SCI论文(www.lunwensci.com):
摘要:介绍了基于PLC的步进电动机运动控制技术,实现机械手精确的位置控制,满足工件定点搬运要求。详细介绍了机械手结构的基础上,重点阐述了机械手横轴和竖轴位置控制的PLC控制原理,设计了PLC控制步进电动机的硬件电路,包括PLC、步进电动机、步进驱动器的选择及其使用。分析了PLC高速脉冲控制方案,给出了脉冲数、脉冲频率等主要参数的计算方法,同时编写了相应PLC位置控制程序。用一台PLC控制两台步进电动机,通过滚珠丝杠副实现机械手横向和纵向直线运动,完成机械手伸缩半径和升降高度的精确定位,横向、纵向往复移动距离280 mm,位置精度±0.02 mm,在开环控制方式下达到较好的定位效果。
关键词:可编程控制器(PLC);步进电动机;机械手;位置控制
Application of PLC Control Stepper Motor in Manipulator
Wang Wenhong,Ren Juan,Jin Hao
(Shazhou Professional Institute of Technology,Zhangjiagang,Jiangsu 215600,China)
Abstract:The motion control technology of stepper motor based on PLC was introduced to realize the precise position control of the manipulator and meet the requirements of fixed-point handling of workpieces.Based on the detailed introduction of the structure of the manipulator,the PLC control principle of the horizontal axis and vertical axis position control of the manipulator was focused on,the hardware circuit of controlling the stepping motor with PLC was designed,including the selection and use of PLC,stepping motor and stepping driver.The PLC high-speed pulse control scheme was analyzed,the calculation methods of main parameters such as pulse number and pulse frequency were given,and the corresponding PLC position control program was compiled.Two stepper motors were controlled by one PLC.The horizontal and vertical linear motion of the manipulator was realized through the ball screw pair,and the precise positioning of the telescopic radius and lifting height of the manipulator was completed.The horizontal and vertical reciprocating distance was 280 mm,and the position accuracy was±0.02mm.Good positioning effect is achieved in the open-loop control mode.
Key words:Programmable Logic Controller(PLC);stepper motor;manipulator;position control
0引言
机械手是近几十年发展起来的一种高科技自动操作装置,完成抓取、搬运、装配、焊接、检测、码垛、上下料等,应用非常广泛,在自动化工厂随处可见。机械手能按程序完成精准的动作,依靠各自由度精确的位置控制。
步进电动机是一种用电脉冲控制运转的电动机,可以实现高精度的角度控制,由于可以用数字信号直接控制,因此很容易与微机相连接,是位置控制中不可缺少的执行装置[1]。
与步进电动机相连的微机常用的有单片机、可编程控制器(PLC)等[2]。单片机是嵌入式微控制器,结构小巧,成本低,比较灵活,通过程序来实现各控制功能。但单片机实现位置控制,需要二次开发,还要设计接口、驱动等外围电路,软件设计也较复杂,且系统的抗干扰性能不够好,可靠性并不高。
可编程控制器(PLC)是以微处理器为核心的工业控制装置,功能强大、可靠性高,通用性好,已广泛用于自动化控制的各个领域,是现代工业控制的支柱产品。PLC配合步进驱动器,并利用专用的脉冲控制指令,可以对步进电动机进行有效控制,到达位置的精确控制。与单片机控制系统相比,硬件设计更简单、软件编程更便捷,控制系统抗干扰能力也更好。
本文介绍PLC控制步进电动机,对机械手精确的位置控制,实现工件定点搬运功能。
1机械手结构
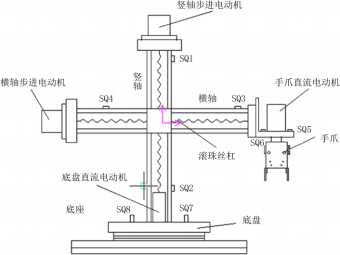
机械手由底盘、横轴、竖轴和手爪等组成,如图1所示。手爪是一手爪气缸,气控实现其夹紧和张开动作,手爪气缸安装在横轴上,由横轴步进电动机驱动可作水平伸缩运动,手爪在直流电动机驱动下可在一定范围(0°~270°)内回转;竖轴步进电动机驱动整个横轴作上下移动;整个机械手(横轴、竖轴和手爪)在底盘直流电动机驱动下可在一定范围内(0°~270°)的转动[3]。
图1机械手结构
为方便完成工件定点搬运,机械手在水平伸缩、上下升降、整体回转、手爪回转4个自由度上需精确定位。其中,机械手水平伸缩、上下升降的位置控制采用步进驱动方式。
2基于PLC的步进电动机位置控制系统
2.1控制原理
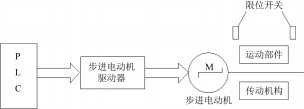
机械手水平伸缩和上下升降的位置控制采用PLC+步进驱动方式,其位置控制系统主要由PLC、步进驱动器、步进电动机、传动机构等组成。如图2所示,PLC为核心控制器,并输出脉冲信号;步进驱动器起放大信号(主要是电流)作用;步进电动机是执行电机;传动机构将步进电动机的旋转运动转变为直线运动[4]。在机械手系统中,PLC以一定的频率和方向发送脉冲信号,通过步进驱动器,使步进电动机以一定速度和方向,完成精确角位移,通过联轴器带动滚珠丝杠副,实现机械手的水平(或上下)直线位移,在横轴(或竖轴)两端加限位开关作终端保护。
图2步进电动机位置控制系统
2.2电气硬件设计
可编程控制器控制步进电动机,PLC必须选择晶体管输出型,有高速脉冲输出功能。选松下FP1-C16T,输入点8点(X0~X7),输出点8点(Y0~Y7),脉冲频率高达10 kHz,同时可以输出两路高速脉冲[5],分别控制横轴步进电动机和竖轴步进电动机。其中,Y0接步进脉冲信号,Y2接方向信号,Y0和Y2配合完成横轴控制;同理,Y1接步进脉冲信号,Y3接方向信号,Y1和Y3配合完成竖轴控制。
根据负载的大小,同时为满足机械手系统中横轴和竖轴的定位精度要求,选二相混合式步进电动机,型号42BYG250C,主要参数:步距角0.9°/1.8°,相电流1.5 A,额定转矩0.54 N·m,按八拍工作方式,通电方式是A—AB—B—B(-A)—(-A)—(-A)(-B)—(-B)—(-B)A—A的次序轮流通电[6]。
步进驱动器与步进电动机配合决定了步进驱动系统的运行性能,本系统选用森创两相混合式步进细分驱动器,型号SH-20403,主要参数:工作电源10 V-40 VDC,最大3 A输出电流,最大64细分[7]。为提高步进电动机的控制精度,并使步进驱动系统达到良好的运行性能,驱动器需完成细分设置和输出电流设置。第一,细分设置,细分实质是拆分步距角,利用驱动器上拨位开关的SW1、SW2、SW3三位可组合出7种的细分模式。在满足被控对象控制精度要求的前提下,同时考虑系统频率允许,合理选择细分数[8],本系统驱动器选择2细分模式,SW1、SW2、SW3分别为ON、OFF、OFF。第二,电流设置,利用驱动器上拨位开关SW5、SW6、SW7三位可组合出8种的输出电流,以配合不同的步进电动机使用。驱动器动态电流的设定一般取决于负载及加速转矩,若太小,电机将带不动负载,出现堵转;若太大,电机过热易烧坏且噪音大。在保证速度和力矩下,为了延长步进驱动系统的使用寿命,驱动器输出电流设定与步进电动机额定相电流相当或略低一些[2]。本机械手步进驱动电流设置为1.5 A,SW5、SW6、SW7分别为ON、OFF、ON。
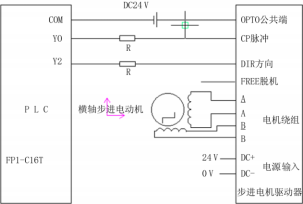 图 3 PLC 控制步进电动机电气接线图
图 3 PLC 控制步进电动机电气接线图
以PLC控制机械手横轴为例,PLC与步进电动机的接线图如图3所示[9],PLC输出端COM接DC24V负极,驱动器OPTO公共端接DC24 V正极,PLC输出端Y0串分压电阻R(2 kΩ)接驱动器CP步进脉冲信号,PLC输出端Y2串分压电阻R(2 kΩ)接驱动器DIR方向电平信号,FREE脱机信号悬空不接;步进电动机上4根接线(A+、A-、B+、B-)直接和驱动器(A+、A-、B+、B-)相连;驱动器电源输入DC24 V。
2.3 PLC软件设计
在机械手系统,机械手水平伸缩和上下升降的位置精确控制由PLC控制步进电动机来实现,PLC程序中脉冲数,决定步进电动机转角;PLC程序中脉冲频率,决定步进电动机转速;PLC程序中方向信号决定步进电动机转动方向。
2.3.1步进电动机位置控制
机械手系统中,PLC控制步进电动机转动,由滚珠丝杠副实现机械手横向(或纵向)直线移动,其移动距离L(mm)与PLC发出脉冲数N之间的关系为:
L=

(1)
式中:P为滚珠丝杠螺距,P=4 mm;θ为步进电动机步距角,θ=0.9°;m为步进驱动器细分数,m=2。
应用中,根据机械手横轴(或竖轴)实际所要移动距离,按公式可以方便地计算出PLC编程中重要参数——脉冲数。
2.3.2步进电动机速度控制
机械手系统中,PLC控制步进电动机转动,由滚珠丝杠副实现机械手横向(或纵向)直线移动,其移动速度(mm/s)与PLC发出脉冲频率f之间的关系为:
式中:P为滚珠丝杠螺距,P=4 mm;Zr为步进电动机转子齿数,Zr=50;K为步进电动机运行拍数,K=8。
应用中,根据机械手横轴(或竖轴)实际所需移动速度,按公式可以方便地计算出PLC编程中重要参数——脉冲频率(运行频率)。
步进电动机从静止开始起动,需克服惯性转矩,电动机能响应且不失步,起动频率一般较低,然后逐渐加速到所需的运行频率。当电动机从运行频率到停止时,为防止位置过冲现象,先减速再停止。因此,步进电动机的速度按“起动-升频-稳频-降频-停止”的过程,呈梯形速度特性。
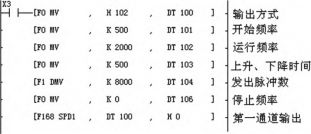
2.3.3步进电动机PLC程序设计
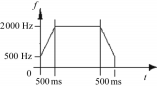
为配合步进电动机运动控制,实现位置和速度控制要求,松下FP1 PLC有专用的高速脉冲输出指令,脉冲输出指令需设定控制代码(输出方式)、初始速度(起动频率、开始频率)、最大速度(运行频率)、加(减)时间、目标值5个参数。以机械手横轴步进电动机定位控制为例,为了能快速平稳地起停、运行,运行参数确定如下:起动频率为500 Hz,运行频率为2 000 Hz,频率上升、下降时间为500 ms,脉冲数为8 000个,PLC程序如图4a)所示[10],当输入条件满足时,功能指令F0(MV)或F1(DMV)完成控制参数的赋值,F168(SPD1)位置控制指令从Y0输出脉冲8 000个,完成横轴步进电动机位移40 mm,运行速度20 mm/s,图4(b)为其运行速度f/t图。
(a)速度与位置控制梯形图
(b)运行速度f/t图
图4速度与位置控制梯形图及运行速度f/t图
3结束语
步进电动机具有较好的位置精度和运动重复性、微机控制方便等诸多优点。应用PLC控制步进电动,配合步进驱动器,通过合理设置细分和输出电流,有效保证控制精度和运行效果;PLC程序中应用专用的位置控制指令,通过修改参数,有效进行速度控制,达到精确位置控制要求。
在本文设计的机械手中,用一台PLC控制两台步进电动机,通过滚珠丝杠副实现机械手横向和纵向直线运动,完成机械手伸缩半径和升降高度的精确定位,横向、纵向往复移动距离280 mm,位置精度±0.02 mm,实现了在开环控制方式下达到较好的定位效果。
参考文献:
[1]冯细香.机电一体化概论[M].北京:人民邮电出版社,2013.
[2]韩红.基于PLC控制的步进电动机运行参数选择[J].船电技术,2016(4):54-56.
[3]王文红,秦艳,郭琳.四自由度机械手PLC控制[J].新技术新工艺,2013(5):4.
[4]常斗南.PLC运动控制实例及解析(松下)[M].北京:机械工业出版社,2010.
[5]高伟增,徐君鹏.松下PLC编程与应用[M].北京:机械工业出版社,2015.
[6]李全利.运动控制技术应用设计与实践(松下)[M].北京:机械工业出版社,2010.
[7].邸静研.PLC控制步进电机的接线和编程[J].电子世界,2017(3):183-185.
[8]段树华.基于PLC的步进电机控制技术[J].河北农机,2021(16):39-40.
[9]刘水平,杨寿智.基于PLC与步进电机的教学型机械手系统设计[J].自动化技术与应用,2014(4):103-106.
[10]宋明学.基于松下PLC脉冲控制机械手系统的设计[J].机电工程技术,2010(9):37-39.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/44772.html