SCI论文(www.lunwensci.com)
摘要:为提高药瓶灌装生产线药瓶包装单元的工作效率和精度, 设计一种融合 PLC 和机器视觉的工业机器人药瓶包装控制系统。 首先, 应用以太网构建一个包含汇川 PLC 、迈科诚机器视觉系统 、ABB 六轴工业机器人的硬件系统 。然后, 通过机器视觉完成图 像匹配 、标定转换 、 网口通讯, 获取药瓶包装标签信息; 基于药瓶“装瓶-加盖-贴标”的包装流程进行机器人位置示教, 确定运 动轨迹 。设计了机器人与 PLC 和机器视觉之间的通讯和控制程序, 机器人与 PLC 点对点连接通信, 并通过套接字 (Socket) 通信与 视觉系统发送和接收数据 。 系统调试结果表明, 机器视觉能准确检测标签信息并实时将数据反馈给机器人, 在 PLC 控制下, 机器 人实现了对药瓶的包装过程控制, 系统运行稳定, 为实现智能化药瓶包装提供了一种可行方案。
关键词 :PLC,机器视觉,工业机器人,Socket 通信,智能包装
Design of Bottle Packaging System Based on PLC and Machine Vision
Wang Yan, Gao Lihua
(School of Electrical and Control Engineering, Nanjing Polytechnic Institute, Nanjing 210048. China)
Abstract: In order to improve the efficiency and accuracy of the bottle packaging unit in the bottle filling production line , a robot of bottle packaging control system based on PLC and machine vision was designed . First, a hardware system including Huichuan PLC, machine vision and ABB six axis industrial robot was constructed by using Ethernet. Then, the information of the drug bottle packaging label was obtained through the machine vision processing flow such as image matching, calibration conversion and network port communication, and the robot teaching was completed based on the drug bottle packaging process of "bottling-capping-labeling" to determine the motion trajectory . The communication and control program between robot and PLC and machine vision was designed, the robot communicated with the PLC point-to- point, and sent and received data with the vision system through Socket communication . The system debugging results show that machine vision can accurately detect the label information and feed back the data to the robot in real time , under the control of PLC, the robot realizes the packaging process. The system runs stably , which provides a feasible scheme for realizing intelligent medicine bottle packaging .
Key words: PLC; machine vision; industrial robot; Socket communication; intelligent packaging
0 引言
在“中国制造”向“中国智造”转变的背景下, 推 动智能制造 、提高企业产线的智能化水平已是大势所趋。 PLC 、机器视觉及工业机器人等核心技术已成为先进制 造业中不可替代的重要装备[1-3]。
随着智能制造在包装工程领域的应用, 药瓶灌装包 装生产线智能化已经达到了一定的水平, 如孟静静等[4] 融合工业机器人与 PLC 技术实现生产线智能包装, 并通 过触摸屏实现上位机监视与控制 。马晓燕等[5-6]提出一种 基于机器视觉的末端执行器定位方法, 提高包装搬运机 器人的定位精度 。 陈伟卓等[7-8]采用工业机器人并结合 RFID (无线射频识别) 技术完成药瓶包装贴标和信息写 入, 实现药品的可追溯性 。在已有研究中, 搬运包装贴 标部分标签存放位置固定且需要人工摆放, 通过机器人 程序中的位置偏移获取标签位置信息, 不利于机器人对标签的高精度 、智能化抓取, 且对于 PLC 、机器视觉和 工业机器人三者之间的编程研究还不够深入。
在已有的研究基础上, 本文作者针对药瓶灌装生产 线的包装单元, 以 PLC 为控制核心, 通过控制标签台的 震动自动提供包装标签, 标签无需人工固定摆放 。引入 机器视觉技术实时检测包装标签信息并与工业机器人通 讯, 工业机器人在 PLC 的控制下更高精度地实现药瓶的 智能化包装, 通过实验调试来验证该系统的有效性, 取 得了较好的实验效果。
1 硬件系统构建
1.1 系统硬件组成
药瓶包装控制系统主要包含机器人搬运 、视觉检测 以及 PLC 控制三大模块, 系统硬件布局如图 1 所示 。机 器人搬运模块用于执行药瓶包装动作, 由 ABBIRB120 六 轴机器人 、IRC5 控制器 、机器人末端执行器 、包装台升降机构 、药瓶检测及输送机构组成 。视觉检测模块用于 识别包装标签信息, 由标签振动台 、相机及镜头 、环形 光源 、视觉控制器组成 。PLC 控制模块是系统的核心, 以汇川 H2U-3232MTPLC 为主控单元, 控制机器人和其 他元器件有序工作 。PLC 与 ABB 机器人 D652板卡进行点 位数据交互, 控制机器人末端执行器完成智能包装过程。 工业机器人 、机器视觉以及计算机之间通过工业以太网 交换机实现连接, 并将三者 IP地址设置在同一网关下。
1.2 系统工作流程
药瓶包装控制系统工作流程如图 2 所示 。药瓶瓶盖 颜色检测后送入输送带末端, 等待机器人搬运 。PLC 控 制包装台升降机构准备好包装盒和包装盖, 控制机器人 按“装瓶—加盖—贴标”顺序执行包装动作 。机器人首 先从输送带末端抓取药瓶, 依次放入包装盒的 4 个工位 中 。接着从包装台的盒盖升降机构上吸取盒盖, 盖在包 装盒上 。最后完成贴标签动作, 机器人接收来自视觉发 送的数据, 若数据正常则从标签振动台上吸取蓝色和白 色标签并贴放在盒盖的对应位置上, 标签颜色与盒内瓶 盖对应位置的颜色一致, 贴完 4 个标签即完成一次包装 任务 。若数据异常则向 PLC 反馈, PLC 控制标签振动台 震动将标签重新震落和震散, 供视觉系统重新识别。
2 机器视觉处理
选用迈科诚工业视觉系统识别标签信息, 该系统主 要由 MK800 视觉控制器 、24 V 环形光源及控制器 、300 万像素相机及镜头等构成 。机器视觉处理流程如图 3 所 示 。首先以当前相机采集到的标签图像作为图像源, 设 定标签振动台为搜索区域, 选取环形学习区域和轮廓匹 配模式, 设定蓝色和白色标签目标输出数量均为 2. 进 行目标识别 。然后对识别到的目标轮廓进行视觉标定, 得到标签在机器人坐标系下的坐标 。设置坐标数据输出 格式为 3 位整数位和 2 位小数位, 并以两蓝两白坐标顺序 完成数据合并 。最后添加网口通讯功能模块连接机器人, 最终发送数据到工业机器人。
2.1 图像匹配检测原理
因待检测标签均为规则的圆形, 采用轮廓匹配模式。 轮廓匹配的原理是利用轮廓的旋转 、缩放和平移的不变 性特征来判断轮廓之间的相似度[9- 11] 。利用 Hu 矩方法对 环形目标轮廓进行轮廓匹配, 首先计算样本轮廓 M 的 Hu 矩, 然 后 分 别 计 算 分 割 后 图 像 中 所 有 轮 廓 ( m1. m2. …, mn ) 的 Hu 矩, 并且与样本轮廓 M的 Hu 矩进行比较,得到匹配系数 ϕ n, 式 ( 1 ) 中: ki(M)和 ki(m)n 分别为 M 和 mn 的 7 个 Hu 矩, 匹配系数 ϕ n (M, mn )越小, 轮廓相似度越高。
在噪声和背景条件要求不高的应用中, 当匹配系数小于 给定阈值时, 匹配得到目标轮廓。
2.2 标定转换
标定转换即手眼标定, 在视觉中起着至关重要的作用, 其目的是求取机器人与相机之间的变换矩阵, 将视 觉识别的结果转换到机器人坐标系下, 从而实现准确吸 取[12- 13] 。采用与标签台尺寸相同的自制标定板, 相机识 别出标定板左上 、左下 、右上 、右下 4个圆点位置, 得 到相机坐标系下 4个点的坐标 ( u, v ), 然后将工业机器 人末端工具依次移动到这 4 个位置, 得到机器人坐标系 下 4个点的坐标 ( Xw, Yw )。 根据针孔成像模型, 构建 反映机器人坐标系与相机坐标系之间转换关系的超定 方程:
由于待吸取的标签均位于同一平面, 所以设定圆心 坐标 Zw=0. 基于最小二乘法原理计算得到式 ( 2 ) 的变 换矩阵 M- 1:
M- 1 即标签的相机坐标与机器人坐标的转换关系, 将 式 ( 3 ) 代入方程 ( 2 ) 可得到被检标签在机器人坐标系 下的坐标, 从而实现机器人的准确吸取。
2.3 网口通讯
添加网口通讯, 连接机器人 IP192. 168.0. 120 和端口 8000 。通过视觉内部的 PLC 程序调用通讯模块, 主要功 能为执行“读取 M”命令, 接收机器人发送的触发拍照 信号 M, 启动视觉处理流程 。若拍照正常, 执行“拍照 OK”命令, 发送给机器人两蓝两白标签坐标; 若拍照失 败, 即没有识别到两蓝两白标签, 执行 “拍照 NG”命 令, 发送给机器人 NG 信号, 网口通讯命令格式如表 1 所 示 。按照图 3 视觉处理流程检测出两蓝两白标签如图 4 所示。
3 机器人示教
3.1 机器人工具坐标
采用多功能工业机器人末端夹具, 如图 5 所示 。其中, 选用手爪工具抓取瓶子, 选用吸盘工具吸取标签和 搬运包装盒盖 。吸盘工具与手爪工具夹角为 0°, 吸盘工 具可满足同时吸取两个标签 。为提高机器人吸取标签的 精度, 创建工具坐标 tool1 和 tool2. 采用四点法标定, 手 动操纵机器人使当前 TCP点以 4 种不同姿态与固定尖锐 的定点相碰, 修改相应位置, 获取当前 TCP点(tool1、tool2)相对机器人法兰盘中心点 (tool0) 的 X、Y、Z 方向 的偏移量, 得到 tool1 和 tool2 工具坐标数据为:
tool1: = [TRUE, [[28. 131 1. 46.934 3. 190. 152], [1. 0. 0.
0]], [2. [1. 1. 1], [1. 0. 0. 0], 0. 0. 0]];
tool2:= [TRUE, [[-23.48.5. 190. 152], [1. 0. 0. 0]], [2. [1. 1. 1], [1. 0. 0. 0], 0. 0. 0]]。
机器人在 tool1 和 tool2 工具坐标下使用吸盘工具依次 完成两个标签的吸取, 在默认的 tool0 工具坐标下使用手 爪工具完成瓶搬运 、使用吸盘工具完成盖搬运和放标签 动作。
3.2 位置示教
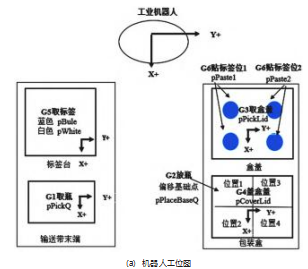
利用示教器使机器人末端夹具到达预期位置并记录 位置数据, 采用坐标偏移法获取相近坐标位置, 减少机 器人示教位置提高机器人的位置精度[14] 。机器人完成 “装瓶—加盖—贴标”动作共需 6 个工位, 如图 6 (a) 所 示 。分别是 G1 取瓶, G2 放瓶, G3 取盒盖, G4 放盒盖, G5 取标签, G6 贴标签。
机器人轨迹如图 6 (b) 所示, 在瓶搬运轨迹中, 需 示教原点 pHome 、过渡点 pQ1 和 pQ2 、取瓶点 pPickQ 以 及放瓶偏移基础点 pPlaceBaseQ 。pPlaceQ 代表 4 个放瓶 位置, 通过 pPlaceBaseQ 位置偏移所得 。在盒盖搬运轨迹 中, 需示教过渡点 pQ3 、取盒盖点 pPickLid 和盖盒盖点pCoverLid 。在标签搬运轨迹中, 需示教过渡点 pQ4 以及 2 个 贴 标 签 位 pPaste1 和 pPaste2 。 取 标 签 点 位 pBule 和 pWhite 通过读取视觉检测数据获得, 标签 1 和标签 2 代 表读取的蓝色或白色标签坐标, 标签颜色由 PLC 和机器 人控制程序确定 。机器人轨迹图中所有的安全点均为位 置偏移所得。
4 软件程序设计
4.1 PLC 与机器人通讯程序
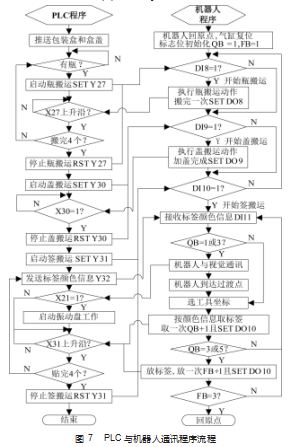
将 ABB 机器人 D652 板卡与汇川 H2U-3232MT PLC 点对点连接通信, I/O 地址分配如表 2 所示。按照“装瓶— 加盖— 贴标”包装动作顺序设计 PLC 和机器人通讯程序, 当满足动作条件时, PLC 将相应的 输出信号置 1. 向机器人发送动作启动信号 。 当机器人 执行完动作后, 向 PLC 反馈动作执行情况, 也将相应的 输出信号置 1 。PLC 收到动作完成信号后, 进行数据处理 或向机器人发送下一个动作启动信号 。在签搬运环节, PLC 需根据瓶盖颜色向机器人发送标签颜色信息, 机器 人根据标签颜色信息读取视觉系统发送的数据, 机器人 每吸取一个标签或放一次标签就向 PLC 反馈一次, PLC 收到一次反馈信号就发送一次标签颜色信息 。机器人每 吸取满 2 个标签后执行一次放标签动作, 执行 2 次放标签 动作即贴完了 4 个标签后, 机器人回原点 。PLC 与机器 人通讯及程序流程如图 7 所示。
4.2 机器人与视觉通讯程序
ABB 机器人通过 Socket 通信与视觉系统发送和接收 数据[15], 根据表 1 命令格式, 视觉以字符串的格式发送 给机器人数据并以“|”号间隔开 。如识别到两蓝两白标 签, 视觉发送的命令格式为“OK|”&{两蓝两白标签坐 标}, 其中“OK|”长度为 3. {两蓝两白标签坐标}共 8 个 坐标数据, 每个数据长度为 6. 格式为 3 位整数位+1 个 小数点+2 位小数位, 利用 ABB 机器人的StrPart 、StrFind首先创建套接字, 与视觉建立连接 。发送字符“M” 给视觉, 通过视觉网口通讯模块触发视觉处理流程 。机 器人将接收到的数据存入字符串变量 result 中, 判断 re⁃ sult 的前 2 位字符是否为“OK”, 如果是, 开始循环提取 坐标数据 。使用 StrFind 指令从 result 的第 startbit 位字符 开始查找间隔符“|”,将其位数存入 endbit 中, 然后使用 StrPart 指令提取 result 中从第 startbit 位开始的 6 个字符存 入 data{i}数组中 。因标签坐标数据从 result 的第 4 位开始 , 故第一次提取时 startbit 初始为 4. endbit 为 10 。按此方法 循环 8 次, 依次提取到两蓝两白标签的 8 个坐标数据后 , 关闭套接字 。如果 result 的前 2 位字符不是“OK”, 机器 人将异常信息反馈给 PLC, PLC 控制振动台震动重新提 供标签, 机器人收到 PLC 发送的允许再次拍照信号后 , 将重新触发视觉开始检测。
5 系统调试结果
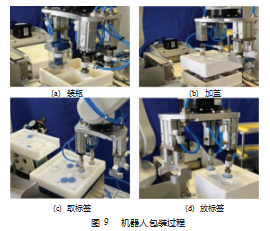
为验证药瓶包装控制系统功能, 在实验设备上对系 统软硬件进行调试 。经多次调试和优化, PLC 控制系统 稳定运行, 视觉处理系统能实时准确检测出两蓝两白 4 个标签且与机器人成功通讯, 机器人能按照预定动作顺 序准确执行药瓶的包装, 如图 9 所示。
6 结束语
文中融合 PLC 技术 、机器视觉以及工业机器人设计 并实现了一种药瓶包装智能控制系统 。详细介绍了系统 硬件结构 、机器视觉处理流程 、机器人示教 、模块间通讯及程序设计方法等 。设备调试结果表明, 各模块通讯 正常, 在 PLC 控制下, 机器人实现了对药瓶的“装瓶- 加盖-贴标”包装过程, 系统运行稳定 。该药瓶包装控 制系统满足实际生产包装要求, 对实现智能化药瓶包装 具有一定的实用价值。
参考文献:
[1] 刘彦磊, 郭涛, 张世辉,等 . 基于 PLC 的相框组装包装控制系统 设计[J]. 包装工程,2022.43(5):205-210.
[2] 苏建,黄程, 史添升,等 . 基于工业机器人的涡旋压缩机智能生 产线的设计[J]. 机电工程技术, 2021.50(12):108- 111.
[3] 王田苗 , 陶永 . 我国工业机器人技术现状与产业化发展战略 [J]. 机械工程学报,2014. 50(9):1- 13.
[4] 孟静静,郝睿,王惠卿,等 . 基于 PLC 与工业机器人的自动生产 线智能包装系统设计[J]. 制造技术与机床,2021(11):63-67.
[5] 马晓燕 , 张永胜 . 基于视觉标定的包装搬运机器人定位方法 [J]. 包装工程,2019.40(21):211-215.
[6] 李致金, 武鹏,乔治,等 . 基于机器视觉的机器人工件定位系统 [J]. 组合机床与自动化加工技术,2019(12) :127- 130.
[7] 陈伟卓, 翁思阳 . 机器人和 RFID 在药瓶包装中的应用[J]. 江苏 工程职业技术学院学报(综合版),2019. 19(2):6- 10.
[8] 颜建美,杨丹, 师帅 . 基于 ABB 工业机器人和汇川PLC 的药瓶 包装贴标系统设计[J]. 机电工程技术, 2019.48(2):60-63.
[9] 王壮,戚嘉辉,赵一鸣,等 . 轮廓匹配方法改进及其在转子中的 应用[J]. 宁波大学学报(理工版),2022.35(4):34-39.
[10] 童小彬, 孟婥,孙以泽,等 . 基于 HOG 特征描述的轮廓匹配算 法[J]. 东华大学学报(自然科学版),2020.46(5):787-792.
[11] 贾迪, 朱宁丹,杨宁华,等 . 图像匹配方法研究综述[J]. 中国图 象图形学报,2019.24(5):677-699.
[12] 李雪梅,李喆, 张鑫,等 . 基于机器视觉的阀口袋动态抓取系统 设计[J]. 机床与液压,2022.50(12):77-82.
[13] 蒋正炎 ,许研妩 , 莫剑中 . 工业机器人视觉技术及行业应用 [M]. 北京:高等教育出版社,2018.
[14] 苏建, 李在娟 . 融合视觉和以太网技术的工业机器人分拣装 配控制系统设计[J]. 机床与液压,2021.49(24):119- 123.
[15] 徐建明,潘湘飞 . 基于 Socket 通信的工业机器人监控系统研 究[J]. 计算机测量与控制,2017.25(7):70-73.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/56715.html