SCI论文(www.lunwensci.com):
摘要:为解决不锈钢锅胆在传统加工过程中的粉尘污染和质量缺陷,同时解决传统磨抛行业用工难的突出问题,介绍了不锈钢锅胆机器人磨抛生产线,其采用两种锅胆磨抛机和砂带机的不同组合配置,通过机器人自动连续完成12道磨抛工序,自动实现不锈钢锅胆打磨抛光,作业过程表面接触压力恒定,避免作业表面受热损伤;作业过程不需要人工参与,通过中央吸尘系统把环境管理提高到全新的水平。它既能够提高生产效率和表面质量一致性,又能够实现环境无粉尘污染和保证工人健康,为不锈钢锅胆的不规则曲面的打磨抛光提供了最佳的技术保障。测试结果表明:生产线加工节拍每60 s完成2件产品,所有打磨抛光表面的质量均达到电镀前的质量要求,产品无变形,一致性好。
关键词:机器人;锅胆;磨抛;生产线
A Stainless Steel Pot Bile of the Robot Grinding and Throw Production Line
Fang Wang
(Guangdong Boke CNC Machinery Co.,Ltd.,Zhuhai,Guangdong 519175,China)
Abstract:In order to solve the dust pollution and quality defects of stainless steel pot liner in the traditional processing process,the stainless steel pan liner robot was introduced,which adopted two kinds of pot liner mill throwing machine and sanded belt machine to automatically complete 12 grinding processes of stainless steel pan liner,constant contacted pressure and heat damage,and improved environmental management to a new level through the central vacuum suction system.It can not only improve the production efficiency and surface quality consistency,but also can achieve no dust pollution and ensure the health of workers,providing the best technical support for the irregular surface polishing of stainless steel pan tank.The test results show that 2 products are completed every 60 s,the quality of all polished surfaces meets the quality requirements before electroplating,and the products have no deformation and good consistency.
Key words:robot;pot bile;grinding and throwing;production line
0引言
不锈钢锅是一种家庭消费品,花样繁多,不仅市场需求量很大,而且也是我国出口的大宗商品。在不锈钢锅胆的加工过程中,其表面质量必须达到镜面要求,无抛光波浪纹和过热烧伤等缺陷,所有锅胆打磨抛光表面的质量均应达到电镀前的质量要求。目前的加工方法都是采用人工打磨抛光方式,采用多工位流水线的作业模式,造成产品表面质量一致性差,工人劳动强度大,始终处在粉尘污染环境中,对人体造成严重伤害。
因此,本文提出采用机器人磨抛生产线,正是为解决该行业痛点。生产线是在人工多工位流水线的工艺基础上研发的,通过配置机器人系统、打磨抛光机构、传感技术、打磨抛光系统软件等,实现了复杂形状工件打磨抛光的自动化,特别适合于恶劣环境下、多品种、大批量的柔性生产,能够提高产品质量,提高生产效率。机器人抛光打磨直接的作用就是可以将人从工作环境中替换出来,对改善劳动条件和产品的快速更新换代起着十分重要的作用。
对于广大制造业中小企业而言,市场的外部环境要求其要遵循订单批次的生产模式。相比抛光打磨的一些专机而言,机器人打磨的应用更具柔性。机器人应用只需要相应工装夹具做调整,其设备本体不需要特别改动,编辑并调用相应的程序命令就可做到更新切换,可以明显地缩短产品更新换代周期,减少相应的设备投入,因此机器人磨抛生产线受到中小企业的欢迎。同时助力企业实现智能化、柔性化、绿色化发展基础上,提供有力的技术支撑[1-3]。
1机器人磨抛生产线组成
机器人磨抛生产线设计方案的主要关键技术:表面处理加工工艺流程分配与相应的应用程序编程;生产线设备必须适应多品种、多规格不锈钢锅加工要求,能实现抛光轮磨损的自动补偿;其磨抛工具磨损轴向和径向补偿功能保持表面接触压力恒定;在连续柔性打磨抛光过程中,保证磨抛工件表面均匀、光亮和一致性好;电控系统各自独立,且具有与输送带或者送料台通讯接口,可实现生产线的自动同步连续生产[4-9]。
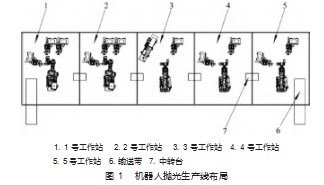
不锈钢锅胆磨抛生产线由5个工作站组成,包括1号工作站、2号工作站、3号工作站、4号工作站和5号工作站,如图1所示;采用12工位流水线的作业模式,在不同的工作站内设备配套不同的磨抛工具,处理不锈钢锅胆内外不同的部位,先后完成工12道加工工序;每台工作站由打磨或抛光机头、机器人、输送带或者送料台、一体化真空夹具、抛光蜡、吸尘系统、电控系统和外罩等零部件组成。
加工方式由机器人一次抓取两件不锈钢锅胆,在打磨抛光设备上进行打磨、抛光,机器人抓取送料台上的不锈钢锅胆,利用工作站内部配套的不同设备,进行不同部位的打磨抛光。当前一道工序的工作站完成了不锈钢锅胆某部位的打磨、抛光后,机器人把不锈钢锅胆摆放至输送带或者中转台上,由输送带或者中转台完成工作站间的半成品传输。
1.1工作站构成
(1)1号工作站
1号工作站的机器人和A型锅胆磨抛机,配套三角形千叶轮,打磨锅胆内底;机器人和B型锅胆磨抛机,配套千叶轮打磨锅内壁;机器人和B型锅胆磨抛机,配套尼龙轮,打磨锅内翻边。其中,机器人末端执行器与一体化真空夹具连接,一体化真空夹具包含有两个相同的內磨抛夹具;磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。
(2)2号工作站
2号工作站的机器人和A型锅胆磨抛机,配套三角形麻轮,抛光锅胆内底;机器人和B型锅胆磨抛机,配套多片麻轮,抛光锅内壁;机器人和B型锅胆磨抛机,配套单片油麻轮,抛光锅内翻边。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的內磨抛夹具;磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。
(3)3号工作站
3号工作站的机器人和砂带机,配套砂带,打磨锅外壁;机器人和B型锅胆磨抛机,配套千叶轮,打磨锅外翻边。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的外磨抛夹具;可同时加工两个工件相同的部位。
(4)4号工作站
4号工作站的机器人和B型锅胆磨抛机,配套单片油麻轮,抛光锅外翻边;机器人和B型锅胆磨抛机,配套多片油麻轮,抛光锅外壁、锅外底。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的外磨抛夹具,可同时加工两个工件相同的部位。
(5)5号工作站
5号工作站的机器人和B型锅胆磨抛机,配套多片油麻轮,抛光锅外壁、锅外底;机器人和B型锅胆磨抛机,配套布轮,清光锅外部。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的外磨抛夹具,可同时加工两个工件相同的部位。
(6)A型锅胆磨抛机
A型锅胆磨抛机,采用上下两个工位的叠层式布局,每个工位包括底座、磨抛光电机、打磨抛光轮及其快速更换组件、吸尘斗,还有用于保证轴向恒压力打磨抛光的气缸。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的內磨抛夹具;磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。
(7)B型锅胆磨抛机
B型锅胆磨抛机,采用上下两个工位的叠层式布局,每个工位包括底座、磨抛光电机、打磨抛光轮及其快速更换组件、吸尘斗,还有用于保证径向恒压力打磨抛光的气缸。其中,机器人末端执行器与一体化真空双工位夹具主体连接,一体化真空夹具包含有两个相同的內(外)磨抛夹具;磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。
(8)磨抛夹具
磨抛夹具经真空发生器与压缩空气连接,可同时加工两个工件相同的部位。一体化真空双工位夹具主体包括有:主体安装底座、与机器人连接法兰、驱动电机、减速机、轴承座与连接轴、两个大小伞齿轮组件和两个中空气缸组成。其中,夹具主体与机器人末端执行器连接,两个相同的內(外)磨抛夹具分别装入两个中空气缸并气夹紧,驱动电机经连接轴-大小伞齿轮组件带动两个相同的不锈钢锅胆旋转。
(9)电气控制系统
电气控制系统结构包括1号工作站、2号工作站、3号工作站、4号工作站和5号工作站的设备各自独立的电控系统,且具有与输送带或者送料台通讯接口,可实现生产线的自动同步连续生产。此外,还有输送带或者送料台、外罩防护和吸尘系统的电控单元。
1.2生产线工艺流程
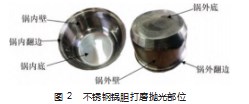
不锈钢锅胆打磨抛光部位,如图2所示。
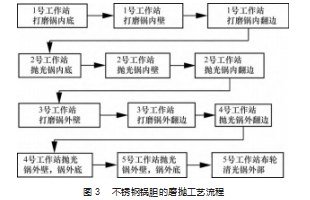
机器人磨抛生产线工作过程中由12道工艺组成,如图3所示。1号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹内磨抛夹具,然后通过所述第一轴向A型锅胆磨抛机、三角形千叶轮和机器人配合,实现了锅胆内底的打磨工序,继而通过千叶轮、第一径向B型锅胆磨抛机和机器人配合,实现了锅内壁的打磨工序,最后通过尼龙轮、第二径向B型锅胆磨抛机和机器人配合,实现了锅内翻边的打磨工序[10-12]。
2号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹内磨抛夹具,然后通过所述三角形麻轮、第二轴向A型锅胆磨抛机和机器人配合,实现了抛光锅胆内底的工序,继而通过多片麻轮、第三径向B型锅胆磨抛机和机器人配合,实现了抛光锅内壁的工序,最后通过单片油麻轮、第四径向B型锅胆磨抛机和机器人配合,实现了抛光锅内翻边的工序。
3号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹外磨抛夹具,继而通过所述砂带机和机器人配合,实现了打磨锅外壁及锅外底的工序,然后通过千叶轮、第五径向B型锅胆磨抛机和机器人配合,实现了打磨锅外翻边的工序。
4号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹外磨抛夹具,然后通过所述单片油麻轮、第六径向B型锅胆磨抛机和机器人配合,实现了抛光锅外翻边的工序,继而通过多片油麻轮、第三轴向A型锅胆磨抛机和机器人配合,实现了抛光锅外壁、锅外底的工序。
5号工作站中,通过在机器人的末端执行器上,连接一体化真空夹具,装夹外磨抛夹具,进而通过多片油麻轮、第七径向B型锅胆磨抛机和机器人配合,实现了抛光锅外壁、锅外底的工序,继而通过布轮、第八径向B型锅胆磨抛机和机器人配合,实现了清光锅外部的工序。
2测试与结果分析
通过生产线的测试,验证了工艺流程的正确性和机器人自动化磨抛的可行性,生产线加工节拍每60 s完成2件产品,减少工人12人,所有不锈钢锅胆表面的质量均达到电镀前的质量要求,满足了客户的要求,也达到了设计目标。结果也表明,打磨抛光过程必须具有力的反馈控制机构和抛光轮的自动补偿,确保不锈钢锅胆抛光质量的稳定;机器人对压力的控制,既能够防止意外发生,也能够保护机器人本身和工件;锅磨机轴向和径向补偿功能,能够保持表面接触压力恒定,避免不锈钢锅胆表面受热损伤。
测试过程中,采用了千叶轮,它是集砂带磨削和柔性研磨于一体的工具,能够实现高效率的磨抛加工,实现不锈钢锅胆拉伸条纹和氧化皮的去除。在切换不同规格的不锈钢锅胆进行磨抛,只需要更换夹具,编辑并调用相应的程序即可完成,明显缩短更换周期。
3结束语
通过上述的分析,机器人磨抛生产线一定程度上提高了不锈钢锅胆磨抛行业的效率,对实际生产具有十分重要的指导意义。随着科技和信息技术的飞速发展,自动化的打磨抛光技术将得到大规模的应用,利用机器人的灵活性和柔性,解决自动化上下料、视觉识别、视觉检测并降低人员需求;配合信息技术,实行加工数据收集、整理、分析以及进一步发展成为工业互联网,可以极大提高磨抛的自动化、智能化程度;通过工业互联网技术,实现远程控制及下载优化工艺软件,最终提高生产效率,增强企业的核心竞争力,实现产业体系向智能化、柔性化、绿色化发展。
参考文献:
[1]徐造坤.不锈钢薄壁材料工件自动化机械抛光技术研究及工艺优化[D].武汉:华中科技大学,2012.
[2]普亚松,王鸿钧,江洁,等.工业机器人在抛光工艺中的应用[J].科技创新导报,2018(29):42-43.
[3]葛桂林,腾扬刚.机器人进行不锈钢锅三自由度抛光打磨工艺设计[J].农业装备与车辆工程,2019(8):56-58.
[4]黄云,黄智.现代砂带磨削技术及工程应用[M].重庆:重庆大学出版社,2009.
[5]朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社,2018.
[6]李伯民,赵波.现代磨削技术[M].北京:机械工业出版社,2003.[7]李异.金属表面抛光技术[M].北京:化学工业出版社,2006.
[8]王淼,杨宜民,李凯格,等.抛光打磨机器人智能控制系统研究与开发[J].组合机床与自动化加工技术,2015(12):94-96.
[9]卢世来,黄露高.机器人打磨设备与多轴打磨机床的对比分析[J].机械工业标准化与质量,2017(4):51-53.
[10]崔一辉,负超,李成群,等.基于复杂曲面加工的机器人砂带磨削系统的设计及其试验分析[J].中国机械工程,2009,20(10):1144-1154.
[11]李宝膺,华丽,石占先.不锈钢抛光工艺与磨具选择[J].金刚石与磨料磨具工程,2007,160(4):72-74.
[12]赵兴科,王中,郑玉峰,等.抛光技术现状[J].表面技术,2000,29(2):6-7.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/50157.html