SCI论文(www.lunwensci.com):
摘 要 :利用Nd.YAG 激光器在P20H 模具钢基体上熔覆制备了 Fe90 合金粉末涂层。并通过金相、EDS 等手段对涂层的组织 及性能进行分析。结果表明,Fe90 熔覆层组织主要由平面晶、树枝晶和胞状树枝晶和等轴晶组成,涂层成分主要是 CrB2、Fe2B、 Fe3C 和合金渗碳体。多道熔覆后获得Fe 基涂层无气孔和裂纹,与P20H 模具钢呈冶金结合。熔覆涂层距离表面 0.3mm 左右显微 硬度最高, 为 668HV, 而基体显微硬度为 362HV, 硬度约是基体的 1.8 倍,耐磨性也大大提高。
关键词 :激光熔覆 ;Fe90 合金 ;显微组织 ;性能
P20模具钢常用于中、大型塑料模具制造。由材料硬度较低, 使用过程中因熔融塑料中杂质和填料冲刷, 模具型腔磨损, 导致 模具失效 [1]。工程中常用激光熔覆技术对塑料模具进行快速、精 密修复,以大幅度延长、提高模具寿命。但受激光功率的局限, 激光熔覆的宽度较窄, 当大面积的熔覆层时, 需采用多道搭接激 光熔覆技术。由于多次加热、冷却,会使熔覆层和基体材料易产 生变形, 开裂倾向加大 [2]。
刘其斌、李绍杰 [3] 研究激光工艺参数和Y2O3 含量对叶片铸 造缺陷熔覆开裂敏感性影响,在最佳工艺参数条件下加入复合 变质剂可细化涂层组织。余菊美 [4] 研究 G312 铁基合金激光熔覆 层产生裂纹主要是由于激光熔覆的工艺特点所造成的组织凝固 过程中相变体积变化不均匀引起的。姚成武 [5] 采用过包晶设计, 熔覆层组织结果为马氏体+残余奥氏体+原位生成颗粒增强 相,沿晶间分布的相结构为韧性的残余奥氏体和颗粒增强相, 合 金系为Fe–C–Cr–Ni-Mo–W–V–Ti–Ce, 进行多道熔覆, 得 到不开裂熔覆层。李胜,曾晓雁 [6] 研究了Ni、Cr 和Mo合金元素 含量对铁基合金激光熔覆层硬度、开裂敏感性和残余奥氏体含 量的影响,结果表明,随着Ni含量增加,熔覆层中AR量增加, 硬度下降 ;Cr含量增加,硬度先略微增加,然后下降 ;Mo含量 增加, 熔覆层硬度先增加, 再下降。
根据P20模具钢工作特性,需硬度高和耐磨性好的特点,本 文采用激光熔覆技术,用优化工艺参数(笔者前期研究数据) 在 P20H模具钢上制备Fe90合金粉末涂层,研究其组织及性能与开 裂性问题。以促进模具钢 P20H激光熔覆 Fe90 基涂层的研究和应用。
1 试验目标
主要目标 :①熔覆层表面硬度比基体提高 1.8倍。②熔覆层 得到球状组织以提高耐磨性。③熔覆层表面成形质量好、不开裂。
2 实验材料与试验方法
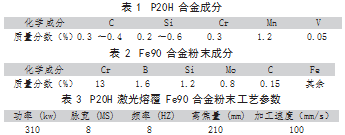
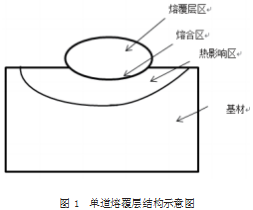
基材为P20H模具钢,成分见表1,试件尺寸为100mm×60mm×20mm;基材样品经淬火、低温回火调硬度至 39HRC。熔覆材料为 Fe90 合金粉末,成分见表 2。激光熔覆材料均匀地预置在经热处理 的基体表面,预置合金粉末厚度为 1.2mm。采用Nd.YAG 激光 器作为光源,主要激光工艺参数为 :波长为 1064 nm,平均功率 350w, 最大输出功率 450w, 脉冲频率 0.1HZ~100HZ, 脉冲宽度 为 0.3ms~20ms, 输出能量 80J。采用激光工艺参数见表 3,用该 参数加工一组厚度为 1mm,长度为 20mm,7 道搭接熔覆,搭接 率为40% 的试样。图 1 为单道熔覆层结构示意图。
熔覆试验完成后进行探伤试验,步骤如下 :①清洗工件表 面,渗透剂均匀喷涂,渗透 5-15 分钟 ;②清洗渗透剂干净 ;③ 施加显象剂。探伤实验后发现无裂纹。图2 为激光熔覆图及探伤 测试图。利用线切割沿垂直于扫描方向切出小块样品, 试样经过 镶嵌、粗磨、细磨、机械抛光后进行化学腐蚀,腐蚀液为用 30m L HCl+10mL HNO3,腐蚀时间 8s。利用光学显微镜和扫描电镜 观察熔覆层形貌及组织。利用 S-3400N 扫描电镜及能谱仪分析 激光微观组织形貌及成分。采用HVS-1000 显微硬度计测试涂层 截面显微硬度, 载荷为 1.96N, 加载时间 10s。
3 试验分析
3.1 金相分析
P20H模具钢表面激光熔覆 Fe90 合金涂层显微组织形貌特 征如图 3 所示,单道熔覆搭接见图 3a。Fe90 合金粉末激光熔覆 层、热影响区与 P20H 基体间存在清晰的光亮带(图 3b),熔覆层 内组织致密、无缺陷,与基体呈冶金结合,涂层与基材界面形成亮白色的细晶热影响区。从熔覆层的底部到中部,以平面晶、胞 状晶、与树枝状晶显微组织为主,熔覆层上部以等轴晶显微组 织为主。熔覆层内的组织形态主要受熔体中的成分过冷度的影 响 [7]。激光熔覆能力密度集中,Fe90合金与P20H合金界面温度 梯度 G很大, 熔池底部的结晶速率R趋近于0,成分过冷度较小, 凝固速度较慢, 激光能量是由熔覆层顶部向下床底, 组织由下至 上凝固,熔覆层底部热加工时间短,结晶先在熔池 / 基体交界处 以平面晶出现,组织为胞状晶为主,图 3c 随着熔池底部距离的 增加,R值逐渐增大,G值逐渐减小,故 G/ R值逐渐减小,成分 过冷增大,呈现依托基体晶粒生长的特征 ( 图 3c),涂层中上部组 织为树枝晶 ;激光熔覆过程中未完成熔化的粉末颗粒会以氧化 物漂浮于激光熔池表面,以致涂层近表面为平行于激光扫描速 度方向生长的等轴晶 ( 图 3c) [8-10]。
3.2 显微硬度分析
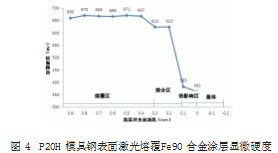
图 4 是 P20H 模具钢表面激光熔覆 Fe90 合金涂层显微硬 度,从距熔覆层表面每隔 0.1mm 点测量硬度,硬度值见图 4, 1~5 点是熔覆区,6~8 点是熔合区,8 点 ~9 点是热影响区,9 点 以下是基体。熔覆层深度为0.45mm~0.5mm,熔合区深度为 0.2mm~0.22mm。基体平均显微硬度值为 362HV, 随着离基材表 面距离增加,熔覆层硬度变化平稳,最大显微硬度约为 668HV, 熔覆层显微硬度平均值约 667HV,约是基体 1.8 倍。显微硬度分 布变化主要因为激光快速凝固在涂层内形成大量细小的 α-Fe 过 饱和马氏体组织, 对激光熔覆层起到固溶强化和细晶强化效果。
3.3 熔覆层成分及相分析
图 5 是 P20H 模具钢基体表面激光熔覆 Fe90 合金粉末涂层 的EDS 形貌。放大到 10μm 发现, 涂层颗粒表面光滑, 近似球状, 无明显棱角,Fe90激光熔覆涂层的结合区(图 5a),在Fe90合金 激光熔覆层与P20H 基体界面上形成熔覆涂层与基材结合良好, 激光熔覆融合基体界面呈现出依托基体生长的典型胞状晶形 态。Fe90激光熔覆涂层的中心区域为球状组织形态(图 b),单胞 结构的中心区域为铁基合金基体组织, 即是奥氏体相(α-fe)。


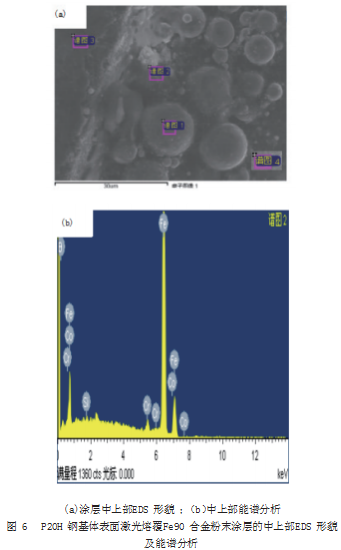
图 6 熔覆层为中上部 EDS 图及能谱分析、表 4 Fe90 合金粉 末涂层中上部的 EDS 各相成分及质量分数,在每距涂层表面 100μm 的面上, 取 3~4 点, 分析微区成分, 表 5 是 Fe90 熔覆层各 微区成分的 EDS 成分及质量分数,从 EDS 各相分析分析结果得 知,成分主要由 :CrB2、Fe2B、Fe3C 和合金渗碳体,表 5 是各微 区成分分析结果, 有 Fe、Cr、Si、Mo、C、B 分别情况 :在底部, 由于基体底部的稀释,Fe含量相对较高,Cr含量比树枝晶中低, 熔覆层顶部的树枝晶含 Si 量较中部树枝晶高。结合物相分析结 果,认为 :界面平面晶和基体组成为合金渗碳体,部分 Fe 由 Cr 置换,并溶少量 Si ;树枝晶为 Fe3C 固溶体与 Cr 和 Fe 的硼化物 (CrB2、Fe2B)、碳化物及硅化物组成的复杂共晶体 ;在胞状晶中, Cr 的硼化物含量高, 在等轴晶中, 硅化物的含量较高。
4 结语
(1)P20H模具钢表面激光熔覆Fe90 合金粉末涂层中,采用 Nd.YAG激光器作为光源, 工艺参数为功率 310KW, 脉宽 8MS, 频率 8HZ, 离焦量210mm, 加工速度 100mm/s, 形成良好的冶金 结合,从基体到熔覆层表面的组织为大量平面晶、树枝晶、胞状 晶、等轴晶。熔覆层没有裂纹、气孔,基体与涂层结合紧密,优 化工艺参数有利了减少裂纹, 提高熔覆质量 [11]。
(2)激光熔覆层的硬度在矩涂层表面 0.3mm 处为 668HV,熔 覆层平均值硬度约 667HV,基体硬度为 362HV,熔覆层硬度约 是基体 1.8倍。
(3)熔覆层 Fe 碳合金、合金渗碳体大大提高了熔覆层的硬 度和耐磨性。
参考文献
[1] 戴晓光 , 周圣丰 .p20 塑料模具钢表面熔覆球磨FE 基 sic 金属陶瓷涂层的研究 [J]. 热加工工艺 ,2016(6):190-195.
[2] 黄凤晓 , 陈莉等 . 多道激光熔覆铁基合金的组织和性能 [J]. 热加工工艺 ,2007 (23):57-60.
[3] 刘其斌,李绍杰 . 航空发动机叶片铸造缺陷激光熔覆修复的研究 [J]. 金属热处 理2006(3):52—55.
[4] 余菊美 . 铁基合金激光熔覆层组织分布及开裂敏感性研究 [J]. 应用激 光 ,2006(3)175-177.
[5] 姚 成 武 . 铁 基 合 金 激 光 熔 覆 层 裂 纹 控 制 的 组 织 设 计 [J] 中 国 表 面 工 程 ,2010(3):74-79.
[6] 李胜 . 合金元素及其含量对铁基合金激光熔覆性能影响 .[J]. 焊接学报 ,2011,42 卷增刊 ,01(7):15-18.
[7] W Kurz,D J Fisher.Fundamentals of Solidification[M].(4th revised edition),Switzerland:Trans Tech Publication Ltd,1998.
[8] 温宗胤 , 冯树强 , 李宝灵等.汽车模具材料表面强化中的激光相变硬化技术的 研究与应用 [J].制造技术与机床 ,2007(1) :118-121.
[9] 李 坤 淑.H13 钢 模 具 型 腔 表 面 堆 焊 工 艺 参 数 研 究 [J]. 热 加 工 工 艺 ,2014,43(21) :21-215.
[10] 韩立影 , 陈禹希 . 激光功率对Ni-WC 熔覆层组织与性能的影响 [J]. 金属热处 理 ,2015, 第40 卷 10 期,159-162.
[11] 聂斌英 , 姚成武 . 合金元素对铁基激光熔覆涂层显微组织和相接轨形态的影 响 [J]. 焊接学报 ,2013,34 卷第 1 期 :85-87.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/34109.html