such as optional production and assembly procedure, controllable operation parameters, automatic manual switching, and daily production results diagramming for lithium battery production . The design could flexibly select the required labor configuration according to the characteristics of the products , and had the characteristics of flexible production. It could effectively improve the problems of box wear and inefficiency of the traditional manual lithium battery box in the steps of manual handling, conversion and assembly, and improve the lithium battery assembly process. The system was commissioned and applied in actual production, which greatly improved the production efficiency of the new energy industry .
Key words: lithium battery; assembly line; flexible; HMI
0
引言
锂电池的装配是新能源生产系统中重要的环节, 然 而目前大多数锂电池系统的装配以手工为主, 劳动量大 且生产效率低, 已经跟不上迅速增长的市场需求, 因此 改善生产过程的自动化程度 、优化工艺来提高生产效率 及减轻劳动强度势在必行[ 1] 。锂电池总成装配线一般需 要承担 3 个功能: 传送 、装配 、转换 。 目前各生产企业 普遍应用了半自动的总成组装产线, 主要实现产品的上 线 、下线 、检测 、厂内传输和包装[2] 。从锂电池单体电 芯到自动化模组, 最后到电池总装生产线的整个过程中, 组装线的装配精度和自动化程度是决定产品质量与生产 效率的关键因素[3]。
本文研究的是提高储能锂电池产品加工精度和自动 化程度, 优化加工工艺, 结合组态人机界面实现生产车 间整体自动化, 以此提高储能锂电池装配线的工作效率、降低企业生产成本、适应产品快速更换的需求, 这也是现 代企业技术水平的标志[4] 。根据目前国内储能锂电池生产 和加工的实际需要, 本文运用了现代 PLC 技术、人机界面 技术、传感器技术、计算机技术以及网络通讯技术等多种 现代化技术[5], 提高新能源锂电池总装效率, 设计出了一 条实用型柔性自动化生产线, 可以实现锂电池总成加工的 自动化 、规模化, 并满足高精度 、高效率加工的需要[6]。
1 设备结构及工作原理
1.1 锂电池柔性装配线的整体结构
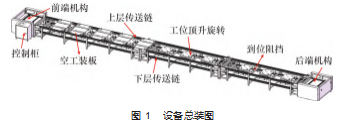
锂电池柔性总成装配线整线长度 17 870 mm, 宽度 1 200 mm, 高度 896 mm, 线体工作面高度 800 mm 。整 线差速链结构, 线体导轨采用专用差速链载重型材; 线 体主支架采用 60×60 矩形 A3 方管制造, 表面防静电喷 塑; 线上工装板 1 150 mm×850 mm, 上方旋转平台可 180 °往复旋转; 线上工位按要求配置公牛五孔电源插口 、气源快速接口; 线体工作区域分 5 段独立可拆卸, 机械部分主要由两层传动机构 、工位顶升旋转机构 、前 端后端进出料升降机构 、到位阻挡机构等定位组件组成; 具有独立控制柜, 配置了三菱 FX3U PLC 及扩展模块 、 三菱 GS HMI 。整体结构如图 1 所示。
1.2 锂电池总成装配线的工作原理
整个装配线的工作流程为: 将储能电池箱体用气动 助力臂放置在一次装配线最前端升降台的上端输送平链 条空工装板上, 直线移动到下道工序, 每道工序由到位 阻挡机构阻挡停止, 进行配件 、脚踏安装, 也可以手动 启动工装板顶升使工装板悬停在输送线上方, 根据不同 工位的要求可以对携带箱体的工装板进行 180 °旋转方便 箱体两端进行装配, 装配结束后旋回, 气动放行按钮顶 升气缸缩回, 工装板压下阻挡气缸自动往下一工序运行。 装配线一共 10 道工序, 可以根据实际需求进行工序选 择 。在 10#工位使用空气助力臂将装配好的箱体吊走打 包, 一次装配完成后空工装板自动进入后端顶升平移机, 进入悬空回板线, 后端升降机下降到下层回板线内, 通 过下层输送链运回装配线最前端, 前端升降机上升回到 装配线上, 如此工装板往复工作[7]。
2 设备主要机构设计
2.1 总成装配线主线体
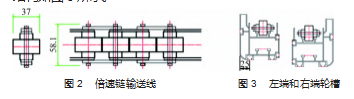
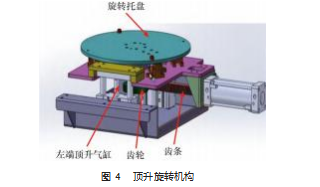
装配线主线体传动机构选择了倍速链, 在前后端升 降转向中采用了工业传动输送 U 型盖板链条 。以链条作 为牵引和承载体输送物料, 可以大大提高了现场生产效 率 。高强度合金制成的套筒滚子输送链, 不仅可承载较 大的载荷, 输送能力大, 而且输送速度准确稳定, 保证 了精确的同步输送, 同时可实现积放输送, 设计尺寸如 图 2 所示 。并采用特制的经表面处理的挤压铝合金型材 作为导轨, 能够配合链条进行平稳运行[8] 。此自流式输 送系统在输送过程中具有较好的稳定性和持久性, 设计 结构如图 3 所示。
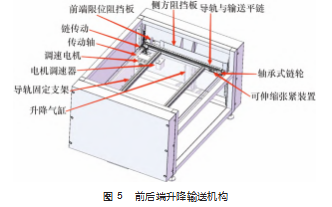
2.2 顶升旋转机构
在总成装配线中, 由于装配箱体庞大, 操作人员均 是单边作业的形式, 在线体中设计出一种顶升旋转机构,
从而解决特殊要求装配区域人员限制, 达到节约人力成 本的作用 。顶升旋转机构设计如图 4 所示 。顶升旋转机 构底座支架通过螺栓固定在主线体上层两端倍速链槽下 方, 通过 PLC 控制顶升气缸电磁阀, 再控制左右气缸使 气缸伸出缩回实现升降功能[9], 顶升后通过与伸缩气缸 相连接的齿条齿轮副实现对顶部托盘的旋转运动, 将齿 条与直线滑轨进行平行固定, 滑块通过非标准件固定, 使得滑块横向轴线与直线导轨横向轴线伸缩气缸中心轴 线相平行, 从而保证受到齿轮轴向力时在固定滑块的作 用下齿条移动与气缸伸缩杆保持直线运动。
2.3 前后端升降输送机构
在总成装配线机械系统中两头升降机构负责工装板 上下层的转换, 用于降低了工人的劳动强度, 降低了人 工成本 。升降式输送机将装配作业的各个工序连接起来, 形成一个完整的可循环的生产线 。升降式输送机通过链 式传动完成运送工装板到达指定工位的运动, 通过气缸 的运作完成上升和下降的运动 。结构如图 5 所示。
3 锂电池装配线控制系统设计
3.1 控制系统整体设计
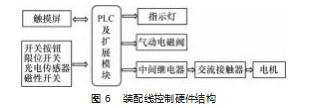
根据锂电池柔性总成装配线的机械结构组成 、生产 过程中所要执行的功能流程, 储能锂电池总成装配线的 控制硬件设计结构框图如图 6 所示 。 系统主要以三菱 PLC 为核心, 结合三菱触摸屏实现组态控制, 输入信号 有开关按钮 、限位开关 、光电传感器等, 输出信号有指 示灯 、电磁阀 、电机等 。 由于输入输出的总点数较多, PLC 加装了 3 个输入输出扩展模块。
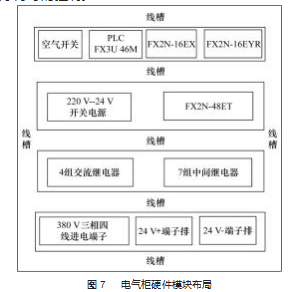
整体控制系统电气柜硬件模块布局如图 7 所示 。选 用了空气开关 、三菱 PLC 及扩展模块 、开关电源 、交流 接触器 、中间继电器等硬件, 实现对电机 、气动电磁阀、 指示灯等的控制。
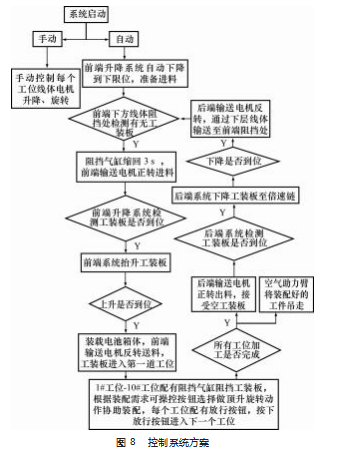
锂电池总成装配线能够实现手动控制和自动控制两 种模式, 手动控制用于各个工位调试, 自动控制能够实 现整个产品装配过程并不断循环 。系统上电后处于自动 状态, 此时在电柜操作台开启上电旋钮总控与线体上电, 按下触摸屏启动按钮开始按照总成装配线控制工作流程 操作, PLC 控制装配线开始自动运行 。储能锂电池总成 装配线的控制系统方案如图 8 所示。
3.2 PLC 控制系统设计
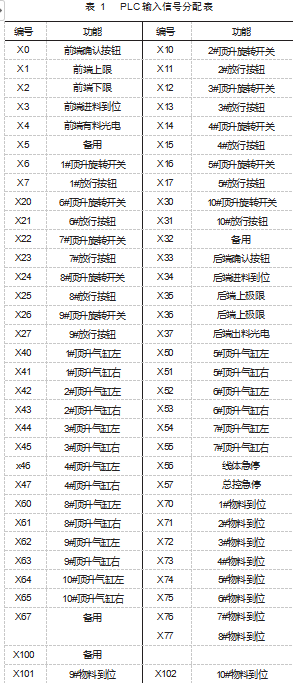
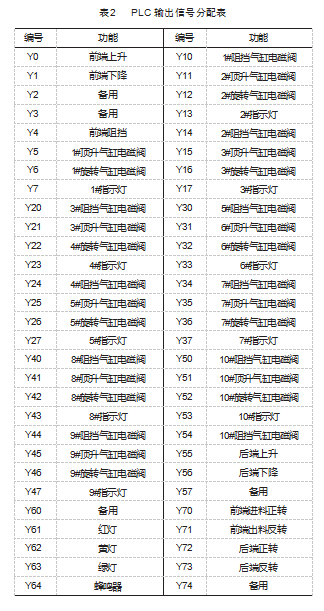
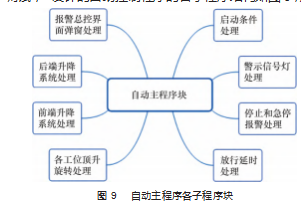
锂 电 池 总 成 装 配 线 控 制 系 统 采 用 三 菱 FX3U-64M PLC, 加装FX2n- 16EX、FX2n- 16EYR 和FX2n-48ET 拓展 模块实现整个控制, 在装配线控制系统中, 总计使用输入 有 62点, 输出有 51点。其输入输出分配如表1 ~ 2 所示。整机控制程序较复杂, 其中自动程序最为关键, 依 据储能锂电池总成装配线的自动装配工作要求, 进行主 程序控制结构流程和各个子程序块控制结构流程的设计, 主程序采用模块化的设计, 由各个模块子程序组成, 便于 调试, 设计的自动控制程序的各子程序结构如图 9 所示。
手动程序为每个工序调试用以及在自动工作过程中 发生故障时为操作人员提供特殊需求设置的一种工作方 式 。它采用点动启动方式, 根据点动参数的设定, 可以 对单次无逻辑点动运行进行操作。
3.3 人机界面设计
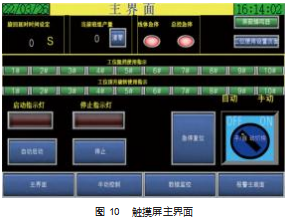
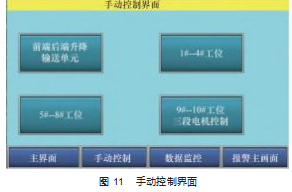
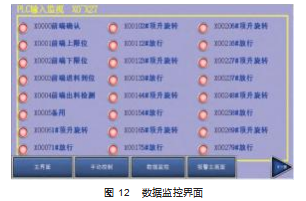
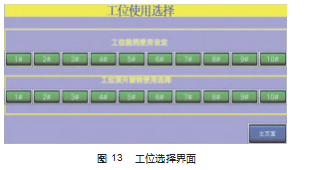
储能锂电池柔性总成装配线监控系统使用的人机界 面为三菱 GS2107-WTBD-N 型触摸屏, 通过与 PLC 的组 态, 能够实现设备的运行监控及操作[10] 。根据工作等级 的不同, 触摸屏画面以生产画面为主界面, 设工位使用 设置界面 、手动控制界面 、数据监控界面 、报警界面等 子窗口进入按钮, 能够实现工位选择 、手动控制 、报警 显示及自动控制的切换[ 11] 。主界面如图 10 所示 。主要 包括系统启停和急停按钮 、 自动和手动切换按钮 、急停 复位按钮 、状态指示灯 、各工位阻挡使用指示 、工位顶 升旋转使用指示, 各界面的切换按钮 、顶升旋转时间设 定, 当前班组产量显示及清零 、工位使用设置按钮和蜂 鸣器。手动控制界面主要用于调试 、检查 、维护保养设 备 。 当 “手/自动切换”按钮置于右位时为手动模式, 按下主界面中的 “手动控制”按钮, 进入手动控制界 面, 如图 11 所示 。手动控制界面为装配线所有输出点 的操控界面, 有“前端后端升降输送单元”、“1#-4#工 位”、“5#-8#工位”、“9#- 10#工位/三段电机控制”4 个 进入按钮。在主界面中, 点击“数据监控”按钮, 可以进入项 目的监控画面, 可以显示所有的输入信号和输出信号的 运行情况, 如图 12 所示。装配线主线体共有 10 个工位组成, 每个工位操作要 求不同, 在组态画面设计出可以选择使用的工位是满足 生产实际要求 。在主画面选择点击工位使用设置时需要 由现场班组长根据人员及装配工序进行输密设定选择工 位的顶升旋转功能, 在不使用的工位可直接选择放行, 该工位检测到有工装板并且下一工位空缺时, 阻挡气缸 自动收缩放行 。工位使用选择其组态画面如图 13 所示。
在主界面中, 点击“报警主画面”按钮, 可以进入 设备的报警画面, 如图 14 所示, 表格里可以显示报警的 时间 、报警的原因 。当发生报警时, 该触摸屏画面会自 动弹窗显示报警原因和时间, 报警指示灯点亮, 同时蜂 鸣器响起, 当按下“复位报警”按钮, 可以将报警信号 清除并关闭报警画面。
4 结束语
在落实“碳达峰”、“碳中和”的目标驱动下, 锂电 池储能技术日趋成熟, 市场的需求和潜力巨大[ 12], 迫切 需要高效率高自动化的柔性锂电池总成装配线 。本系统 采用自动化控制技术对传统锂电池装配线进行了智能升 级, 优化了装配线总体结构, 对每个机构单元的原理、 功能 、控制过程作了较细致的研究, 改进了锂电池装配的生产工艺, 采用多种现代化控制技术实现全过程远程 监控, 操作安全, 大大提高了新能源产业的生产效率, 节约了企业人力成本, 同时可根据生产产品的特点, 灵 活选择需要的工位配置, 具有柔性生产的特点 。设备在 企业生产一线调试成功, 运行稳定, 可为企业创造可观 的效益。
参考文献:
[ 1] 雷霆,周华 . 汽车锂电池系统总装配生产线的模块化应用[J]. 制造业自动化, 2015.37(9):153- 156.
[2] 穆永雷,耿华 . 新能源汽车电池装配生产线工艺设计研究[J]. 制造业自动化, 2022.44(3):144- 148.
[3] 熊文龙 . 新能源动力总成装配线工艺规划应用[J]. 冶金管理, 2020(11):82-84.
[4] 骆圆圆 . 智能化技术在新能源电池 PACK 装配线的应用分析 [J]. 轻松学电脑, 2019 (10):1-2.
[5] 韩松 . 电动装置总成柔性装配线工艺研究[J]. 上海电气技术, 2018. 11(3):59-62.
[6] 张铁 . 工业机器人及智能制造发展现状分析[J]. 机电工程技 术,2014.43(4): 1-3.
[7] 王莉莉,覃京翎 . 前悬总成装配线工艺设计与研究[J]. 科技视 界,2019(36):109- 111.
[8] 刘明德, 苏芸, 曾震 . 一种用于倍速链输送机的桥式工作台[J]. 南方农机,2019.50(19):57-58.
[9] 杨雅君,赵世英, 陈永辉,等 . 气压传动系统多功能组合式实验 台架的设计[J]. 科技创新与应用,2018(3):92-93.
[10] 麻丽明, 樊新乾 . 基于组态王生产线故障报警监控系统的设 计[J]. 机电工程技术,2022.51(1):139- 142.
[ 11] 薛士龙, 张辉 . 现代汽车发动机装配线的工业监控软件设计 [J]. 上海海事大学学报, 2013.34(3):86-89.
[ 12] 白锦文 ,谭奇特 . 锂电池储能技术发展方向[J]. 光源与照明 , 2021(12):51-53.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/61355.html