SCI论文(www.lunwensci.com)
摘要:塑料、橡胶等挤出设备以及包装机械的输送装置常常用到异形螺纹,因其外形轮廓和牙型的形状特殊,不能直接使用数控系统内置的螺纹加工指令进行编程。采用拟合逼近算法对椭圆形轮廓面上的圆弧牙型螺纹进行刀路计算,编写三重循环嵌套宏程序,实现异形螺纹的数控车削加工。通过编制螺旋线半径变化函数的表达式创建椭圆形螺旋线,应用UG建立异形螺纹三维模型,编写四轴联动铣削程序,实现异形螺纹的数控铣削加工。使用VERICUT对异形螺纹的数控车削和铣削程序进行仿真,通过自动对比和分析异形螺纹的切削模型与设计模型之间的偏差,验证程序的加工结果完全符合设计要求,为各类异形螺纹的数控编程提供参考。
关键词:异形螺纹;拟合;宏程序;三维建模
3DModelingandCNCProgrammingTechnologyofSpecial-shapedThread
HanXuesong,ZhongLizhu,ChenYanhui,HeMinchao
(GuangxiVocationalCollegeofWaterResourcesandElectricPower,Nanning530023,China)
Abstract:Plastic,rubberandotherextrusionequipmentaswellasconveyingdevicesofpackagingmachineryoftenusespecial-shapedthread,becauseofthespecialshapeofthecontourandtoothshape,cannotdirectlyusethebuilt-inthreadprocessinginstructionsoftheCNCsystemforprogramming,byusingthefittingapproximationalgorithmtocalculatethecirculararctooththreadontheovalcontoursurface,writeatripleloopnestedmacroprogram,toachieveCNCturningprocessingofspecial-shapedthread;Bycompilingtheexpressionofthehelixradiuschangefunction,theovalspiraliscreated,thethree-dimensionalmodelofspecial-shapedthreadisestablishedbyapplyingUG,andthe4-axissimultaneousmillingprogramiswrittentorealizetheCNCmillingprocessingofspecial-shapedthread.VERICUTisusedtosimulatetheCNCturningandmillingprogramofspecial-shapedthread,thedeviationbetweenthecuttingmodelandthedesignmodelofthespecial-shapedthreadisanalyzedbycomparison,andverifythatthemachiningresultsoftheprogramfullymeetthedesignrequirements,providingreferencefortheCNCmachiningprogrammingofvariousspecial-shapedthread.
Keywords:special-shapedthread;fit;macroprogram;3Dmodeling
0引言
异形螺纹一般指螺纹的牙型、外形轮廓等比较特殊的非标准螺纹,广泛应用于塑料、橡胶等挤出设备和特殊的螺旋传动系统中[1-4]。加工异形螺纹可以采用数控车削或铣削工艺,在选用数控车削工艺时,由于数控系统内置的螺纹指令功能单一,只适用于在圆柱面或圆锥面上加工螺纹,如果异形螺纹的外形轮廓为曲面,则无法直接使用螺纹指令进行编程;当遇到牙型特殊的异形螺纹时,也没有与之形状一致的成型刀具来保证牙型精度;CAM软件也不能直接编写复杂异形螺纹的车削程序[5-11]。解决上述问题需要对异形螺纹外轮廓及牙型的几何特征进行分析,运用拟合法来逼近异形螺纹的特殊外轮廓和牙型,采用宏程序的编程方法计算拟合点的坐标,并控制刀具沿拟合点移动来实现异形螺纹的车削加工。在选用数控铣削工艺时,需要使用多轴联动加工中心或车铣复合加工中心,应用CAM软件编写加工程序,由于CAM编程需要依赖精确三维模型,因此必须掌握复杂异形螺纹的三维建模方法。本文以一种在椭圆形轮廓面上的单线圆弧形牙型螺纹为例,探讨异形螺纹的数控车削拟合逼近算法以及宏程序编程方法,分析在UG软件中创建异形螺旋线表达式和编制异形螺纹四轴联动铣削程序的方法。
1异形螺纹车削编程
图1为一个椭圆形异形螺纹零件,椭圆型轮廓面的长半轴50mm、短半轴33mm,椭圆中心点位于轴线上,牙型为直径10mm的圆弧,牙型深度3mm,螺距为12mm。
1.1异形螺纹外形轮廓拟合
车削螺纹是由车刀沿螺旋轨迹运动在工件表面上切削出螺旋形特征的工艺。运用数控车床加工螺纹的指令有G32、G92、G76,指令通过读取主轴编码器反馈的旋转速度和角度信息,按照主轴旋转一周车刀移动一个导程的比例关系控制车刀移动,在圆柱面或圆锥面上车削出螺纹。由于异形螺纹的外形轮廓不是简单的圆柱面或圆锥面,因此上述指令不能直接用于异形螺纹的加工。
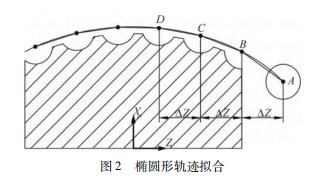
以椭圆形轮廓的异形螺纹为例,假设用Φ10的成型车刀加工图1所示的椭圆形螺纹,在主轴带动工件旋转的同时,车刀在XZ平面内沿椭圆形轨迹移动,主轴旋转一周,车刀相应地沿Z轴移动一个螺纹导程,刀具中心点椭圆形轨迹的长半轴a=52mm,短半轴b=35mm。由于螺纹指令G32只能够控制刀具在XZ平面内做直线移动,因此需要使用拟合法,从起点A开始在椭圆形轨迹上取若干个分割点(B、C、D……),各分割点在Z轴上的距离等于ΔZ。应用G32指令从A点开始让刀具按顺序逐一定位到各分割点上,刀具在两点之间的移动轨迹为直线,刀具在沿直线移动过程中由G32指令保证Z轴的移动距离与主轴的旋转角度符合螺纹导程的比例关系,如图2所示。
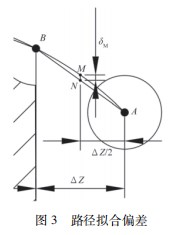
由于G32指令的移动轨迹为直线,因此用若干段直线拟合成的路径与标准的椭圆曲线之间存在偏差δ,偏差的最大值δM出现在A-B段的中点位置,如图3所示。
在X/Z坐标系中,已知A点的坐标ZA=435,根据椭圆方程计算出XA=1918,δM与ΔZ的关系用下列方程组表示:
设δM≤01mm,依据方程组(1)计算出ΔZ≤365mm,取ΔZ=35mm。在上一分割点Z坐标的基础上减去ΔZ就得到下一分割点的Z坐标值,每计算出一个分割点的Z和X坐标值,就用G32指令移动到该分割点上,上述规律使用循环编程方法可以简化加工程序,基于FANUC系统的椭圆形螺纹拟合车削程序①如下:
#1=43.5;设置起点A的Z坐标
WHILE[#1GE3.5-40]DO3;当Z轴坐标没有超出终点时执行循环
#1=#1-3.5;Z坐标递减3.5,得到下一分割点的Z坐标
#2=SQRT[[1-#1#1/[5252]]3535];计算分割点的X坐标
G32X[2#2]Z[#1]F12;螺旋插补运动
END3;
1.2异形螺纹牙型拟合
车削直径10mm的圆弧牙型通常不直接使用Φ10的成型车刀,采用小直径的刀具有利于减小切削力,本例选择Φ6的成型车刀。由于刀具直径小于牙型直径,因此牙型轮廓也需要采用拟合的方法进行加工,如图4所示。
将牙型轮廓向内偏移一个刀具半径,得到刀具中心点轨迹为半径2mm的圆弧,以图2中的起点为圆心,应用圆的参数方程,设置θ的范围为161°~379°,以10°为增量计算出R2圆弧轨迹上一系列拟合点相对于圆心在X、Z轴的偏移量。Φ6的成型车刀在R2圆弧上每完成一次定位,就要进行一次椭圆型螺纹车削,在此过程中G32移动的目标点需要叠加上述偏移量。在椭圆形螺纹车削程序①的基础上增加一重循环进行牙型拟合计算,得到的加工程序②如下:
#5=161;θ初始化为161°
WHILE[#5LE379-10]DO2;当θ小于379°时执行循环
#3=2COS[#5];计算R2圆弧Z轴偏移量
#4=2SIN[#5];计算R2圆弧X轴偏移量
G00X[2[19.18+#4]]Z[43.5+#3];定位到拟合点
#1=43.5;
WHILE[#1GE3.5-40]DO3;
#1=#1-3.5;
#2=SQRT[[1-#1#1/[5252]]3535];
G32X[2[#2+#4]]Z[#1+#3]F12;叠加偏移量
END3;
G00X100;X轴退刀
Z43.5;Z轴退刀
#5=#5+10;θ递增10°
END2;
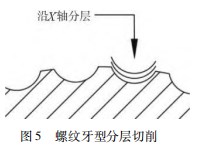
1.3异形螺纹分层车削
由于螺纹牙型深度较大,因此需要采用分层切削的方式降低切削力,如图5所示。将深度3mm的圆弧牙型沿X轴分为3层,每一层的螺纹车削刀路在上一层的基础上向下偏移1mm。同样,在G32移动目标点的X坐标上还需要叠加上分层的高度。在程序②的基础上再增加一重循环进行分层计算,实现分层切削功能,得到的加工程序③如下:
#6=19.18+3;起点X坐标偏移3mm
WHILE[#6GE19.18+1]DO1;分层切削循环
#6=#6-1;起点X坐标递减1mm
G00X[2#6]Z[43.5];定位到每一层的起点
#5=161;
WHILE[#5LE379-10]DO2;
#3=2COS[#5];
#4=2SIN[#5];
G00X[2[#6+#4]]Z[43.5+#3];
#1=43.5;
WHILE[#1GE3.5-40]DO3;
#1=#1-3.5;
#2=SQRT[[1-#1#1/[5252]]3535];
G32X[2[#2+[#6-19.18]+#4]]Z[#1+#3]F12;叠加分层高度
END3;
G00X100;
Z43.5;
#5=#5+10;
END2;
END1;
2异形螺纹铣削编程
2.1异形螺纹三维建模
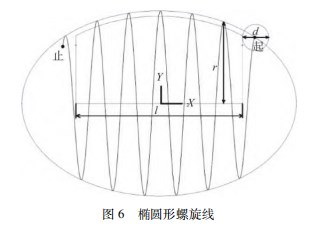
建立螺纹零件三维模型的方法为:(1)创建螺纹外形轮廓实体模型;(2)创建螺旋线;(3)牙型轮廓沿着螺旋线移动形成扫掠体;(4)对轮廓实体和扫掠体进行布尔差值运算。上述流程的关键步骤是创建螺旋线,异形螺纹的螺旋线半径会随着螺纹外形轮廓变化,以图1的椭圆形螺纹为例,椭圆中心点位于螺旋线的轴线上,因此螺旋线半径r直接跟随椭圆轨迹的y坐标值变化,算式如下:
式中:a为椭圆长半轴;b为椭圆短半轴。
已知椭圆实体的长度为l,牙型圆弧直径为d,则x坐标的范围是±l2+d()2,如图6所示。
使用UG软件曲线工具中的螺旋线指令来生成椭圆形螺旋线,其中螺旋线的半径r等于以t为参数的函数。将算式(1)转换为UG函数表达式:
UG中的参数t是驱动函数的自变量,其变化范围是0~1,在螺旋线起点处t=0,在终点处t=1。将函数表达式(2)中的自变量x转换为参数t的表达式:
将算式(3)~(5)写入UG的表达式中,依据椭圆形螺旋线的几何尺寸对参数a、b、l、d赋值,设置螺距、起始位置和终止位置,生成精确的椭圆形螺旋线。
2.2创建铣削刀路
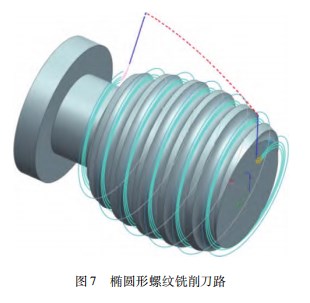
使用UG软件中“可变轴轮廓铣”功能创建四轴联动铣削刀路,设置刀具为直径10mm的球头立铣刀,驱动方法选择“曲线/点”,投影矢量设置为“刀轴”,刀轴方向设置成“远离直线”。曲线驱动的特点是让刀具从驱动曲线上沿着投影矢量方向移动刀具,直到刀具接触到部件几何体为止。将图5的椭圆形螺旋线设置为驱动曲线,以与螺牙底部相切的椭圆面作为部件几何体,通过设置“多刀路”等切削参数控制每一层的刀路切削深度,创建的椭圆形螺纹铣削刀路如图7所示。
3异形螺纹仿真加工验证
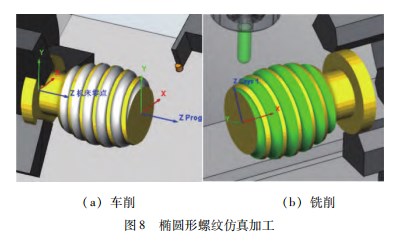
VERICUT是功能强大的数控加工仿真软件,软件支持多种主流的CNC控制系统,能识别并执行宏程序以及CAM软件编写的NC程序,运用与真实数控加工环境完全一致的机床、夹具和刀具模型来模拟数控机床的切削过程,帮助编程者及时发现工艺或程序中的问题[12-15]。在VERICUT软件中导入工件毛坯模型、设置加工刀具、加载NC程序,分别对椭圆形螺纹进行数控车削和铣削仿真加工,结果如图8所示。仿真加工过程没有发生碰撞和过切,应用VERICUT软件的自动比较工具将切削后的模型与设计模型进行对比,椭圆形螺纹工件的各项尺寸均符合设计要求。
4结束语
异形螺纹的车削和铣削工艺都能加工出合格的产品。车削工艺的优点是对加工设备要求不高,有利于降低生产成本,同时宏程序编程灵活性强,可以实现各类复杂异形螺纹的加工,不足是编程难度较大,需要根据异形螺纹外形轮廓以及牙型的几何特征,用拟合法逼近目标曲线,并基于螺纹精度计算拟合步距,通过多重循环嵌套迭代的编程手段实现分层切削、牙型拟合以及螺纹外形轮廓拟合。铣削工艺的优点是能够使用CAM软件辅助编程,难点是异形螺纹的三维建模需要通过分析螺旋线的变化规律并编写计算表达式才能构建出牙型扫掠的引导线,同时多轴铣削加工设备的投入成本也较高。本文详细阐述了椭圆形螺纹数控车削和铣削的编程方法,其他形状的异形螺纹可以参考本案例的方法,根据螺纹的几何特征进行程序编制。
参考文献:
[1]胡祯,杨志军,毕辉.基于SolidWorks的异形瓶转瓶螺杆设计[J].机床与液压,2021,49(15):97-100.
[2]陆家峰,郭长城.异形螺纹的数控加工技术分析[J].造纸装备及材料,2022,51(5):108-110.
[3]高晓东.宏程序编程在异形螺纹加工中的应用[J].制造业自动化,2012,34(19):62-63.
[4]韦浪舟,王昭,周博.螺杆设计方法探讨及在果筐注射机螺杆设计中的应用[J].橡塑技术与装备,2022,48(3):60-64.
[5]徐兵,翁剑峰,刘二强.基于VB开发的智能平台在圆锥曲线异形螺纹中的应用[J].制造技术与机床,2021(7):164-167.
[6]孙元平.曲面异形螺纹加工实例详解[J].机电信息,2014(36):143.
[7]张慧芳,杨桂娟.异形螺杆的铣磨复合加工原理[J].机械传动,2016,40(6):183-186.
[8]李丽,王国勋.异形螺杆数控加工技术[J].工具技术,2017,51(7):96-99.
[9]武凯.加工中心锥度螺纹的编程加工技巧[J].金属加工(冷加工),2019(S2):103-104.
[10]张洋扬.CAXA数控车的异形螺纹加工[J].机械工程师,2017(11):155-156.
[11]王丽.LY12硬铝异形螺纹的加工[J].科技创新与应用,2019(13):116-117.
[12]韩雪松,贺敏超,李俭文.VERICUT数控加工仿真系统在辊压模制造中的应用[J].模具工业,2022,48(5):68-71.
[13]佛新岗.基于UG和VERICUT的维纳斯四轴数控加工研究[J].机床与液压,2021,49(12):64-67.
[14]刘永平,董志强,董长斌.基于VERICUT的非圆齿轮四轴联动数控插齿加工仿真[J].机械设计,2021,38(S2):95-98.
[15]仲兴国.基于UG和VERICUT的四轴自动编程及仿真[J].机床与液压,2013,41(8):10-12.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/65135.html