



摘要:根据定位销零件具有尺寸相近、形状相似的特点, 将多组定位销整合为零件族。通过分析定位销零件族的尺寸特点, 绘制 定位销零件族的参数化图纸。利用 FANUC 系统的用户宏程序可进行参数化编程的优势, 通过改变宏变量的值, 调整程序中的各项 加工参数便能实现不同尺寸定位销零件的加工的特点, 探讨定位销零件族参数化程序的编制方法。在主程序中用 G65 指令多次调 用多组定位销零件数据, 编制定位销零件族加工程序。经 HT200X560 数控车削中心验证, 编制的程序通过改变定位销的尺寸数 据, 即可达到加工定位销零件族零件的目的, 也可加工出满足尺寸要求的合格产品。通过这种方法加工定位销零件族, 可达到减 少编程时间、提高数控机床生产效率、实现加工标准化的目的。此设计思路也可移植到其他的零件族程序的编制中。
关键词:定位销; 宏程序; 参数化编程
Research on the Method of Machining Locating Pin Part Family Using User Macro Program
Liu Ping1. Lin Guoyong2. Yu Daoting2
( 1. Ningbo Polytechnic, Ningbo, Zhejiang 315800. China; 2. Ningbo Haitian Precision Industry Co., Ltd., Ningbo, Zhejiang 315800. China)
Abstract: According to the characteristics of similar size and shape of locating pin parts, multiple groups of locating pins were integrated into part family. By analyzing the dimensional characteristics of locating pin part family, the parametric drawing of locating pin part family was drawn. Using the advantage that the user macro program of FANUC system could carry out parametric programming, the machining characteristics of positioning pin parts with different sizes could be realized by changing the value of macro variables and adjusting various machining parameters in the program. The programming method of parametric program of positioning pin part family was discussed . In the main program, G65 command was used to call multiple groups of positioning pin part data, and the processing program of positioning pin part family was compiled. Verified by HT200X560 CNC turning center, the program could achieve the purpose of machining locating pin part family parts by changing the dimensional data of locating pin, and could also process qualified products that meet the dimensional requirements . By machining the positioning pin part family through the program, the programming time can be reduced, the production efficiency of NC machine tool can be improved, and the purpose of machining standardization can be realized. The design idea can also be transplanted to the programming of other part families.
Key words: locating pin; macro program; parametric programming
0 引言
随着现代制造技术的发展, 数控机床的应用越来 越普遍, 提高数控机床的生产效率、缩短同类或相似 类零件编程时间与在线占机调试时间、减少加工产品 的废品率、降低加工成本变得越来越迫切, 成为亟待 解决的问题。定位销作为工业上一种常用的零件, 根 据使用环境不同尺寸各异、形状相近。国内外对于定 位销的加工方法[1-4] 及宏程序编制方法[5- 11] 做了大量的 研究, 但是将定位销作为零件族, 并与 FANUC 数控系 统的用户宏程序加工的方法相结合的研究仍有进一步 的提升空间。

本文从 FANUC-0i 系统用户宏程序参数化编程的特 点入手, 参数化编程可对同类型的形状相似的零件通过 使用变量进行编程[12]。通过改变参数的值, 即可加工不 同尺寸和形状的零件。定位销零件族能满足参数化编程 的要求, 可发挥参数化编程的优势。一经完成调试, 在 使用过程中根据零件的尺寸、工件材料、刀具材料等加 工条件的不同, 只需改变相关的参数 (切削深度 ap、主 轴转速 S, 进给速度 F 等的数值) 即可进行加工。本文以 定位销零件族的加工为例, 对 FANUC 系统用户宏程序的 参 数 化 编 程 探 索 零 件 族 工 件 的 加 工 方 法, 并 经 HT200X560 数控车削中心验证, 该程序可用于定位销零件族的加工。能够达到缩短同类零件编程时间, 提高数 控机床生产效率, 实现加工的标准化, 减少废品率, 降 低加工成本的目的。
1 FANUC 宏程序及关键参数
FANUC 系统是具有内嵌用户宏程序功能的系统, 用 户在编程过程中经常通过子程序调用的方式编制相同加 工程序。但用户宏程序的功能更加强大, 宏程序具有可 以直接调用宏变量、条件转移、逻辑运算等功能, 在编 制加工程序时, 合理地使用宏变量进行参数化编程可以 加工形状相近或相似的零件 (即零件族), 让编制的程序 更加灵活和方便。在普通程序编制过程中, 用单一的数 值指定 G 代码和移动的距离, 如: G02 、S1000.而用户 宏程序可以采用宏变量方式指定, 如: G#1X#100Z#101. 在使用该时只要将相应的宏变量在执行程序之前进行定 义即可改变宏变量的值, 进行指定形状和尺寸的加工。 通过该特点可以开发零件族的参数化程序, 起到减少零 件编程时间的作用。但是在使用宏变量时, 首先要了解 宏变量的类型、使用的范围及注意事项。
1.1 宏变量的类型
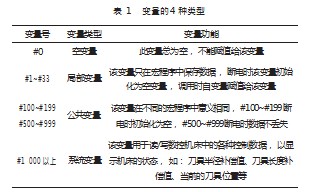
用户宏程序可分为空变量、局部变量、公共变量 (全局变量) 和系统变量 4 种类型, 如表 1 所示。其中, 局部变量是在子程序中定义, 其作用范围是局部的, 仅 在子程序中做中间计算。而公共变量使用同一个存储单 元, 可在整个程序中使用, 意义相同。在编程过程中必 须严格按要求使用。
在调用宏程序的过程中, 字母的地址可以给局部变 量赋初始值, 在 FANUC 系统中有两种类型, 本文以指定 类型 Ⅰ 为例进行程序的编制。
1.2 宏程序自变量指定 Ⅰ
调用用户宏程序时, 一个字母地址给其调用的宏程 序变量赋初值的方式称为自变量指定。 Fanuc-0i 地址自 变量指定 Ⅰ 使用的变量值除 G 、L 、O 、N 及 P 以外的字 母都指定一次, 其与变量的对应关系如表 2 所示。

1.3 非模态调用 G65
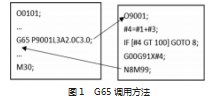
G65 可指定将数据传输到宏程序的自变量, 并可改 变局部变量的级别。在简单调用 G65 时, 无任何调用限 制。地址 P 指定的宏程序的自变量可传递到宏程序中。 其中 G65 调用宏程序的方法如下:
G65 P<调用程序号> L<重复次数 (默认值为 1 ) > <自变量指定参数 1>…<自变量指定参数 n>;例如 G65 P9001 L3A2C3 表示调用 9001 号子程序 3次, #1 (地址 A) 和#3 (地址 B) 分别置为 2 和 3. 其余 的局部变量为空, 如图 1 所示。
2 定位销宏程序编制
2.1 尺寸分析
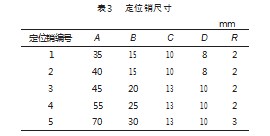
根据加工要求, 本次编程中, 提供了 5 组定位销尺 寸数据, 如表 3 所示, 以后加工中可以根据具体的定位 销尺寸进行修改。 5 组数据的定位销都具有几个共同的 特征, 通过分析确定了 6 个尺寸, 其中一个尺寸是固定 不变的, 其余尺寸设为变量, 通过表中的数据分析形成 此类定位销零件族的参数化图纸如图 2 所示。
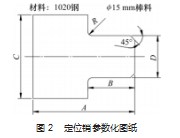
控制定位销形状的 6 个尺寸中, 一个尺寸为固定值, 其余 5 个尺寸由变量 A~D 及 R 指定。在一个程序中通过 的指定不同的变量值可以加工出不同尺寸的定位销。在子程序 09010 中变量 A ( #1 )、 B ( #2 )、 C ( #3 )、 D ( #7 ) 和 R ( #18) 分别赋 5 组定位销尺寸 (如表 3 所示)。即可 加工出 5 组不同外形轮廓的零件。如 G65P9010A35B15C1 0D8R2 用于加工 1 号销钉。
由图纸标注可知, 销钉毛坯直径为小 15 mm 的低碳 钢棒料。
2.2 定位销宏程序
在编制宏程序前, 通过图纸分析, 确定加工工艺, 需要根据要求确定加工条件, 具体条件如下:
( 1) 程序中以 mm 为单位 (G21调用);
( 2 ) 工件零点位于工件右端面中心位置; 工件需车 削端面 0.5 mm;
( 3) 调用宏程序时主轴速度 (S) 和进给速度 (F) 设定粗加工数值, 精加工使用主轴速度的二倍和进给速 度的一半进行加工;
( 4) 粗加工使用 4 号刀具 4 号刀补, 精加工使用 5 号 刀具 5号刀补;
( 5) 用 G71 和 G70 循环指令分别进行粗、精加工。
根据加工条件要求, 设计编程方案如下:
( 1) 将刀具置于初始位置, 选择 4 号刀具 4号刀补;
( 2) 将刀具移至 (X30. Z2), 采用端面切削固定循 环 G94 进行端面车削, 车削至 Z-0.5 位置。
( 3) 刀具移至 (X34. Z2), 用粗车循环 G71 粗车轮 廓, 并留适当的加工余量。
( 4) 将刀架移至起始位置, 选择 5 号刀具 5 号刀补。

( 5) 刀具移至 (X30. Z2), 调用刀具半径补偿功 能, 用精加工固定循环 G70 做精加工。将刀具进给速度 F 减小至粗加工速度的 0.5 倍, 将主轴转速增大至粗加工 速度的 2 倍。采用右偏刀, 选用 5 刀具 5 号刀补, 将刀具 半径补偿值储存在几何补偿表中。
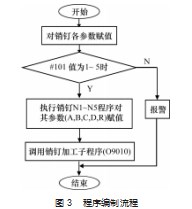
程序编制流程如图 3 所示。
定位销加工的子程序及注释如下:
09010; (定位销子程序)
G28U0; (X 轴回零)
G28W0; ( Z 轴回零, 为避免机身与刀架之间存在的 干扰, 采用 X 轴和 Z 轴分别回零的方式)
T0404; (选择 4 号刀具 4 号刀补, 步骤 1 完成)
G00Z2; ( Z 轴移动)
G00X34; (刀具移到 G94 起始点, 为避免干涉, 使 用 Z 轴和 X 轴分别移动的方式)
M03; (工件顺时针转动, 主轴转速 S 为当前值) M08; (开冷却液)
G94X-4 Z-0.5; (单次表面车削, 步骤 2 完成) G00X30 Z2; (刀具移值粗加工固定循环 G71 起始点)
G71U2R0.5; (切深 2 mm, 径向退刀 0.5 mm, 此数 据可根据具体的加工条件进行修改)
G71P20Q30U0.2W0. 1; (定义加工轮廓, 并留加工余 量 X 轴 0.2 mm, Z 轴 0. 1 mm )
N20 G00X[#7-9], (加工销钉轮廓开始) G01X#7Z-2.5; (倒 45° 角) G01Z-[#2+0.5-#18]; (小直径直线切削) G02X[#7+2*#18]Z-[#2+0.5]R#18; (加工R 角) G01X[#3]; (大直径端面加工)
G01Z-[#1+3.5]; (大直径直线切削, 预留 3 mm 长度 作切断量)
N30X34; (车削端面并远离工件半径方向 2 mm, 加 工销钉轮廓结束, 步骤 3 完成)
G28U0; (X 轴回零)
G28W0; ( Z 轴回零)
T0505; (选择 5 号刀具 5 号刀补, 步骤 4 完成) G42G00GZ2; (刀具半径补偿)
X30; (为避免干涉, Z 轴和 X 轴分为两步)
G70P20Q30F[#4109/2]S[#4119*2]; (进给速度减半, 工件转速加倍, 精加工销钉轮廓)
G40U4W2; (取消半径补偿)
M05; (主轴停止)
M09; (关闭切削液)
G28U0; (X 轴回零)
G28W0; ( Z 轴回零)
F[#4109*2]S[#4109/2]; (重置为原有的进给速度 F 和主轴转速 S)
M99; (返回调用程序)
调用子程序的主程序如下:
O0101
#101=1; (指定定位销类型)
IF[[#101LT1]OR[#101GT5]]THEN#3000=1[ILLEGAL PIN NUMBER ]; (除 1~5 以外的任何值都报警, 并终止 执行程序)
G21G97G98;
F60S1000;
IF[#101EQ1]GOTO1; (如果为 1 号定位销, 程序跳 转自 N1 )
IF[#101EQ2]GOTO2; (如果为 2 号定位销, 程序跳 转自 N2 )
IF[#101EQ3]GOTO3; (如果为 3 号定位销, 程序跳 转自 N3 )
IF[#101EQ4]GOTO4; (如果为 4 号定位销, 程序跳 转自 N4 )
IF[#101EQ5]GOTO5; (如果为 5 号定位销, 程序跳 转自 N5 )
N1G65P9010A35B15C10D8R2; (用定位销 1 的参数 调用子程序)
GOTO6;
N2G65P9010A40B15C10D8R2; (用定位销 2 的参数 调用子程序)
GOTO6;
N3G65P9010A45B20C13D10R2; (用定位销 3 的参数 调用子程序)
GOTO6;
N4G65P9010A55B25C13D10R2; (用定位销4 的参数 调用子程序)
GOTO6;
N5G65P9010A70B30C13D10R3; (用定位销 5 的参数 调用子程序)
N6M30;
本文通过宏程序调用变量 A ( #1 )、 B ( #2 )、 C (# 3 )、 D ( #7) 和 R ( #18) 可以定义任意尺寸的定位销, 本文中仅选用了表 3 中的 5 组定位销数据, 采用在程序输 入定位销的数据进行加工, 如果需要加工更多尺寸的定 位销可以在此基础上进行添加, 进而实现定位销零件族 的加工。
3 结束语
本文采用 FANUC 系统, 通过分析定位销零件族具有尺寸相近、形状相似的特点, 利用用户宏程序可进行参 数化编程的优势, 通过改变宏变量的值, 调整程序中的 各项加工参数, 实现不同尺寸定位销零件的加工。探讨 了定位销零件族的用户宏程序编程方法, 对加工程序进 行优化。
经 HT200X560 数控车削中心验证, 该程序可以用于 定位销零件族的加工。最终可达到以下结果:
( 1) 通过更改主程序中的定位销的数据, 即可加工 出不同的定位销尺寸, 实现定位销零件族的加工;
( 2) 减少了编程时间, 在保证加工质量的前提下提 高了加工效率, 降低了生产成本, 可实现批量生产;
( 3) 优化了加工工艺, 通过优化加工程序, 通过宏 程序调用变量的方式, 调整程序中的各项加工参数只需 对各个加工参数的自变量赋值即可改变程序, 有效减少 了占机调试的时间。
同时, 也可将本编程思路移植到其他零件族的加工 过程中。
参考文献:
[1]李兆祥 . 定位销参数化宏程序的开发[J]. 湖南农机,2014.41(1): 37-40.
[2] Smid P. FANUC CNC custom Macros: Programming Resources for FANUC Custom Macro B Users[M] U.S.A:McGraw-Hill,2004.
[3] S K Sinha. FANUC 数控宏程序编程技术[M]. 北京:科学出版社, 2011.
[4] 宋志良 . 相似零件族的宏程序开发与应用[J]. 工具技术,2008 (8):86-88.
[5] 何飞翔, 朱小明,韩伟,等 . 模具零件数控加工在线检测宏程序 编程及应用[J]. 现代制造工程,2021(5):70-74.
[6] 陈作越 , 雷玉勇 . 以宏程序为工具的相似零件组参数化编程 [J]. 机械工程师,2011(12):98- 100.
[7] 徐作栋, 肖爱红 . 参数化编程在加工同类零件中的应用[J]. 机 械制造与自动化,2010.40(3):73-74.
[8] 陈祖连 . 用户宏程序在参数化编程中的应用[J]. 广西轻工业, 2009.25(11):27-28.
[9] 杨显君,聂有为,縢寿蔚,等 . 基于宏程序的倾斜圆柱凸台加工 工艺改进[J]. 金属加工(冷加工),2021(10):79-81.
[10] 张民 . 巧用宏程序加工等牙宽变距螺纹[J]. 内燃机与配件 , 2021(9):113- 114.
[11] 魏文锋, 湛文亮 . 数控机床在线检测和智能补偿技术的应用 [J]. 机电工程技术,2020.49(7):141- 144.
[12] BEIJING-FANUC.FANUC Series 0i Mate-TC 操作说明书 B- 64134CM/01[Z].2003.

据媒体报道,三大运营商目前均已制定了2020年... 详细>>

如何设计有效的环境治理政策, 是学术界和政策... 详细>>
