SCI论文(www.lunwensci.com):
摘 要 :在工厂实际生产过程中,一些冲击性负荷的使用将会给系统带来很多电能质量问题,比如,焊网机在工作时就会产生 大量的谐波不仅会影响系统的稳定和生产线产品的生产,也会产生大量冲击性无功使得系统的功率因数降低。本文主要以具体 生产线为例, 提出混合无功补偿装置原理及其参数计算, 最后通过应用在实际生产线中得出此方案是实际可行的。
关键词 :混合无功补偿装置 ;谐波 ;功率因数
1 钢筋焊网生产线现场工况
焊网机的生产线通常有焊网机、轧机和矫切机等设备构成。 在焊网机工作时不仅会产生大量的谐波影响系统的稳定和生产 线产品的生产,也会产生大量冲击性无功使得系统的功率因数 降低。安徽某钢筋焊网生产线由 10kV单电源供电,经三台变压 器降压为 0.4kV 配电系统供电,这里以容量为 1250kVA 的 1# 变 压器为例。生产线供电系统如下图所示。
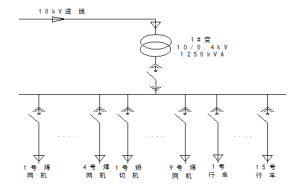
图 1 生产线供电系统图
当一号焊网机工作时,一次焊接分为两次点焊,每次点焊从 电流波形上来区分可以分为前期和后期。如下图所示, 当一号焊 网机工作时从电流波形上可以看出会产生大量谐波电流,通过 对焊网机电源谐波含量计算数据可知, 在焊接时, 主要产生3次、 5 次、7 次谐波。3 次谐波含量在 15.3%-18.6% 范围内,5 次谐波含 量在 6.2%-8.5%之间,7 次谐波含量在2.3%-3.4%之间。这里可以 看出 3 次与 5 次已经超出国家标准, 需要进行治理。
由于传统的无功补偿装置跟踪速度较慢,补偿精度低会 导致系统过补偿和欠补偿等问题。综合考虑该系统的实际情 况,需要对该系统同时进行无功补偿和谐波治理,故本文采用 SVG+FC 混合型无功补偿方案。
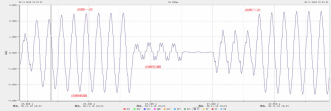
图 2 焊网机工作时电流波形图
2 SVG+FC原理
静止无功发生器(SVG)通过 IGBT 去控制H桥单元输出电 压的相位和幅值, 由此间接改变直流侧与电网电压差, 通过电抗 器向电网发出或者吸收无功, 从而实现无功补偿的目的。固定电 容补偿(FC)主要用于给系统提供容性无功功率补偿和对系统 中的谐波进行滤波。但是固定电容器补偿装置在系统空载或者 轻载时会形成欠补偿和过补偿,故采用 SVG 跟踪负载无功功率 的变化,实时改变输出补偿无功的大小,同时进行对FC 电容器 的投切。
3 SVG+FC等效模型
在混合无功补偿装置(SVG+FC)中,SVG 等效于与电网同 频率的电压源。当系统的电压超前电流次时系统呈感性,SVG 发出容性无功以抵消系统的感性无功功率,反之,SVG 发出感 性无功抵消系统容性无功功率。SVG+FC 等效原理图如下所示 :
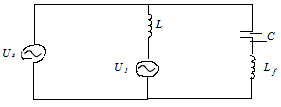
图 3 SVG+FC 系统等效原理图
上图中Us 为电网电压,UI 为 SVG 输出电压,L 是连接电感, C 为滤波电容器, Lf 为电抗器。根据电路图有如下等式 :
根据公式可得出以下结论 :
(1)当UI =US 时,IL=o,此时为空载运行模式,SVG 既不吸 收也不发出无功 ;
(2)当UI >US 时,IL<o,此时为超前电流,SVG 发出无功功 率,处于容性运行模式 ;
(3)当UI <US 时,IL>o,此时为滞后电流,SVG 吸收无功功 率,处于感性运行模式。
通过以上分析可以得出,若要控制 SVG 吸收或发出无功功 率,只要调节 SVG输出电压即可。
4 补偿装置的容量确定
无功补偿容量计算公式为 :

式中, P ——有功功率(kW) ;
K ——同时工作系数 ;
φ 1 ——为无功补偿前的功率因数角 ;
φ2 ——为无功补偿后的功率因数角。
由于每次焊接额时间很短,出现多台焊接机共同工作的概 率很小,故这里我们只讨论只有一台焊接机工作状态下的无功 补偿。利用PQ-box-200 电能质量测试仪在 1# 变压器低压侧测出 1号焊网机工作时瞬时数据(包括每个时刻有功功率、无功功率、 功率因数等) 处理后得出有功功率平均值为P=635.55kW, 功率因 数平均值为 cos(φ1)=0.76。取同时工作系数 K=0.9,按照功率因数 补偿到 cos(φ2)=0.95进行计算有 :
Q焊 = 635.55×0.9×(tanφ 1 - tanφ2)=301.14kVar
1# 变压器下其他负载(9 台矫切机和 15 台行车) 总功率为 P=532.5kW,取同时工作系数 K=0.9, 补偿前功率因数 cosφ1=0.8, 补偿后功率因数 cosφ2=0.95, 故有 :
Q矫 + Q行 = 532.5×0.9×(tanφ 1 - tanφ2)=201.91kVar 1# 变压器补偿的总的无功 Q 为 :
Q总 = Q焊 +Q矫 + Q行 =301.14+201.91=503.05kVar
5 滤波支路容量计算
单调谐滤波支路电容器最小容量计算公式如下所示 :
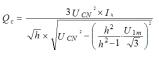
其中 :UCN 为电容器额定电压, 经计算取UCN =0.55kV ;h 为谐波次数,Ih 为h 次谐波电流有效值 ;U1m 为母线最高运行电压 (母线额定电压的 1.1 倍)。
对于3次滤波支路 :I3 =140A ;UCN =0.55kV ;U1m =1.1×0.38=0.418kV。 根据式,计算得QC3 =153.35kVar。
对于5次滤波支路 :I5 =104A ;UCN =0.55kV ;U1m =1.1×0.38=0.418kV。 根据式,计算得QC5 =86.3kVar。
故取 3 次谐波支路无功补偿容量为 167kVar ;5 次谐波支路 无功补偿容量为 96kVar, 则 FC 总的补偿容量为 263kVar, 因此 SVG 发出系统中剩余的无功,又 SVG 的输出容量要大于 FC 的 补偿容量(当系统中负荷减少或者无负荷时,FC 还继续发出容 性无功使系统功率因素减小,这时就需要 SVG 发出感性无功补 偿系统多余容性无功提高系统功率因素),最终将 SVG 的容量确 定为 ±400kVar。
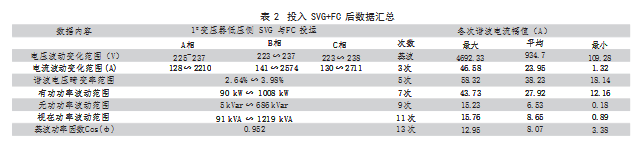
6 投入SVG+FC后效果分析
根据以上基础数据及数据曲线,可得出 1# 变压器低压侧电 能质量情况如下 :
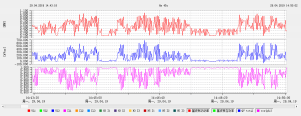
图 4 投入 SVG+FC 后有功、无功和功率因数图像
(1)电压波动幅度为 6% 小于 7% 的国家标准,电压总畸变 率为 3.98%, 小于国家标准 5% ;
(2)谐波电流I3 =23.95A, I5 =38.23A, I7 =27.92A, I11 =8.65A, 都在国家标准允许范围内 ;
(3)功率因数随负荷变化,有小幅波动,平均功率因数均保 持在 0.952 左右。
综上所述, 在焊网机系统加装混合无功补偿装置(SVG+FC) 对于冲击性负荷补偿效果非常显著。
参考文献
[1] 鄢家财 . 静止无功发生器(SVG) 的研究与应用 [D]. 兰州理工大学, 2011.
[2] 沈忱 . 钢筋焊网生产线动态无功补偿装置的研究与应用 [D]. 安徽工业大学, 2019.
[3] 吴玺泽 .SVG+FC 混合无功补偿装置的应用研究 [D]. 辽宁科技大学, 2013.
[4] 罗安,杨翠翠,马伏军 . 高压静止无功补偿器的设计与参数计算 [J]. 高电压技 术,2011,37(1):104-111.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/35582.html