SCI论文(www.lunwensci.com)
摘要:PIN脚焊接技术被广泛应用于汽车电子、3C产品、办公电子和家用小电器,具有产品种类多、应用领域广的特点,目前焊接过程的自动化程度普遍不高,且生产工人劳动强度大,工作条件较差,产量效益低下。主要研究了基于SOLIDWORKS软件平台,开发设计完成的一种能真正应用于自动焊接和PIN脚焊接的新型自动焊机设备的技术、结构特征和基本工作原理,代替了大量传统人工焊机作业,提高了工作效率。该套自动焊机装置中主要结构包括卸料、上料机构、氩弧焊接机构、性能检测分析机构、不良焊工件自动剔除机构等机构组成,同时系统运用国外先进伺服自动定位控制系统可实现转盘的精准自动检测定位,有效解决了工件在焊接过程中因检测与定位而产生的各种误差,提高了焊接精度和焊接的定位准确度。最后验证了本装置控制系统设备本身固有的抗干扰问题。
关键词:自动焊机;PIN脚;SOLIDWORKS;伺服控制
Design of PIN Automatic Welding Machine Based on SOLIDWORKS
Hou Bolin1,Zhu Guorong2
(1.City College of Huizhou,Huizhou,Guangdong 516025,China;2.Guangdong Aode Precision Machinery Limited Company,Huizhou,Guangdong 516001,China)
Abstract:PIN welding technology is widely used in automotive electronics,3C products,office electronics and small household appliances.It has the characteristics of a wide variety of products and a wide range of applications.At present,the degree of automation of the welding process is generally not high,and the labor intensity of production workers is high,the working conditions are poor,and the output and efficiency are low.Based on SOLIDWORKS software platform,the technology,structural characteristics and basic working principle of a new type of automatic welding machine that could be truly applied to automatic welding and PIN pin welding were designed and developed,replacing a large number of traditional manual welding operations and improving the working efficiency.The main structure of the set of automatic welding machine device consists of unloading,loading mechanism,argon arc welding mechanism,performance testing and analysis mechanism,automatic removal mechanism of defective welding parts and other mechanisms.The system used foreign advanced servo automatic positioning control system to achieve accurate automatic detection and positioning of the turntable,effectively solving various errors that affect the detection and positioning of workpieces in the welding process.The welding accuracy and positioning accuracy were improved.The inherent anti-interference problem of the control system equipment of the device was verified.
Key words:automatic welding machine;PIN;SOLIDWORKS;servo control
0引言
随着我国汽车电子、3C产品、办公电子和家用小电器制造技术不断进步,对电子元器件制造质量、精度、寿命有了更高更精准的要求,而产品价格、产品质量、使用寿命、焊接质量是产品销量的关键因素。针对PIN脚焊接自动化程度不高、劳动强度大、工作条件差、生产效率低等不足,本文根据客户的要求设计开发了一款基于SOLIDWORKS的PIN脚自动焊机。
PIN脚自动焊机架的外形设计是采用不同于现在国内外常用到的悬挂式、立柱式等结构形式设计,而是采用的国内目前使用得较多的龙门式结构设计[1]。张郭勇[2]在一个基于SOLIDWORKS平台开发针对各种工业产品结构上使用的一些典型工业零部件来实现其个性化需求的设计实现技术展开和大量的研究,提出来构建一种面向工业零部件设计的个性化需求的个性化设计实现新技术方案体系框架和各种新技术实现方法;在氩弧焊接机构结构上借鉴了丁卫松[3]针对手工钨极氩弧焊工艺中采用手动机械操作的送丝劳动强度仍然偏大,技术要求又比较过高,材料资源浪费等这些突出问题,利用世界先进焊接机械原理技术以及通过对适合我国目前传统技术的现代手工氩弧焊的操作中,需要采用对手动机械送丝方法等问题进行的一定深度的再改进以及技术创新,利用新型技术研制出一种基于手工氩弧焊熔丝接焊工艺的新型自动焊接和送丝连接机构,实用灵活、维护方便,大幅度降低焊接劳动强度,提高焊接质量以及大幅降低焊接操作者安全系数,减少焊材资源消耗等优势。在焊接工艺方面,参考了薛松柏[4]从国内外现代通用微电子技术的焊接及工艺、焊接应用技术、焊接新材料、焊接应用材料工艺等方面系统详尽地阐述及探讨当代国内外的微电子材料与焊接应用材料技术领域及其研究发展演变历程特征及典型应用。
在性能检测机构设计环节,参考了陈功[5]基于LED技术应用在电子产品自动光学快速检测系统AOI检测系统上的研究及应用,提出了应用电子产品自动快速光学快速检测AOI系统提升降低了电子产品检测的整体质量问题和成本、满足PCB板检测的可靠性要求。借鉴了高堂盼[6]基于机器视觉的锂电池极耳焊接缺陷检测技术研究与分析文中提出针对锂电池极耳在焊接工艺中所产生的极耳翻折、焊点不足以及焊破等缺陷问题,提出机器视觉对极耳的焊接缺陷进行识别与检测。冯广智等[7]激光焊接应用于紫外LED气密性封装文中针对紫外LED激光气密性封装焊接工艺技术进行攻关,结合多年自主研发激光封焊设备、LED封装材料和激光焊接工艺开发的经验,对紫外LED激光气密性封装关键技术进行了研究。
因此本PIN脚自动焊机的设计基于SOLIDWORKS对PIN脚自动焊机的整体结构及主要零部件进行设计、参数优化、动作节拍进行仿真实验、生产模拟等环节,最终通过样机的组装调试、样件生产等环节达到预期效果,获得客户的一致好评,本文设计的PIN脚自动焊机整体结构如图1所示。
1 PIN脚自动焊机设计原理
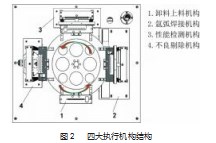
PIN脚自动焊机整体结构主要有卸料上料机构、氩弧焊接机构、性能检测机构、不良剔除机构等机构构成,以及电机、变速机构、伏焊机构、转盘、电机、分格器、机架、伺服机构、PLC及相应的自动化控制系统组成[8]等主要零件组成;焊机的主要动作是通过卸料上料工位、氩弧焊接工位、性能检测工位、不良剔除工位等4个工位实现产品的PIN脚的自动焊接。
设计中,氩弧焊接机构中的感应模式选择至关重要,在参考了王龙腾[9]基于高频涡流模式下的高效率电烙铁应用研究中提出优化的电磁感应模式应用电子元器件时焊接加热时间明显缩短,加热效率显著提高,本文优先选择氩弧焊的质量好、效率高、变形小、材料适应性广等优点。设计中在自动化方面,本文参考了合肥工业大学[10]2010年研制开发了性价比优良的单臂和双臂数控自动焊接机,替代工厂原有的手工焊接方式,焊缝光滑饱满,优于手工焊缝,大大提高了企业效益,改善工人的工作环境和劳动强度。吴凯等[11]焊接机械装备中的一种多自由度、伺服控制焊件变位机械设计中通过分析汽车燃油管自动化装配生产线焊件变位机械的功能,设计出一种多自由度、伺服控制的焊件变位机,对于设计开发多功能、多种类的焊接变位机有一定的参考意义。
本文设计的PIN脚自动焊机基于变速机构及伺服机构、PLC等数字化控制实现精准控制,利用传感技术实现精准到位信号,从而实现焊接整体速度、效率的提升。李俊颖等[12]基于FPGA的永磁同步电机伺服控制系统设计文中为了研究与实现高性能的永磁同步电机(PMSM)伺服控制系统,设计了基于FPGA的伺服控制方案,实验验证了系统的可行性,并且具有较好的位置精度和动态性能。为了产品能迅速提高车间现场产品焊接与生产操作质量、降低岗位员工产品焊接质量和生产工作劳动强度、实现车间生产线全程自动化连续作业生产等,根据目前广大焊机客户提出的产品要求而特别研制生产而研制出了一款具有新型模块化设计原理的专门的适用于焊接生产的3C认证产品等安全环保产品焊机系列的PIN脚自动焊机,该系列焊机产品除了具有产品整机结构外形比较简洁紧凑、使用与维护简单效率价格比极较高等特点的产品特点,并且还能够充分地保证了产品的焊接质量。
2主要部件结构及动作执行机构
PIN脚自动焊机整体设计的主要机构由卸料上料机构1、氩弧焊接机构2、性能检测机构3、不良剔除机构4等机构组成。如图2所示。动作过程:卸料上料工位、氩弧焊接工位、性能检测工位、不良剔除工位4个工位实现PIN脚的自动焊接。自动焊接原理:通过感应线圈实现焊接,本设备感应线圈焊接是10件一组,转盘为4工位分度盘,转动驱动时间约0.5 s,停留工作时间大于或等于2.5 s。动作完成后通过系统自动计数,HMI显示产量、计数效率等。
2.1卸料上料机构
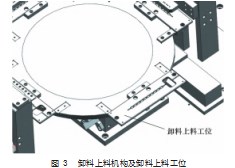
卸料上料机构主要由定位板、产品卡槽、支撑板、传感器等结构组成;PIN脚自动焊机的卸料上料机构工作原理是人工卸料与上料时,卸料上料机构左右两侧安装光栅传感器进行安全检测,转盘停止,此工序是进行安装工件或卸载工件,同时系统设置有计时装置,防止人为长时间停留在此工位而影响设备运转导致产能下降。如图3所示。其工序为第一步是整串取下焊接好成品,第二步是放入串好的半成品,人手离开,触动继续运转指令。
本文设计的PIN脚自动焊接机基于变速机构及伺服机构、PLC等数字化控制实现精准控制,利用传感技术实现精准到位信号,从而实现PIN脚的自动焊接整体速度、效率的提升。
在检测中充分利用了光栅式传感器的高精度、大量程测量兼有高分辨力、可实现动态测量、具有较强的抗干扰能力等特点。
2.2氩弧焊接机构
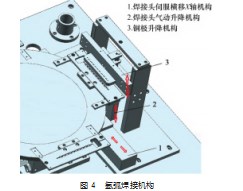
如图4所示。PIN脚自动焊机的氩弧焊接机构主要有焊接头伺服横移X轴机构1、焊接头气动升降机构2、铜极升降机构3等机构组成;焊接工作过程是焊接工位根据转盘工位到位信号,检测半成品串,无物料则不动作,有物料则启动焊接流程:(1)铜极升降机构下降,使铜极紧贴产品焊接PIN脚;(2)焊接头气动升降机构上升,离PIN脚另一端0.5 mm距离(此距离可根据实际产品要求调节)使钨针到达产品焊接位置;(3)焊接头伺服横移X轴机构驱动附在上的钨针在产品串上按顺序移动并启动焊接PIN脚,此机构有2组钨针头同时焊接,移动5次即可完成产品串共10个产品焊接。完成焊接任务后该机构立即归位,随后发送完成信号给转盘,该机构复位,等待下一次焊接循环。
2.3性能检测机构
PIN脚自动焊机的性能检测机构主要由10组检测头升降机构(图5)、检测系统等结构组成,其工作流程:当检测工位根据转盘工位到位信号,启动检测流程,首先10组检测头同时下降,到位后启动检测程序,延时2 s,等待测试仪检测结果,分10个变量存储,并把检测结果反馈到控制系统,控制系统发出指令,进入不良剔除工位流程,转盘转动时转移到不良剔除工位,完成检测后,检测头上升回位,返回完成信号给转盘,等待下一次检测循环。
2.4不良剔除机构
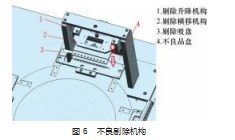
PIN脚自动焊机的不良剔除机构(图6)主要由剔除升降机构2、剔除横移机构3、剔除吸盘4、不良品盒等机构组成。
其工作流程是不良剔除工位根据转盘工位到位信号,接收该组产品检测结果,不良数等于0不启动剔除流程,不良数在1~10之间启动剔除流程:10组剔除吸盘头同时下降,下降到位后,根据检测不良结果启动相应吸盘电磁阀,把相应不良品吸住,负压到位后延时0.1 s,剔除机构升起,升起到位横移退出,到不良品盒上方,解除真空,破真空0.5 s,把不良品完全调入不良品盒里,完成剔除后,剔除头横移回位,返回完成信号给转盘,等待下一次焊接循环,同时统计不良品数量,良品产出数量,生产效率等。
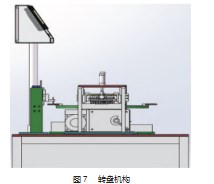
转盘机构(图7)是通过电机及伺服机构、齿轮机构带动转盘按照传感器到位信号及PLC设置的间隔时间实现精准控制、系统优化控制系统实现效率的提升。
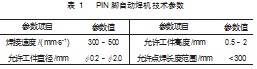
3自动焊机整机技术参数
基于以上主要机构及参数设计,根据客户需求,调整优化确定设备的技术参数如表1所示。
4验证性试验
通过样机的初步调试、焊接试验,结果如图8示。实验基于图中的数据显示自动焊机样机的焊接速度是300~500 mm/s,而手工焊接速度一般低于90 mm/s,人工焊接速度远远低于样机焊接速度,对比数据显示自动焊机能够明显减轻工人的劳动强度,提高工作效率。
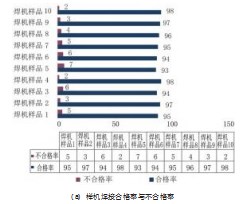
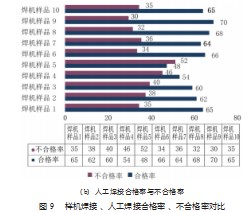
实验基于图9的数据可以得出自动焊机样机焊接10种样品,每种样品的合格率为93%~98%,合格率较高,优化后平均合格率提高98%及以上且焊接质量相对稳定;而对比普通人工焊接对相同10种样品的焊接合格率为60%左右,明显合格率偏低且焊接质量波动较大、稳定性较差。
5结束语
该系统性价比高,结构紧凑、工作可靠、安装和接线简单,易操作且控制精度高,设计了焊接面底部从而使得焊接强光不会照射至操作人员眼睛等创新点,该系统焊接参数可调节从而保证稳定的焊接质量,减少人为因素造成焊接质量等不合格等缺陷。
应用于实际结果显示本设备基于触摸屏进行人机交互,PLC逻辑脉冲控制,抗干扰能力强,操作简单,维护调试方便,通过大数据汇总设备的各种状态信息、报警信息、生产数据等信息。采用自动焊机焊接PIN脚减轻工人劳动强度,提高工作效率,生产效率由原来1人焊接一个产品3 s到应用此设备一个产品只需要0.3 s,生产效率提高了1 000%。
参考文献:
[1]王洪光.实用焊接工艺手册[M].北京:化学工业出版社,2014.
[2]张郭勇.基于SolidWorks的产品零部件个性化设计[J].新技术新工艺,2016(2):30-33.
[3]丁卫松,丁澄洋,张龙财.手工钨极氩弧焊自动送丝枪的研制[J].中国金属通报,2020(5):128-129.
[4]杨万国,张林,薛涛.手工氩弧焊机半自动改造电控方案[J].电焊机,2016,46(2):65-68.
[5]陈功等.基于LED技术在自动光学检测AOI系统的研究应用[J].电子世界,2014(7):25.
[6]高堂盼.基于机器视觉的锂电池极耳焊接缺陷检测技术研究与分析[J].机电工程技术,2021,50(7):187-190.
[7]冯广智,叶言明,沈华明,等.激光焊接应用于紫外LED气密性封装[J].机电工程技术,2021,50(12):97-100.
[8]薛松柏.微电子焊接技术[M].北京:机械工业出版社,2012.
[9]王龙腾.基于高频涡流模式的高效率电烙铁的研究与设计[D].延吉:延边大学,2015.
[10]合肥工业大学.数控自动焊接机[Z].2010.
[11]吴凯,沈立红.焊接机械装备中的一种多自由度、伺服控制焊件变位机械设计[J].机床与液压,2004(10):210-211.
[12]李俊颖,杨志军,邝俊澎.基于FPGA的永磁同步电机伺服控制系统设计[J].机电工程技术,2021,50(9):30-32.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/51534.html