SCI论文(www.lunwensci.com)
摘要:采用喷嘴内浸渍工艺的打印构件孔隙率高、力学性能差,且难以通过剪断续打实现选择性增强功能。为提高树脂与纤维之间的界面结合性能,开发一套基于熔融浸渍工艺的连续碳纤维预浸渍设备。利用该设备能够将打印性较差的碳纤维原丝制备成具有较高强度和韧性的连续碳纤维预浸丝,从而提高打印构件的力学性能。详细介绍预浸渍设备各部分的结构设计以及整个设备控制系统的搭建工作,并对利用该设备制得的碳纤维预浸丝进行拉伸试验,评估其力学性能;利用扫描电子显微镜观察预浸丝横截面的微观形貌。结果表明:经过预浸渍设备处理的碳纤维预浸丝的极限拉力达到130 N,与碳纤维原丝相比提高了83%;预浸丝内部大部分纤维单丝被基体树脂均匀包裹,有效减少了孔隙缺陷。
关键词:碳纤维;热塑性树脂;预浸丝;3D打印
Development of Continuous Carbon Fiber Preimpregnation Equipment for 3D Printing Based on Melt Impregnation
Yu Ying1,Xu Huiliang1,Wang Yu2
(1.School of Mechanical Engineering,Tongji University,Shanghai 201804,China;
2.Sino-German School of Applied Sciences,Tongji University,Shanghai 201804,China)
Abstract:The parts printed by using in-nozzle impregnation process have high porosity,poor mechanical properties,and it is difficult to achieve the selective reinforcement function through cutting and beating.In order to improve the interface bonding performance between resin and carbon fiber,a set of continuous carbon fiber preimpregnation equipment based on the melt impregnation process was developed.By using the equipment,carbon fiber tow with poor printability can be prepared into continuous carbon fiber prepreg filament with high strength and toughness,thus the mechanical properties of printing parts can be improved.The structural design of each part of the pre-impregnation equipment and the construction of the entire equipment control system were introduced in detail,and the mechanical properties of the prepared carbon fiber prepreg filament were evaluated through tensile test;the microscopic morphology of the cross-section of the filament was observed by using scanning electron microscope.The results show that the ultimate tensile force of the carbon fiber prepreg filament treated by the preimpregnation equipment reaches 130 N,which is 83%higher than that of the carbon fiber tow;according to the scanning electron microscope pictures,most of the fibers in the prepreg filament are uniformly wrapped by the matrix resin,the pore defects can be effectively reduced.
Key words:carbon fiber;thermoplastic resin;prepreg filament;3D printing
0引言
连续碳纤维增强热塑性复合材料3D打印技术为复合材料制造工艺的革命提供了可能性,研制基于增材制造的连续碳纤维增强热塑性复合材料的最初目标是提高打印构件的力学性能。除此之外,与传统制造工艺相比,3D打印技术可以控制纤维的取向和分布,能够缩短产品开发周期,减少耗材浪费[1]。目前,该技术在生物医学、航空航天、电子和汽车等行业都有潜在的应用[2-4]。
一般来说,连续碳纤维增强热塑性复合材料的打印方法有2种:一种是采用喷嘴内浸渍的方法,即在打印过程中,碳纤维原丝在喷嘴内完成浸渍;另一种方法是使用连续碳纤维预浸丝进行打印[5-6]。当采用第一种方法打印时,碳纤维原丝和热塑性聚合物在加热的喷嘴中结合,然后沉积在打印热床上。采用这种方法,操作人员可以通过控制聚合物丝材的进料速度来改变纤维-聚合物的比例。而使用碳纤维预浸丝的方法则需要额外的碳纤维预浸渍过程。在丝材的预浸渍工艺中,柔软的碳纤维原丝经过一系列处理后被制成碳纤维预浸丝,然后预浸丝直接被用于打印或者绕在卷轴上存储以供后续打印使用[7]。虽然喷嘴内浸渍是一种快速且简单的打印连续碳纤维增强热塑性复合材料的方法,但是该方法存在众多固有缺陷。其中一个问题是喷嘴内浸渍只能实现较低的纤维体积分数[8],而且热塑性基体材料浸渍到纤维丝束中的量较少,这是因为浸渍时间受打印速度和喷嘴形状的限制,且打印喷嘴内压力较低。由于上述问题,采用喷嘴内浸渍工艺制造的零件力学性能较差[9],因此使用连续碳纤维预浸丝的打印方法逐渐成为主流。
国内外学者针对连续碳纤维的预浸渍工艺开展了广泛的研究,连续碳纤维的预浸渍工艺主要可以分为上浆工艺[10-11]、溶液浸渍工艺[12-13]、熔融浸渍工艺[14-16]、混纺纱拉挤工艺[17]等。上浆工艺是指在3D打印前,在碳纤维原丝的表面涂覆一层薄而均匀的上浆剂,目的是提高纤维与树脂之间的界面结合性能,从而提高打印构件的力学性能。但是依赖单一上浆手段的预浸渍工艺生产的预浸丝的可打印性较差,主要体现在预浸丝较为柔软,难以实现打印过程中的主动进给。因此,通过单一上浆手段的预浸渍工艺生产的预浸丝只能用于被动打印,而被动打印方式极大地限制了连续碳纤维增强热塑性复合材料零件的设计空间,难以实现连续碳纤维的选择性增强功能。溶液浸渍工艺是将树脂完全溶解在由一种或几种溶剂组成的混合溶剂中,制成黏度较低的溶液,然后将纤维束充分浸润在该溶液中,再通过加热等手段去除溶剂,得到最终用于打印的预浸丝。很多科研人员选择该工艺制备碳纤维预浸丝,因为该工艺能够解决熔融树脂由于黏度高而难以浸渍纤维的问题,即该工艺通过将树脂融入溶剂中从而大大提高其浸渍能力。但是溶液浸渍工艺也有重大缺陷,即该工艺中使用的溶剂大都具有不同程度的毒性,对操作人员的身体健康有潜在危害,并且该工艺中去除溶剂的流程会造成环境污染;如果溶剂去除不完全,将会造成预浸丝在打印过程中产生孔隙,从而影响打印构件的力学性能。还有少数研究选择的是混纺纱拉挤工艺,该工艺能实现较高的浸渍率,但是用于该工艺的原材料成本较高,因此该工艺不适合大规模商业生产。熔融浸渍工艺是被国内外学者研究最多的碳纤维预浸渍工艺之一,其浸渍手段主要是将熔融树脂在高温高压下浸渍入纤维束中,该方法的显著优势为制备准备周期短,对环境污染小。基于以上原因,本文选择基于熔融浸渍的碳纤维预浸渍工艺,搭建一套连续碳纤维预浸渍设备,既能解决碳纤维原丝由于柔软而不合适打印的问题,又能提高打印零件的力学性能。
1连续碳纤维预浸渍设备开发
1.1预浸渍设备结构设计
图1所示为所设计的预浸渍设备整体框架,主要由纤维架、张紧装置、展丝装置、熔融浸渍部分、摆丝机构以及收丝机构组成,整个设备由铝型材搭建而成。张紧装置的主要作用是让碳纤维丝束始终保持张紧状态,从而让丝束在展丝滚轮上由于法向力而展得更开,此外张紧装置还能使连续纤维在整个浸渍过程中一直处于稳定的放丝状态,避免出现展丝滚轮处法向力不稳定的现象。张紧装置设计成可以自由调节式的,以灵活调节丝束的张紧力。本文采用工业用夹纱器作为张紧装置,通过调节螺母调节弹簧的张紧,以达到控制张紧力的目的。张紧装置如图2所示。
纤维束的有效展开是实现快速熔融浸渍的关键,针对碳纤维束的常见展丝方法包括气流展丝法(朝纤维束横向方向吹气)、超声波展丝法(利用高频声波处理纤维束)以及被动的机械展丝方法。其中,被动的机械展丝法是最理想的方法,因为它需要较少甚至不需要额外的能量。本文采用滚轮这种被动展丝方法,其展丝原理如图3所示。由于碳纤维丝束绕过3个光滑滚轮并且保持一定张紧力,在张紧轮与纤维束的接触面处会产生一个法向力,在该力的作用下,纤维丝束在运动的过程中相互挤压,从而使原本较窄的纤维束分散成较宽的纤维带。
滚轮固定在专门设计的滚轮支架上,滚轮支架的设计需要方便滚轮的拆卸。滚轮的尺寸不能太小,否则纤维束对滚轮的包覆角太大,会使得法向力过大,从而可能导致纤维单丝被磨损或被拉断。因此,考虑容器尺寸因素后,取滚轮直径为30 mm。滚轮支架与滚轮如图4所示,支架上盖由尼龙烧结而成,可以耐150℃以上高温,竖板材料为铝,既不容易腐蚀又轻质,滚轮由不锈钢加工而成,其表面光滑,可有效防止纤维单丝的磨损失效。
接下来设计整个设备的核心部分,即熔融浸渍部分。在熔融浸渍过程中,松散的碳纤维丝束在高温高压的浸渍模具内完成熔融浸渍,因此浸渍模具的结构设计尤为重要,直接影响到预浸丝的最终浸渍效果。在熔融浸渍过程中,浸渍模具内的熔融树脂在高温高压下渗透入纤维丝束之间,温度越高树脂流动性越好,压力越大树脂越容易浸渍入纤维丝束内部,因此浸渍模具的设计主要考虑高温和高压两方面。为保证模具能够稳定地处于树脂熔融温度,选择使用3D打印机中较为成熟的加热棒和温敏电阻套件。该套件优点较多,首先技术成熟,并且尺寸较小,为浸渍模具的设计保证足够的空间;其次,它与Makerbase开发板相结合使用,可使得温度的控制手段大为简化,而且在PID调节下,可有效保证温度的稳定。所设计的设备浸渍模具如图5所示。
1.2预浸渍设备控制系统搭建
为实现连续生产质量稳定的碳纤维预浸丝,设计了精确可靠的工艺参数控制系统,该控制系统所控制的工艺参数包括熔融浸渍模具的温度、树脂丝材的进给量、收丝卷筒的牵拉速度。
首先,必须保证熔融浸渍模具始终保持在设定温度。如果模具的温度偏差较大,则会导致模具内的压力不稳定,也会造成丝束难以牵拉以及刮毛等不利现象。为保证浸渍模具内的压力始终处于一个恒定的高压下,树脂丝材的稳定进给必须得到有效保障,既不能出现送丝机构夹紧力不足造成的丝材打滑现象,又不能让丝材的进给速度出现较大波动。碳纤维丝束的牵拉速度直接关系到丝材在浸渍模具内的浸渍时间,如果牵拉速度不稳定,从浸渍模具内拉出的预浸丝会出现直径不均匀、表面粗糙、浸渍性能不稳定等缺陷。
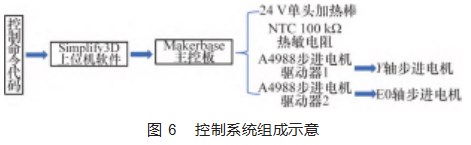
本文选取3D打印设备中常用的24 V单头加热棒作为浸渍模具的热源,选择NTC 100 kΩ热敏电阻实时测量浸渍模具的温度,选择42步进电机作为牵拉机构和进给机构的动力装置,它们都由A4988步进电机驱动器驱动。本文选择广州某公司的Makerbase MKS Gen V1.4板作为主控板,该主控板是一款功能强大的主要针对3D打印设备开发的控制板,最多能够驱动6个电机,有多个加热口和温敏电阻接口,因此上述加热棒、温敏电阻、驱动器和电机都连接在此主控板上。在主控板上烧录Marlin固件,实现对这些设备的控制功能,Marlin固件也是3D打印设备常用的控制程序之一,包含针对温度控制的PID调温程序及对步进电机的驱动程序,全部控制系统的软硬件组成如图6所示。采用Simplify3D切片软件作为上位机向Makerbase主控板发送命令,Simplify3D是一款功能强大的3D打印用切片软件,可以与Makerbase主控板相连,通过控制面板向主控板发送命令以及设定加热棒的工作温度。
Marlin固件原本是针对3D打印机编写的程序,因此需要对其部分内容进行修改,使它适用于本预浸渍设备。首先,修改各参数的最大值,如Y轴的最大行程。Marlin固件内Y轴最大行程原本是为了保护打印头的运动不会与打印设备本身产生干涉,而在本预浸渍设备中Y轴电机被用来作为牵拉收丝卷筒的电机,因此最大行程需要从打印设备的尺寸修改成一个较大的值。本文选择E0电机作为进给电机,选择Y轴电机作为牵拉电机,为便于后续控制命令的输入,需要修改2个电机的脉冲数,修改后Y轴的1个单位代表收丝卷筒转1圈,E0的1个单位代表树脂丝材进给1 mm,而控制速度F的1个单位表示收丝卷筒转速为1 r/min。因此,G01 Y1 E100 F1命令表示收丝卷筒以1 r/min每转的速度转1圈,在这一圈的过程中,树脂丝材进给100 mm,Simplify3D的控制面板及控制命令的输入如图7所示。
2连续碳纤维预浸丝性能分析
本文选择PLA树脂作为基体材料制备出一批连续碳纤维预浸丝,制备所得连续碳纤维预浸丝成品如图8所示,该预浸丝所用材料及其生产厂家如表1所示。预浸丝的质量直接关系到最终打印零件的力学性能,即使在打印过程中可以补偿一些缺陷,如预浸丝中的孔隙会在高温的打印喷嘴中被树脂填充,但是预浸丝的浸渍质量仍会影响最终零件的力学性能和打印过程中的工艺参数,如打印速度、打印层高等。本节将通过拉伸试验、扫描电镜实验分析预浸丝的性能。
连续碳纤维预浸丝表面光滑且截面为圆形,直径约为0.4 mm,难以通过普通夹具对它进行加持及拉伸试验。因此,本文采用铝片和双组分环氧树脂胶黏剂,通过胶黏剂将预浸丝两头粘在铝片上,然后用楔形夹具夹持铝片进行拉伸试验,预浸丝拉伸试样如图9(a)所示。本文采用的拉伸标准为D4018-11,拉伸试样长度为150 mm,拉伸速度为0.5 mm/min,拉伸试验如图9(b)所示。
本文分别制备了碳纤维原丝拉伸试样和碳纤维预浸丝拉伸试样,每种试样各5件,每种试样的拉伸结果为去除最小值后4个结果的平均值。拉伸结果表明,未浸渍的连续碳纤维原丝的极限拉力只有71 N,而经过预浸渍设备浸渍后的连续碳纤维预浸丝的极限拉力高达130 N,相较于原丝提高了83%。该力学性能的提高表明碳纤维丝束被PLA树脂充分浸渍,从而使外部所受拉力较为均匀地从树脂传递到碳纤维单丝。为进一步研究PLA树脂对碳纤维丝束的浸渍效果,利用扫描电子显微镜(SEM)观测预浸丝横截面,放大倍数为2 000,图10所示为预浸丝横截面的SEM照片。从图中可以观察到大部分纤维单丝都被基体树脂均匀包裹,碳纤维与树脂的界面结合性能较好,表明碳纤维在预浸丝制备过程中由于热力学效应而具有优异的浸渍性能;但也观察到一些孔隙的存在,这主要是因为熔融PLA树脂流动性较差,无法完全渗透到纤维束内部,从而在纤维束内部形成了孔隙。
3结束语
本文开发了一种基于熔融浸渍工艺的连续碳纤维预浸渍设备,该设备可以将碳纤维原丝制备成具有一定刚度和韧性的预浸丝,利用该预浸丝打印得到的连续碳纤维增强热塑性复合材料零件与纯树脂零件或短纤增强零件相比具有较高的力学性能。根据工艺原理,从结构设计和控制系统两方面对预浸渍设备做了详细介绍。为评估预浸渍设备的浸渍效果,摸清制备出的预浸丝的质量,采用拉伸试验和扫描电镜试验对预浸丝的力学性能和微观机构进行表征和分析。拉伸试验结果表明:预浸渍设备处理过的碳纤维预浸丝的极限拉力与碳纤维原丝相比提高了83%,且根据扫描电镜图片可知预浸丝内部的大部分纤维单丝都被基体树脂均匀包裹,表明该预浸渍设备的浸渍效果较为理想。但是,同时从扫描电镜图片中也观察到孔隙的存在,因此在后续的研究中将考虑如何降低预浸丝内部的孔隙率。
参考文献:
[1]YANG C N,HSU S C,KIM C.Improving stego image quality in image interpolation based data hiding[J].Computer Standards&Interfaces,2017,50:209-15.
[2]WANG X,JIANG M,ZHOU Z,et al.3D printing of polymer ma‐trix composites:a review and prospective[J].Composites Part B:Engineering,2017,110:442-58.
[3]PENUMAKALA P K,SANTO J,THOMAS A.A critical review on the fused deposition modeling of thermoplastic polymer com‐posites[J].Composites Part B:Engineering,2020,201.
[4]SAROIA J,WANG Y,WEI Q,et al.A review on 3D printed ma‐trix polymer composites:its potential and future challenges[J].The International Journal of Advanced Manufacturing Technolo‐gy,2019,106(5/6):1695-721.
[5]RIMAŠAUSKAS M,KUNCIUS T,RIMAŠAUSKIENĖR.Pro‐cessing of carbon fiber for 3D printed continuous composite structures[J].Materials and Manufacturing Processes,2019,34(13):1528-36.
[6]UŞUN A,GUMRUK R.The mechanical performance of the 3D printed composites produced with continuous carbon fiber rein‐forced filaments obtained via melt impregnation[J].Additive Manufacturing,2021,46.
[7]YAN X,CAO S.Structure and interfacial shear strength of poly‐propylene-glass fiber/carbon fiber hybrid composites fabricated by direct fiber feeding injection molding[J].Composite Struc‐tures,2018,185:362-72.
[8]BETTINI P,ALITTA G,SALA G,et al.Fused deposition tech‐nique for continuous fiber reinforced thermoplastic[J].Journal of Materials Engineering and Performance,2016,26(2):843-8.
[9]LIU T,TIAN X,ZHANG Y,et al.High-pressure interfacial im‐pregnation by micro-screw in-situ extrusion for 3D printed con‐tinuous carbon fiber reinforced nylon composites[J].Composites Part A:Applied Science and Manufacturing,2020,130:105770.
[10]LIU T,TIAN X,ZHANG M,et al.Interfacial performance and fracture patterns of 3D printed continuous carbon fiber with siz‐ing reinforced PA6 composites[J].Composites Part A:Applied Science and Manufacturing,2018,114:368-76.
[11]HEIDARI-RARANI M,RAFIEE-AFARANI M,ZAHEDI A M.Mechanical characterization of FDM 3D printing of continu‐ous carbon fiber reinforced PLA composites[J].Composites Part B:Engineering,2019,175.
[12]LI N,LI Y,LIU S.Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing[J].Journal of Materials Processing Technology,2016,238:218-25.
[13]QIAO J,LI Y,LI L.Ultrasound-assisted 3D printing of continu‐ous fiber-reinforced thermoplastic composites[J].Additive Manufacturing,2019,30:100926.
[14]LUO M,TIAN X,SHANG J,et al.Impregnation and interlayer bonding behaviours of 3D-printed continuous carbon-fiber-re‐inforced poly-ether-ether-ketone composites[J].Composites Part A:Applied Science and Manufacturing,2019,121:130-8.
[15]LUO M,TIAN X,SHANG J,et al.Bi-scale interfacial bond be‐haviors of CCF/PEEK composites by plasma-laser cooperative‐ly assisted 3D printing process[J].Composites Part A:Applied Science and Manufacturing,2020,131:105812.
[16]MATSUZAKI R,NAKAMURA T,SUGIYAMA K,et al.Effects of set curvature and fiber bundle size on the printed radius of curvature by a continuous carbon fiber composite 3D printer[J].Additive Manufacturing,2018,24:93-102.
[17]FERREIRA F,FERNANDES P,CORREIA N,et al.Develop‐ment of a pultrusion die for the production of thermoplastic com‐posite filaments to be used in additive manufacture[J].Journal of Composites Science,2021,5(5):120.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/61516.html