SCI论文(www.lunwensci.com)
摘要:根据固体火箭发动机绝热层自动纠偏控制系统要求,设计了基于模糊PID控制的自动纠偏系统。分析了绝热层缠绕胶带跑偏原因,提出了一种绝热层缠绕成型纠偏方法。纠偏系统采用工业相机实时获取胶带边缘图像,通过图像处理算法分析、计算胶带边缘实际位置,并将获取的实际位置与当前缠绕角对应的基准位置比较得到胶带偏差量,根据纠偏控制算法将偏差量转化为相应控制量控制执行机构进行纠偏。纠偏控制采用模糊PID实现控制参数的自适应调节,通过Simulink对模糊PID控制与常规PID控制进行仿真对比,仿真结果显示,模糊PID控制相较于传统PID控制超调量降低了11.5%,具有更好的动态响应。所设计的自动纠偏控制系统应用到绝热层缠绕成型,自动化程度高,可实现连续动态纠偏。
关键词:绝热层;缠绕成型;胶带跑偏;纠偏控制;模糊PID
Automatic Rectification Control System for Heat InsulationWinding Molding
Qiu Chuansen1,Hou Zengxuan1※,Yan Wencong2,Zhang Weichao1,Qi Houliang1,Li Yanliang1
(1.School of Mechanical Engineering,Dalian University of Technology,Dalian,Liaoning 116024,China;
2.Xi′an Aerospace Composite Material Institute,Xi′an 710025,China)
Abstract:According to the requirements of automatic rectification control system for winding molding of heat insulation of solid rocket motor,an automatic rectification system based on Fuzzy PID control was designed.The causes for the deviation of rubber tape of heat insulation winding molding were analyzed,and the rectification methods of heat insulation winding molding were proposed.Real-time images of rubber tapeedge were captured with industrial camera.The position of the rubber tape was analyzed and calculated by image processing algorithm.The deviation of the rubber tape was obtained by comparing the detected actual position of rubber tape with the reference position of rubber tape according to the current winding angle.According to the rectification control algorithms,deviation was converted into the corresponding control variable to control the actuator for rectification.Using Fuzzy PID,the adaptive adjustment of control parameters was realized in rectification control,the comparison between Fuzzy PID control and traditional PID control by the simulation with Simulink was carried out.The results show that overshoot of Fuzzy PID control reduces 11.5%compared with traditional PID control,and has better dynamic response.The developed automatic rectification control system is used in the winding molding of heat insulation with high degree of automation and can realize continuous dynamic rectification.
Key words:heat insulation;winding molding;deviation of winding rubber tape;rectification control;Fuzzy PID
0引言
固体火箭发动机绝热层由隔热耐烧蚀材料构成,是燃烧室设计中的重要组成部分,关系到发动机的性能和可靠性[1]。国内一般采用人工贴片实现绝热层成型,也有工艺采用缠绕成型方法。其中人工贴片法存在工序繁多、成型效率低、绝热层成型后需人工修补等问题[2],制约了固体火箭发动机的发展,因此本项目对橡胶绝热层自动缠绕成型技术展开研究。
采用缠绕成型工艺实现绝热层成型过程中,橡胶胶带按照所规划的路径进行环向缠绕,缠绕压辊将胶带缠绕至芯模表面时,需根据缠绕角进行调整,从而导致胶带产生跑偏趋势。由于缠绕压辊姿态变化及常见工程中其他因素引起的胶带跑偏,影响了自动化缠绕过程的顺利进行,无法保证绝热层缠绕成型质量。为解决缠绕过程中胶带跑偏问题,需要自动纠偏装置对跑偏胶带进行纠偏,保证胶带缠绕位置。钟飞[3]等针对柔性片材传输过程中跑偏的问题,设计了一种基于CCD的自动纠偏控制系统,但不适用于环向缠绕过程中的纠偏。王志辉[4]等针对固体火箭发动机壳体纤维带缠绕过程中纤维带跑偏问题,提出了基于光电液压伺服的纠偏控制系统,但并未对纠偏方法进行具体介绍。
本文通过对绝热层缠绕过程中胶带跑偏原因的分析,提出了绝热层缠绕成型纠偏方案,并对自动纠偏控制系统进行了设计。系统通过图像处理技术分析、计算胶带实际位置,采用模糊PID控制器实现纠偏控制,最后,在Simulink仿真中验证了控制策略的有效性。
1绝热层缠绕胶带跑偏原因及纠偏方法
1.1原因分析
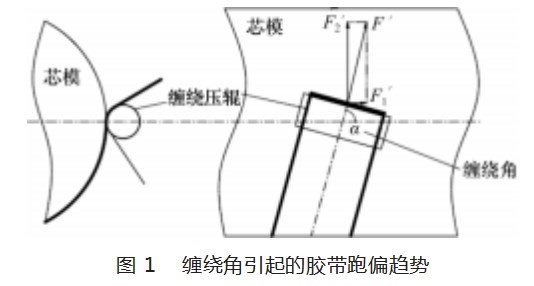
在绝热层缠绕成型过程中,缠绕压辊按照预先规划好的缠绕轨迹,将胶带缠绕至芯模表面。如图1所示,其中粗实线为缠绕胶带,当胶带按照缠绕路径进行环向缠绕时,缠绕角因缠绕路径而产生变化,同时,缠绕压辊需要根据缠绕角旋转相应角度,因此,缠绕压辊会对胶带产生一个横向作用分力,使胶带产生横向跑偏的趋势。
缠绕过程中,除了缠绕角引起的胶带跑偏,胶带在运行过程中也会受常见工程中其他跑偏因素的影响,如导向辊的几何形状及安装误差、胶带盘不规则、胶带断面不均匀和自动化缠绕过程中胶带运动、振动等[5],都会影响缠绕过程的顺利进行。
1.2纠偏方法
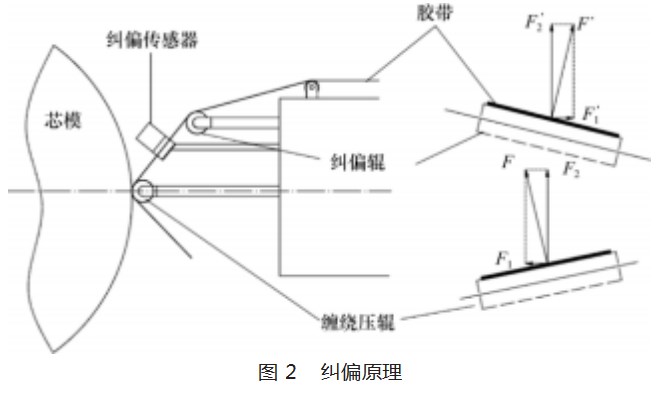
绝热层自动化缠绕过程中,为抑制缠绕角引起的胶带跑偏趋势,在缠绕角改变时,同步控制纠偏辊反方向旋转相应角度。纠偏辊旋转角度由试验确定:试验过程中,缠绕压辊根据缠绕角旋转一定角度,同时控制纠偏辊反方向旋转相同角度,检测胶带是否处于稳定运行状态,若存在跑偏,调整纠偏辊角度,消除胶带偏差量,胶带处于稳定运行状态后,记录此时缠绕角与纠偏辊角度对应关系,同时检测胶带基准位置,建立缠绕角与纠偏角度、胶带基准位置映射关系表。
缠绕开始时,缠绕压辊根据缠绕角旋转给定角度,为抑制缠绕角引起的胶带跑偏趋势,同步控制纠偏辊反方向旋转相应角度(图2),纠偏辊旋转角度通过查询缠绕角与纠偏角度、胶带基准位置映射关系表确定。缠绕过程中,缠绕压辊角度根据缠绕角实时调整,通过胶带位置检测获取胶带实际位置,将实际位置与当前缠绕角对应的胶带基准位置进行比较得到偏差量,并经过纠偏控制算法将偏差量转化为相应的控制量,根据控制量调整纠偏辊角度,以抑制胶带跑偏趋势,并达到纠偏目的。胶带基准位置通过查询缠绕角与纠偏角度、胶带基准位置映射关系表确定。
2绝热层缠绕成型自动纠偏控制系统
2.1纠偏装置
通过对绝热层缠绕胶带跑偏原因的分析,以及所提出的纠偏方案,设计了纠偏装置及绝热层缠绕成型自动纠偏控制系统。自动纠偏控制系统由胶带位置检测、纠偏控制及执行机构3部分组成。
胶带位置检测由工业相机、LED光源、图像处理软件组成。工业相机采用无接触式测量,实时采集胶带边缘图像信息;LED光源能够提高采集的图像质量,降低后续图像处理难度[6]。图像处理软件通过对图像信息的分析、计算获得胶带实际位置。
纠偏控制由计算机实现,计算机在对采集的图像进行处理后,直接参与控制。利用计算机实现控制的优点在于不改变系统硬件的条件下,通过修改程序就能实现复杂的控制规律[7]。
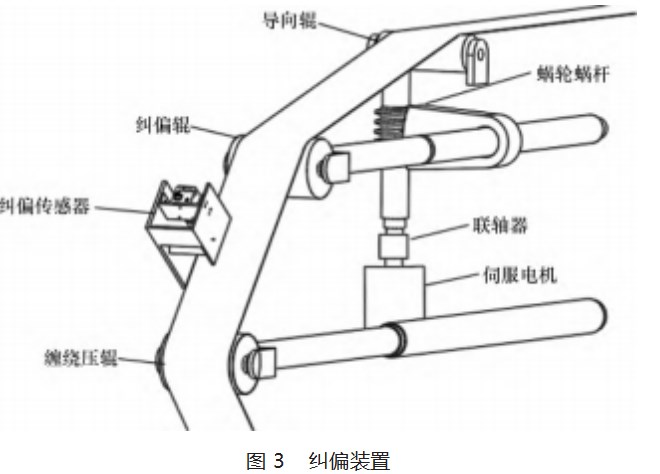
执行机构包括PLC伺服控制系统、蜗轮蜗杆、纠偏辊支撑轴和纠偏辊。在绝热层缠绕成型过程中,纠偏装置执行机构的负载可能会因为胶带运动的不确定性而产生动态变化[8],因此,需要纠偏辊转动角度不受负载影响或者影响很小,伺服电机速度响应快,控制精度高,为闭环控制,可以在负载变化情况下准确控制转动角度。图3所示为纠偏装置。
2.2位置检测
胶带位置检测通过工业相机采集到图像后,图像处理算法通过对二维矩阵形式的像素特征进行分析、计算,从而得到胶带实际位置。
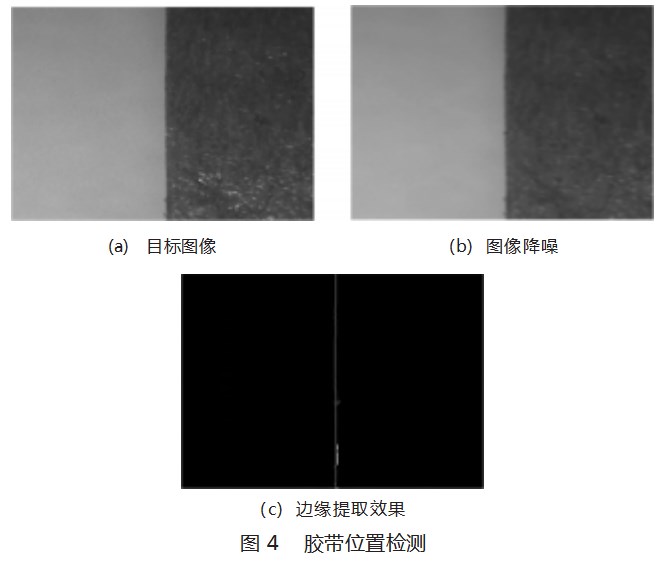
图像处理算法流程为:首先提取目标区域,选取采集图像的一块区域,以减小计算量,提高系统响应速度;对因光照引起的材料表面反光噪声(图4(a)),通过判断像素的8方向梯度幅值寻找反光噪声,选择模板区域中值平滑反光噪声区域,然后采用高斯滤波[9]滤除图像采集过程中的噪声(图4(b));通过最大类间方差法实现自适应阈值的Canny边缘检测算法,进而提取胶带边缘特征(图4(c)),获得边缘点集合;最后对边缘点集合进行3次多项式拟合,得到边缘线,并确定胶带边缘实际位置,将实际位置与当前缠绕角对应的胶带基准位置比较得到偏差量。
2.3控制系统流程
根据提出的绝热层缠绕胶带纠偏方法及设计的绝热层缠绕成型纠偏装置,下面对自动纠偏控制系统工作流程进行分析。
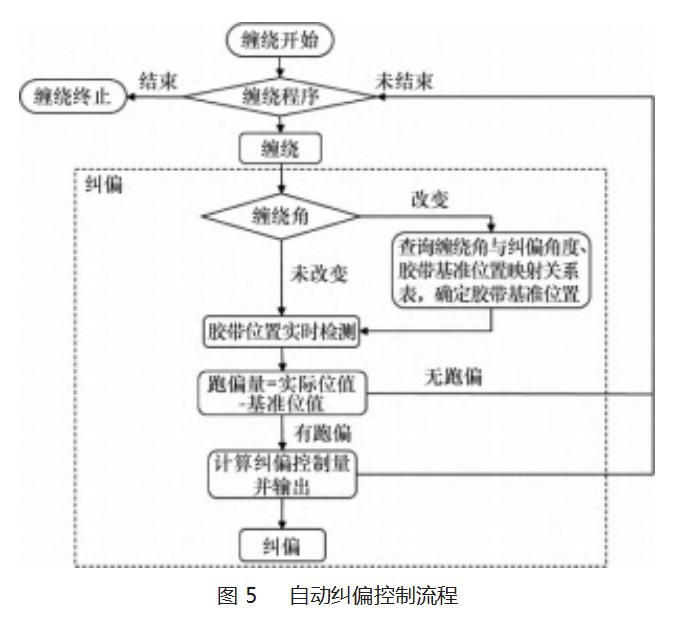
缠绕开始时,缠绕压辊根据缠绕角旋转给定角度,同时控制纠偏辊反方向旋转相应角度,纠偏辊旋转角度通过查询缠绕角与纠偏角度、胶带基准位置映射关系表确定。缠绕过程中,当缠绕角发生改变时,查询映射关系表,确定当前缠绕角对应的胶带基准位置。工业相机实时采集胶带单侧边缘图像信息,并将其传输至计算机。通过图像处理软件对图像信息进行分析、计算得到胶带实际位置。
纠偏控制按照模糊PID控制规律进行运算,将输入的偏差量转换为控制量。PLC根据控制量输出脉冲信号实现对伺服电机的位置控制,使其正转、反转或停转。伺服电机驱动蜗杆,蜗杆通过蜗轮带动纠偏辊正反转并控制旋转角度,使胶带产生与跑偏方向相反的纠偏力与纠偏速度,从而保证胶带缠绕位置。自动纠偏控制系统流程如图5所示。
3纠偏控制系统控制策略及仿真
3.1控制策略
常规PID控制算法,控制策略实现简单,鲁棒性好,是最能体现反馈思想的控制算法,也是工业控制过程中常用控制算法之一。其执行流程主要是利用反馈来检测偏差信号,并通过偏差信号来控制被控量。假设在某个时间t,输入量为r(t),输出量为y(t),则偏差e(t)=y(t)-r(t)。PID的控制规律可表示为:
在纠偏过程中单纯的PID控制仍然存在参数整定困难,且不具备自适应能力的问题[10]。所以本文引入模糊控制实现PID参数的自整定。模糊控制是采用“模糊”理论描述不确定性系统问题,通过模拟人的推理决策过程,以满足复杂、不确定的过程控制,提高控制算法的可控性、适应性、合理性[11]。模糊控制器基本思想是将输入的精确值转换为模糊变量,实现模糊推理,最后将模糊推理结果转换为精确值输出。
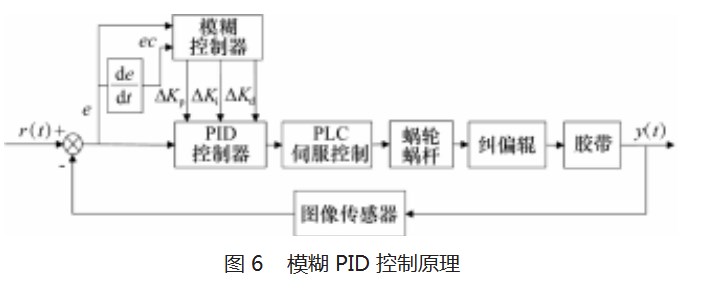
图6所示为模糊PID控制原理,系统将设定值r(t)与输出值y(t)的偏差e及偏差变化率ec作为模糊控制器输入,通过模糊控制实现对Kp、Ki、Kd三个参数的自整定,最后根据PID控制器计算得到控制量u来控制后续执行机构产生动作。
3.2模糊PID控制器设计
针对自动纠偏系统控制需求,本文使用二维Fuzzy控制器。输入量为偏差e和偏差变化率ec,输出量为PID的3个参数增量ΔKp、ΔKi、ΔKd。Fuzzy控制器的设计流程如下。
(1)设置输入变量偏差e和偏差变化率ec的模糊论域为[-1,1]和[-6,6],输出变量ΔKp、ΔKi、ΔKd的模糊论域分别为[-0.3,0.3]、[-3.3,3.3]、[-0.003,0.003];将模糊语言变量均分为7挡{NB、NM、NS、ZE、PS、PM、PB}。
(2)选择使用较多的三角隶属度函数为输入输出变量的隶属度函数[12],其函数表达式简单,计算速度快。
(3)确定输入输出隶属度函数后,建立模糊规则,模糊规则主要是通过模糊输入e和ec的模糊语言实现对PID控制器的参数增量ΔKp、ΔKi、ΔKd进行模糊调节,从而实现对PID控制器Kp、Ki、Kd参数的自适应调节。参数自整定规则:①偏差e较大时,为加快系统响应速度,同时避免引起微分饱和,选择较大的Kp和较小的Kd;②偏差e和偏差变化率ec为中等时,为减小超调量,取较小Kp,使系统超调量略小,Ki、Kd都适中选取;③偏差e较小时,为提高系统稳态性能,选择较小的Kp和较大Ki。
基于上述关系,结合实际经验,并根据调试结果,考虑偏差率ec影响,对模糊规则进行设计。模糊规则的一般表现形式为:if e=NB or NM and ec=NB or NM thenΔKp=PB,即当偏差为NB或NM和偏差变化率为NB或NM时,ΔKp=PB,其他状态下同理可推。模糊规则的目的是通过调节PID控制器的参数增量,加快系统响应速度,减小系统超调量,提高系统稳定性。
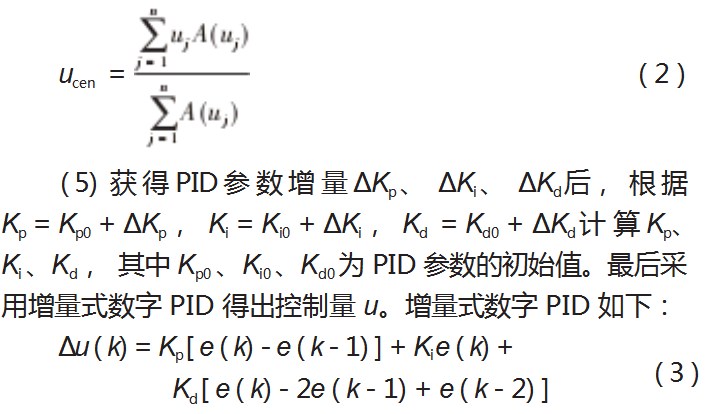
(4)为得到PID各参数的精确值,采用重心法进行清晰化运算,根据论域{u1,u2,…,ui}及ui处隶属度A(ui)可得清晰化公式[13]:
3.3仿真分析
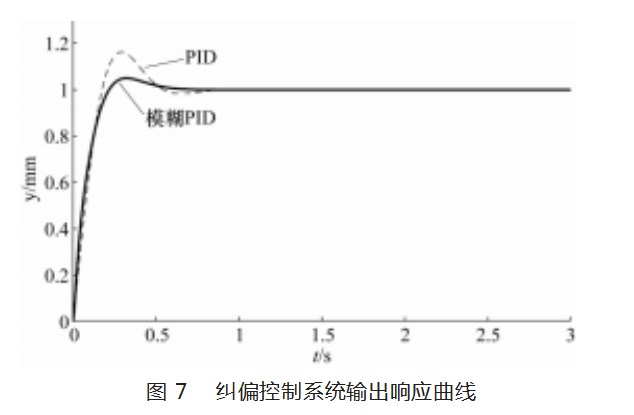
根据上述设计的模糊PID控制器,使用MATLAB中的Simulink工具对PID和模糊PID进行仿真分析,设置Kp0、Ki0、Kd0分别为0.62、7.6、0.01。仿真结果如图7所示。从仿真曲线可以看出,模糊PID控制相对于传统PID控制,超调量降低了11.5%,系统到达稳态时间更快,改善了系统的动态响应性能,使系统的综合性能得到了提高。
4结束语
本文通过对固体火箭发动机绝热层缠绕过程中胶带跑偏原因的分析,提出了绝热层缠绕成型纠偏方案,并设计了自动纠偏控制系统。针对缠绕压辊姿态变化引起的胶带跑偏,通过抑制跑偏趋势,保证缠绕胶带位置的准确。胶带位置检测采用图像采集、图像预处理、边缘检测、边线拟合等图像处理技术实现胶带边缘实际位置的获取。通过模糊PID算法实现纠偏控制,并在Simulink中建立仿真模型进行仿真分析。仿真结果表明,模糊PID控制的超调量相比于PID控制降低了11.5%。采用模糊PID控制策略的自动纠偏控制系统能够有效地提高系统响应速度,降低超调量,提高了系统稳定性。本文设计的自动纠偏控制系统应用在绝热层缠绕成型过程中,自动化程度较高,可实现连续动态纠偏。
参考文献:
[1]汪建丽,王红丽,熊治荣,等.三元乙丙橡胶绝热层在固体火箭发动机中的应用[J].宇航材料工艺,2009,39(2):12-14.
[2]聂松,褚蕊,付翔,等.某小型固体发动机内绝热成型方法研究[C]//中国航天第三专业信息网第三十七届技术交流会暨第一届空天动力联合会议论文集,2016.
[3]钟飞,吴雪茹.基于线阵CCD的自动纠偏控制系统设计[J].包装学报,2011,3(2):14-16.
[4]王志辉,乔海洋.火箭发动机壳体缠绕纤维带智能纠偏系统设计[J].武汉理工大学学报(信息与管理工程版),2005(4):150-153.
[5]刘文亮,张晓伟,董秋艳.连续皮带机胶带跑偏原因与力学分析[J].水利水电技术,2006(3):26-27.
[6]尚会超,杨锐,段梦珍,等.机器视觉照明系统的关键技术分析[J].中原工学院学报,2016,27(3):16-21.
[7]陈红卫.计算机控制技术[M].机械工业出版社,2018.
[8]王法明,王鸿山.纠偏系统直流伺服电机的控制策略研究[J].工业仪表与自动化装置,2013(1):77-79.
[9]谢勤岚.图像降噪的自适应高斯平滑滤波器[J].计算机工程与应用,2009,45(16):182-184.
[10]赵建华,沈永良.一种自适应PID控制算法[J].自动化学报,2001,27(3):417-420.
[11]Ahn K K,Truong D Q.Online tuning fuzzy PID controller using robust extended Kalman filter[J].Journal of Process Control,2009,19(6):1011-1023.
[12]王述彦,师宇,冯忠绪.基于模糊PID控制器的控制方法研究[J].机械科学与技术,2011,30(1):166-172.
[13]张泾周,杨伟静,张安祥.模糊自适应PID控制的研究及应用仿真[J].计算机仿真,2009,26(9):132-135.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/59530.html