SCI论文(www.lunwensci.com)
摘要 :提出了一种固体火箭发动机绝热层缠绕成型设备方案, 开发了绝热层橡胶带缠绕成型过程动态仿真演示系统平台 。首先对 缠绕成型工艺方案进行分析, 结合变曲率芯模的外形特点, 提出一种五轴联动的自动缠绕成型设备方案 。基于 D-H 法建立缠绕设 备连杆坐标系, 对缠绕设备进行运动学分析, 然后根据已有的缠绕轨迹信息利用逆运动学反推缠绕设备各关节变量, 并根据缠绕 成型要求对缠绕速度与输带速度进行分析 。最后, 基于 Visual Studio 和 Open Inventor 开发绝热层橡胶带缠绕成型过程仿真演示系统 平台, 根据逆运动学解得的缠绕设备关节变量, 实现了不同型号芯模绝热层橡胶带缠绕成型工艺过程动态演示, 直观地模拟出绝 热层缠绕成型过程, 为绝热层缠绕成型设备研制提供理论支撑。
关键词 :绝热层,缠绕成型,运动分析,缠绕速度,动态仿真
Motion Analysis and Dynamic Demonstration of Heat Insulation Winding Molding
Lian Jijie1. Hou Zengxuan1 ※, Yan Wencong2. Zhang Weichao1. Luo Yangyang1. Li Yanliang1
( 1. School of Mechanical Engineering, Dalian University of Technology, Dalian, Liaoning 116024. China;
2. Xi'an Aerospace Composite Material Institute, Xi'an 710025. China)
Abstract: A scheme of equipment for heat insulation winding molding of solid rocket motor was presented , and the dynamic demonstrationofrubber heat insulation winding molding process was developed . Firstly, the process scheme of winding molding was analyzed. Then, according to the characteristics of variable curvature mandrel, a five-axis automatic winding molding equipment scheme was proposed .Based on the D-H method, the tie rods' coordinate system of the winding molding equipment was established, and the kinematics of the winding equipment was analyzed. Using the winding trajectory information, the joint variables of the winding equipment were inversed by inverse kinematics, and the winding speed and tape transport speed were analyzed according to the requirements of winding molding . Finally,based on Visual Studio and Open Inventor, the simulation demonstration system of the heat insulation winding molding was developed .According to the joint variables of the winding equipment obtained from the inverse kinematics , the demonstration of winding molding process of different types of heat insulation mandrel was realized and was applied to the development of the heat insulation winding molding equipment with excellent effect.
Key words: heat insulation; winding molding; motion analysis; winding speed; dynamic simulation
0 引言
固体火箭发动机壳体内绝热层是位于发动机壳体与 固体推进剂之间的一层隔热 、耐烧蚀材料[1-2] 。 目前, 国 内绝热层成型除前后封头采用模压成型外, 筒段均采用 手工粘贴的方式, 自动化程度低 、工序复杂 、产品质量 稳定性差, 严重制约了固体火箭发动机生产效率和产品 质量[3-4] 。因此, 急需研制一套绝热层自动化缠绕成型设 备, 实现绝热层的自动化连续缠绕, 从而提高绝热层缠 绕成型效率和质量 。为了及时发现研制中存在的缺陷和 不足, 将问题在设计阶段解决, 降低研制成本, 需要开 发绝热层橡胶带缠绕成型过程仿真演示系统平台, 直观 地模拟出实际的绝热层缠绕成型过程, 验证缠绕成型设 备的可行性。
绝热层缠绕成型技术属于复合材料自动铺放技术, 国内的自动铺放技术起步于“十五”初期, 2005 年南京 航空航天大学完成了国内首台自动铺丝原理样机和 CAD/ CAM 软件原型的研制, 并于 2013 年进行大型卧式铺放设 备全尾椎铺丝实验并取得成功[5-8] 。殷志锋等[9]建立了七 自由度自动铺放机器人模型, 通过仿真分析验证了七自 由度铺放机器人在铺放过程中的操作能力和灵活性。
本文针对航天某院研发的固体火箭发动机, 提出了一 种五轴联动的自动化缠绕成型设备方案, 对其展开运动学分 析, 并开发绝热层橡胶带缠绕成型过程动态仿真演示系统。
1 绝热层缠绕成型设备方案
1.1 缠绕成型工艺方案
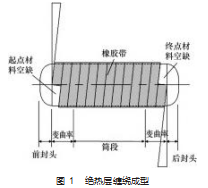
绝热层前后封头采用模压成型, 其余部分采用缠绕成型 。在自动化缠绕开始前, 需先将前后封头与芯模完 成对接装配, 并对封头台阶进行辅助铺贴, 将封头与芯 模固定 。然后自动化缠绕设备从缠绕起点开始环向缠绕 到芯模另一端后断带 。接下来辅助铺缠起点和终点未铺 缠的三角区域, 如图 1 所示, 然后采用同样方法完成第 二层缠绕 。最后进行辅助整形。
1.2 缠绕成型设备方案
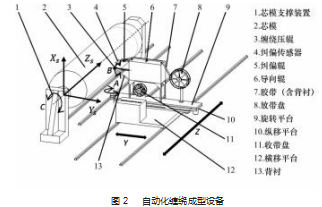
某固体火箭发动机芯模待缠绕曲面由两端的变曲率 回转面和中间的直筒段曲面组成 。 自动化缠绕设备方案 如图 2 所示[10], 具有 5 个自由度: 芯模绕其轴线 C 的转 动, 横移中继平台的横向平移, 纵移中继平台的纵向平 移, 缠绕小车绕旋转中心 A 的旋转, 缠绕压辊绕支撑轴 B 的旋转 。其中, 缠绕小车的旋转自由度满足芯模两端 锥度部分绝热层缠绕要求, 缠绕压辊绕支撑轴的旋转满 足环向缠绕角要求。绝热层缠绕成型过程中, 背衬回收盘拉动背衬带动 胶带运动, 胶带经胶带盘 、导向辊 、纠偏辊 、纠偏传感 器到达缠绕压辊, 由缠绕压辊将胶带缠绕至芯模表面, 同时背衬与胶带分离, 由背衬回收盘回收 。缠绕压力通 过缠绕压力控制装置控制, 避免缠绕压力过载; 通过纠 偏装置保证胶带缠绕位置; 胶带输送速度通过背衬回收 盘电机控制; 胶带张力通过胶带盘电机控制。
2 自动化缠绕设备运动分析
2.1 缠绕设备杆件坐标系及位姿变换
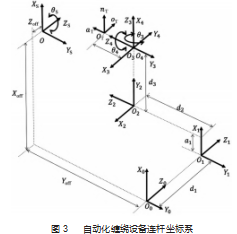
为了能够直观地描述缠绕设备的空间特征, 这里将 缠绕设备中的运动部件用连杆表示, 缠绕设备中的运动 部件从缠绕小车基座开始到芯模主轴依次简化为关节连 杆 0 、1 、2 、3 、4 、S 。采用 D-H 法建立本缠绕设备的空 间全局连杆坐标系[11], 如图 3 所示 。缠绕设备 D-H 连杆 坐标系建立过程如下。
( 1 ) 芯模坐标系{OS }: 也称作工作台坐标系 。 由芯 模位置确定, 原点 OS 位于芯模左端面圆心处, XS 、YS、 ZS 轴分别与基坐标系的 X0 、Y0 、Z0 轴平行。
( 2 ) 基坐标系{O0 }: 固连在缠绕设备的静止部位, 这里将基坐标系原点定于两条横移导轨最左端中心, 使 Z0轴与缠绕小车横移运动轴平行, Y0 轴与缠绕小车纵移 运动轴平行, 按右手法则建立坐标系。
( 3 ) 中间连杆 i (i = 1~4 ) 坐标系{Oi }: 连杆坐标系 {i}的 Zi 轴与关节轴 i 重合 。原点 O 1 位于横移平台的上表 面中心处; 原点 O2 位于旋转轴 A 与纵移平台的上表面交 点处; 原点 O3 与O4 重合, 位于缠绕压辊中心, 与芯模轴 线位于同一水平面内。
( 4 ) 工具坐标系{OT }: 也称为工具坐标系, 一般设 置在夹持工具的末端 。这里将原点 OT 位于缠绕压辊与芯 模接触中心点, nT 为缠绕方向, aT 为施压方向, 与轨迹 法向量相反, 偏置方向 oT 由右手定则得到。
其中 a 1 、d3 为缠绕设备各关节间的固定距离; d 1、 d2 分别为缠绕小车在 Z 轴 、Y轴的位移量; θ 3 、θ 4 为缠绕 小车旋转平台和缠绕压辊的转动量; Xoff 、Yoff, Zoff 为缠 绕小车基坐标系各轴距芯模坐标系的距离 。因缠绕压辊 支撑轴线与芯模轴线位于同一水平面, 所以有关系式 Xoff = a 1 + d3 。缠绕小车连杆参数如表 1 所示 。表中, α i 为相邻关节坐标系间的旋转角度。
根据 D-H方法, 缠绕设备相邻杆件 i-1 和 i 之间的齐 次变换矩阵 i(i) - 1T, 可由下公式计算:
式中: c为cos; s为sin。
按照表 1将缠绕小车连杆参数依次代入式 ( 1), 即 可得到各连杆间的齐次变换矩阵 i(i) - 1T。则缠绕压辊坐标 系相对于基坐标系的齐次变换矩阵 4(0)T 为:
工具坐标系{OT}是由压辊回转坐标系{4}在其 Z4 轴方 向平移 d4 长度所得, 其变换矩阵为:
2.2 逆运动学求解
本文研究的是自动化缠绕设备的逆运动学问题, 即 根据工具坐标系相对固定坐标系期望位置和姿态, 计算 满足期望要求的关节变量 。在缠绕过程中, 工具坐标系 {OT}的原点为压辊与芯模接触点, 而且工具坐标系各轴 的方向也应该与接触点的姿态信息相对应。
已知缠绕轨迹点 S 在芯模坐标系{OS }下的位置姿态为 [n o a p], 其中 n 为点S 处轨迹的切向量, a 为 S 处芯膜表 面的法向量, p 为轨迹点的位置矢量 。经芯模主轴旋转 角度 θS 后所得接触点的位姿为:
芯模坐标系相对缠绕小车基坐标系的齐次变换矩阵 0(S)T 为:
则有下关系式:
T(S)T ⋅ I4 = 0(S)T 1(0)T 2(1)T 3(2)T 4(3)T = [ nT oT aT pT ]
结合式 ( 2) ~ ( 4) 即可求得缠绕设备各关节变量 θ S 、d 1 、d2 、θ 3 和 θ4:
(θS = atan2(px ,py )
〈d2 = Yoff - d4 cθ3 - px sθs - py cθs
|θ 3 = atan2(az ,ax sθs + ay cθs )
lθ4 = atan2(oy sθs - ox cθs ,nx cθs - ny sθs )
2.3 缠绕速度分析
缠绕速度是缠绕成型过程中的重要工艺参数, 不仅 与生产效率直接相关, 而且影响着缠绕成型质量 。缠绕 速度一般可根据数控机床 、芯模复杂情况等实际情况确 定, 同时也需考虑成型温度 、缠绕压力对缠绕速度的要 求 。在本文中, 缠绕方案采用自动刷胶后铺缠胶带的冷 缠绕成型方法, 因此可以不考虑成型温度 。对于缠绕压 力, 缠绕速度的大小影响着橡胶带局部的受压时间, 而 增大缠绕压力的作用时间有利于提高绝热层的粘接质量, 因此缠绕速度不能太大, 一般要求小于 10 m/min。同时, 因为缠绕速度直接影响着生产效率, 从生产成本考虑, 要求缠绕速度大于 3 m/min。
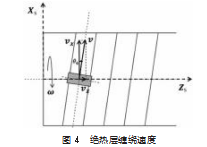
图 4所示为绝热层缠绕速度示意图, vz 为压辊的横移 速度, vx 与芯模表面线速度大小相等, 方向相反, vx 与 vz 的合成速度为缠绕速度 v 。缠绕速度 v 与速度 vx 的夹角即 为缠绕压辊旋转角度 θ4.
v = cos θ4 = cos θ4
vz = vx tan θ4 = ω (R + Nh)tan θ4
因此, 可根据芯模半径控制芯模转速, 并使缠绕设 备其余关节与之配合, 从而控制缠绕速度在 3~10 m/min 之间。
缠绕过程中, 输带速度应该与缠绕压辊在芯模表面 上的运动速度 (缠绕速度) 相等, 此时, 缠绕位置处胶 带相对于芯模表面的速度为 0. 胶带在缠绕过程中只承 受压辊的压力, 从而避免胶带因速度差而产生受拉或材 料堆积 。又因橡胶带的输送速度由背衬回收盘的转速控 制, 收带盘则提供一定的制动力矩以保证胶带输送张力。
为保证输带速度与缠绕速度相等, 背衬回收盘和胶带盘 的转速分别为:
v ω ( R + Nh)
ω 1 = R 1 = R 1 cos θ4
v ω ( R + Nh)
ω 2 = R2 = R2 cos θ4
式中: ω 1 、ω 2 分别为背衬回收盘和胶带盘的转速; R 1、 R2 分别为背衬回收盘和胶带盘的实时半径; N为当前缠 绕层数。
3 动态仿真演示系统
基于以上对自动化缠绕设备的运动分析, 以 Visual Studio 2005 作为集成开发环境, 基于 Qt 图形用户界面 、 Acis 三维几何造型引擎 、Open Inventor 三维几何图形显 示引擎, 搭建绝热层橡胶带缠绕成型过程动态仿真演示 系统平台, 形成绝热层缠绕仿真演示示范线。
首先通过建立三维模型还原实际缠绕场景 。缠绕设 备模型较为复杂, 且外形尺寸不需要改变, 不适合通过 编程建模, 可使用三维建模软件建模后存储为“*.wrl” 文件, 通过 Open Inventor 的 SoInput 类对其进行读取即可 显示; 而芯模需要根据轨迹文件中芯模型号所对应的芯模 母线信息, 通过 Acis 三维造型引擎造型进行参数化建模。
自动化缠绕设备场景节点是缠绕设备几何外形 、坐 标变换和位姿分析的基础[12] 。本系统中设备的运动节点 有芯模转动 、芯模尾座横移 、中继平台横移 、中继平台 纵移 、旋转平台转动 、缠绕压辊转动 、纠偏辊转动 、放 带盘转动 、收带盘转动。
最后根据轨迹文件进行缠绕过程动态演示 。轨迹文 件中包含有缠绕轨迹的位置矢量 P (x, y, z) 以及该点的 切向量和法向量, 根据式 ( 7 ) 可求解出芯模转动角度 θ S 、 中继平台横移距离 d 1 、 中继平台纵移距离 d2 、旋转 平台转动角度 θ3 、缠绕压辊转动角度 θ4 。放带盘转角和收带盘转角则由下式求得:
式中: Pi - 1Pi(六)为第 i- 1 个轨迹点到第 i 个轨迹点之间的轨迹长度; R5 、R6 为放带盘和收带盘半径。
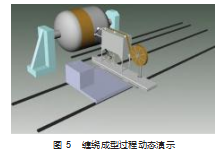
根据缠绕工艺方案, 整个演示流程: 缠绕小车从停 车位置运动至缠绕位置, 然后开始首层缠绕, 首层缠绕 完成后, 缠绕小车退出缠绕位置, 进行芯模两端未缠绕 三角区域辅助补贴及修型, 然后开始第二层绝热层缠绕, 第二层缠绕结束后缠绕小车移动至停车位置并进行辅助 补贴及修型, 至此, 整个缠绕成型过程结束 。演示效果 如图 5 所示。
4 结束语
本文根据变曲率芯模绝热层缠绕成型特点, 提出了 一种绝热层缠绕成型工艺方案, 在此基础上提出一种五 轴联动的自动缠绕成型设备方案 。建立缠绕设备连杆坐标系, 对缠绕设备运动方程进行求解, 根据缠绕轨迹信 息应用逆运动学反推缠绕设备各连杆关节变量, 并进行 缠绕速度分析 。最后, 将逆运动学所解得连杆关节变量 应用于自主开发的动态仿真系统中, 以芯模型号 R1000 为例, 进行缠绕仿真, 动态演示过程效果良好, 证明了 本缠绕成型工艺方案和设备方案具有较强的可行性, 为 绝热层自动缠绕成型设备研制提供理论和技术支撑。
参考文献:
[1] 白湘云,王立峰, 吴福迪 . 耐烧蚀填料对三元乙丙橡胶内绝热 材料性能的影响[J]. 宇航材料工艺, 2004. 34(4):4.
[2] 鲍福廷 ,侯晓 . 固体火箭发动机设计[M]. 北京:中国宇航出版 社,2016.
[3] 聂松 . 某小型固体发动机内绝热成型方法研究[C]// 西安:中国 航天第三专业信息网第三十七届技术交流会暨第一届空天 动力联合会议, 2016.
[4] Tam W, Bell M. ASRM Case Insulation development[C] //JointPropulsion Conference and Exhibit, 1993.
[5] 张建宝, 肖军,文立伟,等 . 自动铺带技术研究进展[J]. 材料工程, 2010(7):87-91.
[6] 文立伟, 张建宝, 肖军,等 . 大型筒段构件自动铺带成型技术研 究[J]. 航空学报, 2010. 30(12): 2456- 2461.
[7] 蔡金刚, 于柏峰,杨志忠,等 . 我国纤维缠绕技术及产业发展历 程与现状[J]. 玻璃钢/复合材料,2014(9):42-51.
[8] 赵增林,王显峰, 文立伟,等 . 双曲面自动铺带机床的构型改进 [J]. 航空学报, 2011.
[9] 殷志锋,栗伟周,李瑞华,等 .7 自由度自动铺放机器人的操作性 能评价与优化[J]. 河南理工大学学报: 自然科学版 , 2018. 37 (6):5.
[10] 侯增选,赵有航,李楠楠,等 . 一种固体火箭发动机绝热层自动 化缠绕设备及其使用方法: ZL202010052895.9 [P]. 2021-04- 20.
[11] John J Craig, 贠超 . 机器人学导论[M]. 北京:机械工业出版社, 2006.
[12] 王新峰,钱东海 . 基于 Open Inventor 的机器人三维环境运动 学仿真研究[J]. 机械工程师,2007(11):68-70.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/56908.html