SCI论文(
www.lunwensci.com)
摘要:为增强轧辊表面硬度以提升轧辊工作寿命,采用1 kW光纤激光器在Cr12MoV表面制备M2高速钢熔覆层,探索最优激光工艺参数。通过着色探伤剂、X射线衍射仪及显微硬度仪,对不同激光功率和扫描速度下的熔覆层显微组织、成分、物相、硬度进行检测分析。结果表明:激光功率对熔覆层表面成形质量影响较大,扫描速度对其影响不明显,随激光功率增加,熔覆层表面平整度增强,裂纹数量降低,熔覆层组织成分分布越均匀,晶界偏析现象减弱,枝晶组织逐渐粗大,熔覆层显微硬度降低,熔覆层主要由Martensite、Austensite、Fe-Cr、MC、M2C相组成,熔覆层内的组织主要是树枝晶和胞状晶,MC、M2C等硬质相弥散分布在组织内,激光功率为1 000 W,扫描速度为180 mm/min时,熔覆层表面无裂纹,最大显微硬度为1 092HV0.2,是基体的2.63倍,满足工业性能需求。
关键词:Cr12MoV,激光熔覆,M2高速钢,硬度,工艺参数
Effect of Process Parameters on Surface Hardness Fluctuation of M2 High-speed Steel Clad Layer by Laser Melting on Cr12MoV Surface
Chen Hao1,2,Zhou Hao1,2,Wang Xinlin1,2,3※
(1.School of Mechanical Engineering,University of South China College,Hengyang,Hunan 421001,China;2.Ultra-fast Wiener Technolog‐yand Laser Advanced Manufacturing Hunan Provincial Key Laboratory,University of South China College,Hengyang,Hunan 421001,China;3.School of Electrical Engineering,University of South China College,Hengyang,Hunan 421001,China)
Abstract:In order to enhance the surface hardness of rolls to improve the working life of rolls,the M2 HSS fusion cladding layer on the surface of Cr12MoV was prepared by using a 1 kW fiber laser to explore the optimal laser process parameters.The microstructure,composition,physical phase and hardness of the molten layer at different laser power and scanning speed were examined and analyzed by using coloring probe,X-ray diffractometer and microhardness tester.The results show that the laser power has a large influence on the surface forming quality of the molten layer,and the scanning speed has no significant influence;with the increase of laser power,the surface flatness of the clad layer is enhanced,the number of cracks is reduced,the composition of the clad layer is more uniformly distributed,the grain boundary segregation phenomenon is weakened,the dendrite organization is gradually coarsened,and the microhardness of the clad layer is reduced;the melt layer is mainly composed of Martensite,Austensite,Fe-Cr,MC and M2C phases,the organization within the melt layer is mainly dendritic and cytosolic,and hard phases such as MC and M2C are diffusely distributed in the organization;when the laser power is 1000 W and the scanning speed is 180 mm/min,the surface of the molten layer is crack-free and the maximum microhardness is 1092HV0.2,which is 2.63 times that of the substrate,meeting the industrial performance requirements.
Key words:Cr12MoV;laser clad;M2 HSS;hardness;process parameters
0引言
表面改性技术,如激光加工[1]、等离子喷涂[2]和火焰喷涂[3]等,通常被用于生产表面复合涂层,以满足人们对材料日益严苛的工作性能需求。激光熔覆[4-5]因具有加热速度快、精度高、基体涂层间冶金结合牢固、熔覆层增强材料稀释率低等众多独特优点成为目前应用最广泛的表面改性技术之一。
Cr12MoV[6-9]钢是一种常见冷作模具用钢,具有能与基体冶金结合、熔覆层增强相稀释率低、粉末利用率高等优点,是冷作模具工作辊使用最广泛的钢材之一。由于轧辊恶劣的工作环境以及对轧制轧板高精度的需求,轧辊表面硬度是一个重要性能参数,影响着轧辊的使用寿命。Wu等[10]在Cr12MoV钢工件表面进行激光熔覆,探究工艺参数与组织性能的关联,实验证明激光熔覆能提升工件的表面性能,满足工况需求。李礼等[11]在Cr12MoV表面熔覆Ni/Ni-WC梯度涂层,其35%WC涂层处平均硬度能达到1 087 HV0.2。M2高速钢(M2 HSS)又名W6Mo5Cr4V2,为钼系高速钢,具有较好的红硬性和韧性等优点,近年来被广泛用于制作高质量轧辊,国内外学者也对M2 HSS进行了大量研究[12-15]。TUOMINEN J等[16]在低碳钢上激光熔覆多种高速钢粉末,结果表明各涂层硬度相较于基体显著提升,其中M2高速钢粉末涂层平均显微硬度达到了900 HV以上。Tang等[17]通过增加M2高速钢中合金元素Mo、V、Co、Ni和Al的含量,研究了新型中熵高速钢(ME-HSS)熔覆层的微观组织和耐热磨损性。Tian等[18]在1045碳钢上熔覆M2 HSS涂层,熔覆层拥有更高的硬度和耐磨性,通过观察分析M2 HSS涂层的微观组织演变、耐磨性和磨损机制,提出熔覆过程中涂层可能的微观结构演变。
本文采用M2高速钢作为增强相粉末,利用1 kW光纤激光器在Cr12MoV表面制备M2高速钢熔覆层;通过着色探伤剂、X射线衍射仪(XRD)及显微硬度仪,对不同激光功率和扫描速度下的熔覆层显微组织、成分、物相、硬度进行检测分析,探索最优激光工艺参数,以提高其工作性能。
1试验方法和参数
1.1工艺参数
试验基体材料采用Cr12MoV冷轧轧辊,其主要化学成分如表1所示。轧辊为调制态,表面平均硬度为347.5 HV。基材表面进行抛光处理,并用无水酒精和丙酮清洗,使用线切割切取小68 mm×70 mm的轧辊小试样进行预热激光熔覆实验。熔覆粉末选用M2高速钢粉末,粒度为20µm,主要化学成分如表1所示。使用同轴送粉法,在流速为10 L/min的氩气保护下,使用1 kW光纤激光器进行激光熔覆,激光功率为200~1 000 W,扫描速度为180~420 mm/min,光斑直径为2 mm,送粉电压为15 V。
1.2试验检测与分析
使用DPT-8型着色渗透探伤剂对熔覆层表面进行裂纹检测;对熔覆层截面打磨抛光后,使用硝基盐酸进行金相腐蚀,再使用光学金相显微镜观察熔覆层金相组织;采用型号DB AdvaceX-射线衍射仪(XRD)进行熔覆层物相分析;利用HVS-1000型数字显微硬度计测量熔覆层的显微硬度。
2不同工艺参数对熔覆层的影响
2.1不同工艺参数对熔覆层形貌的影响
图1所示为不同激光功率和扫描速度下熔覆层表面形貌,同一功率中从左至右依次是420、360、300、240、180 mm/min扫描速度的熔覆层(下同)。由图可知,随着激光功率的提升,熔覆层表面越发平整[19];扫描速度为180 mm/min时,不同激光功率下的熔覆层颜色均较暗,表现出不同程度的过烧现象,在功率为800、1 000 W时,过烧现象最为严重。在激光熔覆的过程中,激光束对材料表面施加高密度能量,根据激光能量密度公式E=P/Dv(P为激光功率,D为有效光斑直径,v为扫描速度),当激光功率一定时,扫描速度直接影响材料单位面积上吸收能量的大小。在同轴送粉时,能量经过粉末的吸收和反射后传递到基体上,扫描速度越慢,基体吸收到的能量越多。另外,Cr12MoV钢的热传导性能差,只有44 W/(m⋅K),基体吸收热量后,形成的熔池向动态边界四周传递热量的范围很小。由于上述原因,导致过多能量堆积在熔池内,使得熔池表面发生明显烧蚀。
2.2不同工艺参数对熔覆层表面裂纹的影响
图2所示为不同工艺参数下熔覆层着色渗透探伤结果。由图可知,在功率小于1 000 W时,扫描速度的改变对熔覆层裂纹产生情况影响较小,而激光功率对熔覆层裂纹产生情况有明显影响。在其他参数确定时,激光功率越大,单位距离内的熔覆层裂纹平均数量越少;直至激光功率为1 000 W,扫描速度180 mm/min时,熔覆层表面无裂纹产生。在激光熔覆过程中,基体和增强粉末在高能激光束的作用下被加热至液态,再由液态凝固冷却结晶至固态,经历一系列相变后产生了内应力。在冷却收缩的过程中,熔覆层受到了周围较冷基体的约束应力,若熔覆层中存在不能满足拉应力强度的薄弱区域,便会产生裂纹,这些薄弱区域一般是由于晶界偏析,胞/枝晶间富集溶质而产生的脆性相。在低功率时,激光能量密度低,传递给基体和粉末的能量少,熔池存在时间短,对流传质效应时间太短,使得熔池内部增强相分布不均,产生偏析现象,容易导致裂纹的产生。另外,由于能量密度小,部分粉末未能完全熔融于熔池中,熔池冷却速度过快,熔池中气体来不及浮出熔池逸散便被固定于熔覆层内形成气孔等缺陷,这也同样容易引发裂纹的产生。
3熔覆层的金相组织
3.1不同功率熔覆层组织对比
图3所示为扫描速度为180 mm/min时,激光功率200~1 000 W的5组试样熔覆层中部的金相组织。图(a)~(b)中,由于激光功率低,熔覆层宽度窄、厚度薄,使得中部和顶部区域的散热条件几乎一致,晶体凝固生长方向性减弱,形成了以不同大小且分布不均的等轴晶为主的金相组织结构,平均硬度方差大。图(c)~(e)中,熔覆层的厚度和宽度增加,在激光功率为600 W时,晶体沿垂直温度场方向生长为柱状树枝晶结构,碳化物均匀分布于组织内。随着功率的增大,高能激光束造成熔覆层与基体间更大温度梯度,由于Marangoni效应,熔池内对流更为剧烈,熔池内凝固的部分形核被热对流卷积破碎重熔,形成更为细密的胞状晶组织,熔覆层平均晶粒尺寸随激光功率的增大而减小。
3.2单一熔覆层不同区域金相组织对比
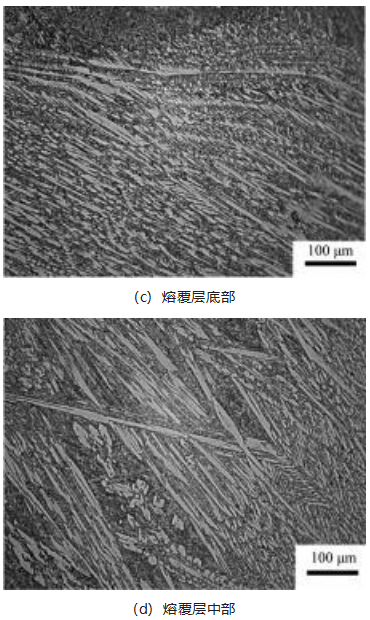
激光功率为1 000 W,扫描速度为180 mm/min时,将M2高速钢粉末激光熔覆于Cr12MoV轧辊表面,其熔覆层横截面的组织形貌如图4所示。熔覆层结构上主要由热影响区(HAZ)、结合区(BZ)以及熔化区(CZ)3个部分组成。图4(b)为熔覆层BZ区域四周的晶体形貌,熔池凝固时由于其内部较大的过冷度和温度梯度,形成以基体表面为形核基底生长的枝状晶组织,使得基体与熔覆层之间形成了良好的冶金结合。图4(c)为熔覆层底部组织,该区域组织主要为树枝晶和胞状晶,且与基体表面有一定倾角。这是由于激光熔覆的过程为非稳态过程,较大的过冷度和激光束的移动使得熔池内基体和粉末对流传质不够均匀,形成的温度梯度不垂直于基体表面,而是由基体斜向激光束移动方向,但是树枝晶体在凝固时沿温度梯度方向生长,较基体表面产生一定倾角。图4(d)为熔覆层中部组织,此区域不易进行热量的传导和交换,冷却速度慢,晶体凝固生长时间长,组织较为粗大,且中部的温度梯度较小,树枝晶生长的方向性弱化,部分转化为等轴晶。图4(e)为熔覆层顶部组织,在熔覆层顶部凝固时,温度梯度进一步降低。此时大量的熔渣和杂质存在于熔池表面,使得凝固时形核部位增多,晶粒细化,且熔覆层顶部的散热不具备方向性,使得熔覆层顶部组织生成了细小等轴晶与水平方向生长的树枝晶组织结构。
4熔覆层的XRD分析
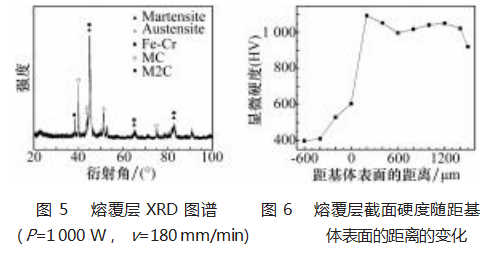
对熔覆层进行XRD图谱分析,以确定M2熔覆层的中的物相组成,结果如图5所示。由图可知,熔覆层的物相主要有Martensite、Austensite、Fe-Cr、MC、M2C相。衍射角为45°时出现较强衍射峰,对比标准卡片可以发现,其物相主要为Martensite和Fe-Cr相。这是由于激光熔覆的过程中熔池以极大的过冷度冷却凝固,大部分的Fe元素经过液固、固固相变后由BCC结构的α-Fe转变为BCT结构的Martensite,部分转化为Residual Austenite;Cr元素与Residual Austenite结合形成Fe-Cr相;部分C元素在扩散的过程中与其他元素结合形成MC、M2C增强相。
5熔覆层的显微硬度
激光功率为1 000 W,扫描速度为180 mm/min时,对基体到熔覆层表面的不同位置进行显微硬度检测,结果如图6所示。由图可知,从熔覆层底部到表面,试样的显微硬度不断上升,其中在结合区上升幅度最大;基体的平均显微硬度为414 HV0.2,熔覆层最大显微硬度为1 092 HV0.2,是基体的2.63倍。由于熔覆层凝固过程中较大的过冷度使得熔覆层内部组织细化,从而生成了高硬度的马氏体组织,并且在熔覆层内原位生成了弥散分布的硬质相。MC、M2C等硬质相均匀的分布在熔覆层内,由于熔覆时基体对熔覆层底部增强相起到了稀释作用,使得底部溶质形成的增强相的数量少于熔覆层内部,因此硬度较熔覆层内部略低。
6结束语
(1)在激光功率为200~1 000 W,扫描速度为180~420 mm/min的范围内探索了最佳激光工艺参数,结果随着激光功率的增加,熔覆层的表面平整度逐渐提高,裂纹的数量减少。扫描速度对熔覆层表面平整度和裂纹数量的影响不明显。在激光功率为1 000 W,扫描速度为180 m/min时,熔覆层无裂纹产生。
(2)熔覆层主要由Martensite、Austensite、Fe-Cr、MC、M2C相组成,熔覆层内的组织主要是树枝晶和等轴晶结构,从基体到熔覆层表面,等轴晶含量经历了先减少再增多又减少的过程。
(3)在激光熔覆的过程中,熔覆层由于凝固过程中的细晶和弥散强化,相较基体显微硬度显著上升,在结合区上升幅度最大。其中,激光功率为1 000 W,扫描速度为180 m/min时,试样最大显微硬度为1 092 HV0.2,为基体的2.63倍。
参考文献:
[1]JIA X S,CHEN Y Q,LIU L,et al.Combined pulse laser:reliable tool for high-quality,high-efficiency material processing[J].Op‐tics and Laser Technology,2022,153.
[2]VARDELLE A,MOREAU C,THEMELIS N J,et al.A Per‐spective on plasma spray technology[J].Plasma Chemistry&Plasma Processing,2015,35(3):491-509.
[3]NOAM W J,BARRY G.On Blow-out and lift-off of laminar jet spray diffusion flames[J].Combustion Science and Technology,2016,188:11-12.
[4]YUAN W Y,LI R F,CHEN Z H,et al.A comparative study on mi‐crostructure and properties of traditional laser cladding and high-speed laser cladding of Ni45 alloy coatings[J].Surface and Coatings Technology,2020,405:126582.
[5]YANG Z Z,HAO H,GAO Q,et al.Strengthening mechanism andhigh-temperature properties of H13+WC/Y2O3 laser-cladding coatings[J].Surface and Coatings Technology,2020,405(15):126544.
[6]周浩,林英华,陈皓,等.Cr12MoV钢表面激光熔覆Ni60合金制备无开裂涂层及摩擦磨损性能研究[J/OL].材料导报:1-15[2023-02-16].
[7]GAO Y L,TONG Y,LI G H,et al.Microstructure and mechanical properties of Ni-based alloy composite coating on Cr12MoV by laser cladding[J].Coatings,2022,12(11).
[8]WANG T Q,CHEN X,XIA Y L,et al.Study on microstructure and mechanical properties of Cr12MoV alloy deposited by laser melt‐ing deposition[J].Advanced Engineering Materials,2022,24(9).
[9]LI Q,XIA Z B,GUO Y F,et al.Carbides modification and mechan‐ical properties enhancement of Cr12MoV die steel by magnetically controlled electroslag remelting[J].Metallurgical and Materials Transactions B,2021,52(3).
[10]WU B Y,LIU P,WANG X Z,et al.Effect of laser absorption on‐picosecond laser ablation of Cr12MoV mold steel,9Cr18 stain‐less steeland H13A cemented carbide[J].Optics and Laser Technology,2018,101:11-20.
[11]李礼,叶宏,刘越,等.Cr12MoV钢表面激光熔覆Ni/Ni-WC梯度涂层的组织与耐磨性能[J].金属热处理,2021,46(9):223-228.
[12]THAMARAI K B,MADHU B,KABEEL A E,et al.Improved freshwater generation via hemispherical solar desalination unit using paraffin wax as phase change material encapsulated in waste aluminium cans[J].Desalination,2022,538.
[13]WEI X B,SHI S M,NING C M,et al.Si-DLC films deposited by a novel method equipped with a co-potential auxiliary cathode for anti-corrosion and anti-wear application[J].Journal of Mate‐rials Science&Technology,2022,109.
[14]JOVIČEVIĆ-KLUG P,PUŠG,JOVIČEVIĆ-KLUG M,et al.In‐fluence of heat treatment parameters on effectiveness of deep cryogenic treatment on properties of high-speed steels[J].Mate‐rials Science&Engineering A,2022,829.
[15]GNYUSOV S F,FEDIN E A,TARASOV S Y.The effect of counterbody on tribological adaptation of an electron beam de‐posited HSS M2 steel coating in a range of sliding speeds and normal loads[J].Tribology International,2021,161:107109.
[16]TUOMINEN J,NAEKKI J,PAJUKOSKI H,et al.Microstructur‐al and abrasion wear characteristics of laser-clad tool steel coat‐ings[J].Surface Engineering,2016,32(12):923-933.
[17]HAO T,HUI Z,LIANG C,et al.Novel laser rapidly solidified me‐dium-entropy high speed steel coatings with enhanced hot wear resistance[J].Journal of Alloys and Compounds,2018,772.
[18]TIAN D L,L X H,QU L W,et al.Microstructure evolution and wear resistance of laser-clad M2 high-speed steel coatings[J].JOM,2021,73(12).
[19]郝延杰.基于Cr12MoV的激光熔覆技术研究[D].锦州:辽宁工业大学,2016.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/60540.html