SCI论文(www.lunwensci.com)
摘要:生产乳胶丝的成套设备由国外公司垄断, 价格昂贵 。为此, 简单介绍改进型 JR-2 型乳胶丝生产线; 叙述乳胶丝生产流程的 设计, 并对几个关键的工艺参数进行分析; 根据长期生产积累的经验, 制定乳胶丝生产的工艺规程 。投产实测表明, 与原机型比 较, JR-2 型乳胶丝生产线工作参数调节更为方便, 运行更稳定, 能耗下降 8% 左右, 产品合格率由 88.5% 提高到93.8% 。 国内外已 有 57 条该生产线投产, 价格仅为国外同类设备的 60% 左右 。研究结果可为相关技术人员对挤出式乳胶丝成套装备进行改进设计提 供依据, 也可为乳胶丝生产企业的管理和质量控制人员提供参考。
JR-2 Extrusion Latex Filament Production Line and Key Process Parameters Control
Gang Muhuo1. Gang Zepei2. Wang Zhu2. Wang Tianlei2
( 1. Kaiping Jiaren Latex Equipment Manufacturing Co., Ltd. , Kaiping, Guangdong 5529337. China;
2. Faculty of Intelligent Manufacturing, Wuyi University, Jiangmen, Guangdong 529020. China)
Abstract: The complete equipment for producing latex filament is monopolized by foreign companies, and the price is expensive. In view of the above situation, the improved JR-2 latex wire production line is briefly introduced; the design of latex filament production process is described,and several key process parameters are analyzed; according to the accumulated experience of long-term production, the technological process of latex filament production is formulated. The actual production shows that compared with the original model, the JR-2 latex filament production line is more convenient to adjust working parameters, more stable in operation, its energy consumption decreases by about 8%, the product qualification rate increases from 88.5% to 93.8%. 57 production lines have been put into production, and the price is only about 60% of that of similar equipment abroad. The research results can provide the basis for the relevant technicians to improve the design of thecomplete set of extrusion latex filament equipment, and can also provide reference for the management and quality control personnel of latex filament production enterprises.
Key words: latex production line; production process; key process; process regulation
0 引言
乳胶工业是橡胶工业一个重要组成部分, 乳胶丝为 圆形截面线形弹性物, 具有表面光滑 、粗细均匀 、弹性 好 、拉伸强度和伸长率较高及耐晒 、耐洗涤 、耐化学腐 蚀等特点, 广泛用于纺织服装行业[ 1]。
我国是纺织服装生产大国, 纺织品贸易占全球贸易 量 1/4. 乳胶丝约占世界总消费量 40%[2], 需求量极大 。 但截止 2006 年, 国内乳胶丝全部从马来西亚 、泰国等地 进口, 产业十分薄弱 。 目前, 国际上乳胶丝成套设备生 产商主要在意大利和德国, 其中意大利浦赛斯公司拥有 先进的乳胶丝生产技术和成套装备制造技术[3] 。2002 年 国内某公司开始研制乳胶丝相关设备, 目前, 该公司仍 是国内唯一一家制造乳胶丝成套装备的企业。
针对上述情况, 有研究人员于 2002 年开始进行乳胶丝成套装备的研究, 2006 年研制出国内首套挤出式拼带 乳胶丝成套装备, 之后针对乳胶丝/带的生产工艺[4-5]、 生产线/组成设备[6- 14] 、节能环保[ 15-20] 以及质量控制[21-25] 等方面进行不断研究与改进, 形成了 JR-2 型挤出式乳胶 丝生产线, 已为乳胶丝生产企业提供了 57 条一次可同 时挤压出 368 根胶丝的生产线 (图 1 ), 所有生产线均在 正常运行。
本文介绍 JR-2 型挤出式乳胶丝生产线基本结构, 分 析乳胶丝生产工艺和关键参数的控制, 制定了乳胶丝生 产规程, 旨在为从事乳胶丝生产设备的研发人员及乳胶 丝生产企业的管理人员提供参考。
1 乳胶丝生产流程设计与关键工艺参数分析
1.1 JR-2 型挤出式乳胶丝生产线 JR-2 型挤出式乳胶丝生产线是原生产线的改进型号, 该生产线长 132 m, 占地面积约 600 m2. 由 126 台/ 套设备组成, 包括研磨机 、各种搅拌机 (用于分散料、 乳化罐 、冷却罐和均质机等)、 胶丝挤出总成 、酸/热水 槽及其流量控制系统 、烘干炉 、打粉机 、胶丝拼带机组 (包括胶丝拼带机 、冷却机 、落箱机等), 以及硫化炉体、 200 t 胶乳储备罐, 16 t 反应罐和冷却罐 、烘干炉 、硫化 炉和各种输送管道/输送线等, 可完成 15 种型号乳胶丝 由原料到乳胶丝落箱包装的全部工作。
改进后的 JR-2 型挤出式乳胶丝生产线与原生产线相 比的优势: ( 1 ) 增加了热水和热风能回收系统, 降低能 耗 15% 左右; (2 ) 采用低温硫化, 即在不改变外观基本 尺寸的基础上, 约延长硫化输送带 40 m, 将硫化温度由 原来的 150 ℃降低到 110~ 135 ℃, 使能耗下降 8% 左右; ( 3 ) 胶丝外观缺陷率 、挤出时断丝率和 600% 定伸永久 变形分别减少了 10% 、0.7% 和 7%, 丝径偏差由 0.06 mm 减少到 0.02 mm, 扯断伸长率和原料利用率分别提高了 7.69% 和 5.3% 。投产实测表明, 产品合格率由原来的 88.5%提高到 93.8%[3]。
目前, JR-2 型挤出式乳胶丝生产线已应用于国内 8 家公司和越南某公司, 总计为 57条可同时挤压出 368根胶 丝的生产线, 每条生产线价格约为国外同类生产线的60%。
1.2 生产工艺流程
挤出式乳胶丝生产工艺流程如图 2 所示, 可分为挤 出前和挤出后两部分[26]。
( 1 ) 备料是乳胶丝配方材料的准备阶段 。胶丝所需 材料包括乳胶 、氢氧化钾 、促进剂 、钦白粉 、高岭土、 硫磺 、硅油 、油酸 、色膏和氧化锌等 。其中, 部分材料 需经研磨破碎, 然后进行搅拌 、混合。
( 2 ) 惰性料 、活性料混合 。在常温下将备料工序中 准备好的材料混合成胶液 (不包括氢氧化钾和氧化锌) 充分混合后, 由惰性罐真空抽取至活性罐, 添加活性料 氢氧化钾和氧化锌等, 完成活性料混合。
( 3 ) 冷却反应 。经过惰性料和活性料搅拌后的混合 胶液需抽取至冷却罐冷却静置 (图 3), 等混合胶液充分 混合与反应后, 在黏度 、酸碱度和膨胀度等指标达到要 求后才能进行挤出生产。
( 4 ) 乳胶丝挤出总成如图 4 所示 。挤出是指完成冷 却反应后, 混合溶液经过滤进入恒压挤出系统, 通过并 列式塑料排管进入喷头 (喷头为玻璃材料, 孔径有 15 种 规格), 挤出后落入醋酸槽, 如图 5所示。
( 5 ) 胶凝 。胶凝是挤出式乳胶丝成形的关键工序, 挤出前混合胶液呈流动状态, 在醋酸作用下进行胶凝处 理, 由流动状态变为固态。
( 6 ) 清洗 、烘干 。经过胶凝工序, 由醋酸槽出来的 乳胶丝会有残留醋酸, 通过水槽中的热水清洗掉附着的 醋酸; 由于清洗后乳胶丝存在过多的水分, 需要经过烘 干工序去除 。酸洗 、水洗 、冷却工段区如图 6所示。
( 7 ) 打粉 、拼带 。打粉工序是将滑石粉均匀附着在 乳胶丝上, 通过附着一定量的滑石粉和调节拼带压力可 保证乳胶带在运输过程较好地保持形状而不易散 。使用时, 保证乳胶带能顺利分离成单根, 如图 7 所示 。乳胶 丝从挤出到烘干均处于单根状态, 为方便胶丝保存和运 输, 通常需要将 40 根乳胶丝拼接扁平带状, 如图 8 所示。
( 8 ) 硫化 。硫化是采用交联剂使乳胶丝中橡胶分子 交联成立体网状结构, 提高乳胶丝拉伸强度 、定伸应力、 伸长率等性能有, 从而提升产品整体性能。
( 9 ) 冷却 、落箱包装 。乳胶丝硫化过程是在一定温 度下进行的, 硫化后的乳胶丝温度较高不利于胶丝保存, 高温胶丝盘绕通过冷却筒, 胶丝冷却至室温后, 经装箱 机构进行落箱包装, 如图 9 所示。
1.3 关键工艺参数分析与控制
( 1 ) 胶液混合。黏度、酸碱度和膨胀度是混合胶液的 重要指标, 要求在浓缩乳胶含量大于等于60%或混合胶总固 体含量大于等于79% 时, 浓缩乳胶的黏度为65~95 mPa ·s、 酸碱度 pH 值为 8.5~9.8 和膨胀度为 1.9~2.8.如膨胀度不达 标, 则表明胶液没有反应完全, 不能进入下一步工序。
( 2 ) 挤出 。生产线采用自动恒压挤出系统可保证挤 出压力恒定 。挤出喷头出口孔径有 125# 、 110# 、 105#、 100# 、 90# 、 75# 、 63# 、 55# 、 52# 、 44# 、 37# 、 32#、 24# 、20# 、 10#等 15 种规格, 如 100#的孔径 d=25.4/100 ( mm )。 喷头处胶料压力直接影响其流量和速度, 进而影 响 胶 丝 尺 寸 。 因 此, 要 求 乳 胶 在 喷 头 出 口 处 压 力 为 ( 0.45±0.2 ) MPa, 该 压 力 值 由 胶 液 恒 压 控 制 系 统 来 保 证[3. 25. 27] 。胶丝由喷头挤出落入醋酸槽进行胶凝。
( 3 ) 胶乳胶凝 。胶乳胶凝是胶体从流动状态变成均 匀凝胶的过程 。利用醋酸溶液中粒子的阳电荷去中和胶 乳橡胶粒子阴电荷, 使胶乳混合溶液失去流动性而成为 半固体的凝胶, 完成乳胶丝的基本定型 。胶凝工序中的 胶凝酸碱度 、胶凝温度和胶凝时间均会对乳胶丝最终产 品性能产生影响, 要求严格控制醋酸浓度在 28~32%, 工 作时温度为 36 ℃左右 、pH 值为 4.6~5.6. 同时控制乳胶 丝在醋酸槽中进行胶凝的时间为 1.5~2 min, 防止胶凝不 足导致乳胶丝易变形或过分胶凝导致乳胶丝硬度过高。
( 4 ) 清洗与烘干 。胶凝后的乳胶丝物理机械性能指 标还未固化, 性能不稳定, 残留着大量醋酸继续发生胶 凝作用 。通过水槽清洗掉残留醋酸的过程也影响着乳胶 丝性能, 主要因素是水槽中热水温度和清洗时间 。完成 清洗的乳胶丝进入烘干炉, 温度过高或烘干时间太长, 不仅会去掉乳胶丝表面附着的水分, 还会蒸发胶体网状 结构内部的分散介质水, 影响产品最终性能 。因此, 要求控制烘干温度在 80~ 130 ℃内, 热风风速为 6.5~7 m/s, 烘干时间为 1.7~2.7 min。
( 5 ) 打粉与拼带 。烘干结束后的打粉与拼带主要影 响乳胶带的分离度, 对性能影响不大 。其后的硫化则是 影响乳胶丝产品性能的又一关键工序。
( 6 ) 硫化 。硫化是加工乳胶丝的最后一道工序, 可 使塑性橡胶制品变成弹性橡胶制品, 物理机械性能得到 提升 。硫化程度与物理机械性能的关系如图 10 所示 。 由 图可知, 除硬度和永久变形是随硫化程度单调变化外, 其他物理机械性能均存在极值 。影响硫化效果的主要因 素有硫化剂用量 、硫化温度和时间 。硫化剂用量越大, 硫化速度越快, 而乳胶丝生产过程中硫化剂添加量是保 持定量; 硫化温度越高, 硫化时间越短; 在硫化剂用量 和温度保持不变时, 增加硫化时间可提高硫化程度 。乳 胶丝生产过程中要求硫化温度控制在 110~ 135 ℃, 时间 为 3.5~5.4 min, 热风风速约为 5.5 m/s 。选取合适的硫化 时间和温度可保证胶丝产品具有最佳综合性能。
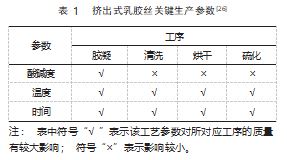
硫化处理后的乳胶丝性能己确定, 随后的冷却工序 是为确保装箱乳胶丝温度能达到常温, 并不影响最终产 品性能 。控制硫化过程, 可获得较优的乳胶丝各物理机 械性能 。综上, 挤出前和挤出时参数多为定值, 对乳胶 丝最终产品性能影响不大, 而挤出后大部分工序的参数 均在一定范围, 如醋酸与热水流动性强, 烘干与硫化空 间大, 容易使得参数有较强波动 。对乳胶丝产品性能影 响较大的关键参数见表 1.
2 乳胶丝生产规程制定
为严格控制质量, 制定了挤出式乳胶丝生产工艺规程, 如图 11 所示 。对图中配料 、生产线启动 、拉丝前的 准备 、挤出拉丝 (包括拼带硫化 、牵丝 、凝胶固化) 和 停机等关键工艺环节的操作规范分别在表 2~6 中进行描 述说明 。
配料包括配制分散料和配制混合料, 是乳胶丝生产中最重要的组成部分, 配料质量直接影响胶丝品 质 。配制分散料是将粉末状的化工品加工成液体状或接 近乳液状; 配制混合料是将已加工好的分散料与乳胶混 合 。化验室需对分散料的品质进行全程检测, 控制生产 过 程 的 工 艺 参 数, 才 能 确 保 最 终 产 品 达 到 国 家 标 准[28-29] 。炉体风管及热油管道布置如图 12 所示。
3 结束语
乳胶丝具有表面光滑 、粗细均匀 、弹性好 、强度高 等特点, 广泛应用于纺织、服装和体育文化行业。乳胶丝 需求量不断增长, 但生产乳胶丝的成套设备由国外公司 垄断, 价格昂贵 。针对上述情况本文作者进行了以下工 作: ( 1) 介绍了 JR-2 型乳胶丝生产线 、设计乳胶丝生产 工艺流程, 并对几个关键的工艺参数进行了分析, 最后制 定了乳胶丝生产的工艺规程; (2) 投产实测表明, JR-2 型乳胶丝生产线与原机型比较, 其工作参数调节更为方 便, 运行更稳定, 能耗下降 8% 左右, 产品合格率由 88.5%提高到93.8%, 价格仅为国外同类设备的60%左右。
本文可为相关工程技术人员进行挤出式乳胶丝成套 装备的研究及乳胶丝生产企业的管理和质量控制人员提 供参考。
参考文献:
[ 1] 甘金生 . 相关产品橡胶使用现况及展望(三)中国乳胶制品橡 胶使用情况及展望[J]. 中国橡胶,2007.23(20): 12- 15.
[2] 北京橡院兴业化工工程有限公司 . 海南高品质乳胶丝生产项 目可行性报告(内部文件)[Z].2008.
[3] 甘木伙,甘泽培, 温澄滨,等 . 乳胶丝挤出工艺系统改进设计及 胶液恒压控制[J]. 机电工程技术,2022(6):267-267.
[4] 甘木伙 , 赵均明 , 陈顺安 . 乳胶丝生产工艺 : 201110068362.0 [P].2012.05.30.
[5] 甘木伙 , 赵均明 , 陈顺安 . 乳胶带生产工艺 : 201110068362.0 [P].2011-03-22.
[6] 甘木伙,赵均明, 陈顺安 . 一种乳胶带冷却机:2016 2 1013832.8[P].2012-05-30.
[7] 甘木伙 , 赵均明 , 陈顺安 . 一种乳胶丝隔离剂处理机 : 2016 2 1015226.X [P].2012-05-30.
[8] 甘木伙,黄向前,谢兴怀,等 . 一种应用于乳胶丝生产线上的搅 拌机:201420212569.X[P].2014-04-29 .
[9] 甘木伙,黄向前,谢兴怀,等 . 一种应用于乳胶丝生产线上的双 轴搅拌机:201420212782.0[P].2014-04-29.
[ 10] 甘木伙,赵均明, 陈顺安 . 一种乳胶带装箱机:201110068319.4 [P].2011-03-22.
[ 11] 甘 木 伙 , 赵 均 明 , 陈 顺 安 . 一 种 乳 胶 丝 拼 带 机 : 2016 2 1019974.5 [P].2012.05.30.
[ 12] 甘 木 伙 , 赵 均 明 , 陈 顺 安 . 一 种 配 料 加 热 调 温 装 置 : 2018219521625[P].2018- 11-24.
[ 13] 甘木伙,赵均明, 陈顺安 . 一种应用于乳胶丝生产的高效成型 装置:201520348619. 1[P].2015-05-26.
[ 14] 甘木伙,赵均明, 陈顺安 . 一种应用于醋酸槽的乳胶丝分隔器: 201520344664.X[P].2015-05-25.
[ 15] 甘木伙,黄向前,谢兴怀,等 . 一种应用于乳胶丝生产线上的节 能系统:201420226484.7[P].2014-05-06.
[ 16] 甘木伙 , 黄向前 ,谢兴怀 , 等 . 一种新型节能空气过滤系统 : 201420227435.5[P].2014-05-06.
[ 17] 甘 木 伙 , 赵 均 明 , 陈 顺 安 . 一 种 废 气 余 热 回 收 处 理 装 置 : 201821951068.8[P]. 2018- 11-24.
[ 18] 甘木伙,黄向前,谢兴怀,等 . 一种应用于乳胶丝生产线上的冷却装置:201420227434.0[P].2014-05-06.
[ 19] 甘木伙,赵均明, 陈顺安 . 一种用于超细高弹乳胶丝生产的热 水系统热能回收装置:201110065158.3[P]. 2011-03- 18.
[20] 甘木伙,赵均明, 陈顺安 . 一种用于超细高弹乳胶丝生产的热 水系统热能回收装置:201120071572.0[P]. 2011-03- 18.
[21] 甘木伙,黄向前,谢兴怀,等 . 一种用于超细高弹乳胶丝生产的 冷水循环系统:201120071571.6[P]. 2011-03- 18.
[22] 甘木伙,黄向前,谢兴怀,等 . 一种应用于乳胶丝生产线上的冷 却装置:201420227434.0[P], 2014.05.06.
[23] 甘木伙,赵均明, 陈顺安 . 一种用于超细高弹乳胶丝生产的冷 却系统:201120071573.5[P].2011-03- 18.
[24] 甘 木 伙 , 赵 均 明 , 陈 顺 安 . 一 种 醋 酸 脱 色 净 化 处 理 装 置 : 201520348660.9[P].2015-05-26.
[25] 甘木伙,黄向前,谢兴怀 . 一种应用于乳胶丝生产线上的恒压 液位控制系统:201420226483.2[P].2014.9.3.
[26] 唐木森,刘桂雄,谢炎庆 . 挤出式乳胶丝关键生产参数监测系 统设计[J]. 中国测试技术,2016.42( 1):79-82. 120.
[27] 鲁可, 张晓东,马宏旭 . 基于单片机的超声波液位检测系统设计[J]. 机电工程技术,2014.46(9): 128- 130.
[28] HG/T 2889—2011.胶乳胶丝[S].
[29] HGT 2487—2003.橡胶胶丝—试验方法[S].
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/64009.html