SCI论文(www.lunwensci.com)
摘 要:通常企业必须先获取实体产品,才能对产品的质量和建造过程进行检查,而这意味着成本和风险的增加,本文利 用数字孪生模型来解决这个问题。运用自动化设备的数字化建模和开发技术,实现产品开发过程的可预测性,节约大量调试时 间和物料成本。本文通过 Tecnomatix 产线仿真系统, 将工业机器人与自动化生产设备进行工艺规划, 实现以虚拟方式开发、 仿真和调试机器人和其他自动化制造系统,减少了大量编程时间,还减少大量的实际调试次数和时间,提高了整个工艺开发过 程的效率。本仿真系统实现整个货物工业产线的步骤可控性、可视性,同时利用好中转台从而真实模拟产线进行连续不断的进 行生产,将大大提高了实际生产中的效率。
关键词:数字孪生,产线仿真,数字化建模
Simulation Design of Digital Intelligent Production Line Based on Teamcenter Process Simulator
ZHOU Baochang1.2. QIU Weiyuan1. XIE Zhiyang1.2
(1.Heyuan Polytechnic, Heyuan Guangdong 517000;2.Heyuan Industrial Robot Technology Application Engineering Technology Research Center, Heyuan Guangdong 517000)
【Abstract】: Usually, enterprises must obtain physical products before they can check the quality and construction process of products, which means the increase of cost and risk. This paper uses digital twin model to solve this problem. The digital modeling and development technology of automatic equipment is used to realize the predictability of product development process and save a lot of debugging time and material cost. In this paper, through Tecnomatix production line simulation system, industrial robots and automatic production equipment are planned to realize the virtual development, simulation and debugging of robots and other automatic manufacturing systems, which reduces a lot of programming time, reduces a lot of actual debugging times and time, and improves the efficiency of the whole process development process. This simulation system realizes the controllability and visibility of the steps of the entire goods industrial production line. At the same time, the real simulation production line can be continuously produced by using the good middle turntable, which will greatly improve the efficiency in the actual production.
【Key words】: digital twins;production line simulation;digital modeling
0 引言
数字化智能工业产线实现了从一块物料胚,到实现产品原材料搬运、加工、加工检测、产品包装、与产品储存的全过程都由一条生产线智能完成。同时在产线控制端还集成了物料仓状态实时检测、原物料生成与消 失的自动控制、面对空物料仓位时能够自动跳过空仓位 搬运位置等功能,根据设计最终完成小型智能制造生 产线 [1]。
1 系统总体设计
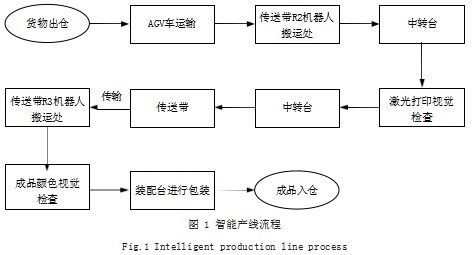
本智能制造生产线以纪念币智能产线为例,本产线 共分为 7 个部分,分别为货物出仓、AGV 车搬运、传 送带运输、中转台、激光打印视觉检测台、产品装配 台、货物入仓组成。货物出仓负责将货物搬运至 AGV 车处, AGV 车搬运将货物运输至传送带进行进一步的 加工。传送带运输将物料运输至不同工位进行加工。中 转台将传送带的物料进行暂存。激光打印视觉检测台负 责将货物进行激光打印完成产品设计,随后进行激光打 印后的视觉检测。产品装配台将加工好的成品进行包 装,在包装前还将对金币颜色进行区分,并将检测信号 发送至产品入仓工作区。
产品入仓接收到产品装配完成信息,并根据视觉检 测信息将完成的产品分类入仓,最终完成整个产品的加 工与存放过程,详细智能产线过程如图 1 所示。
2 工业产线的设计思路
工业产线控制设计依靠 Process Simulate 软件、S7- PLCSIM Advanced V3.0 软件、TIA Portal 软件进行设计 和仿真。首先工业仿真的常用软件进行工作进行“分配”, Process Simulate 软件是虚拟仿真平台, 而 TIA Portal 在人机交互界面实现流程可视化,首先是确认软件所负 责的工作, 由 Process Simulate 软件负责虚拟仿真和 部分信号控制减轻 TIA Portal 控制负担,同时设置必 要的信号逻辑控制,减少编程量。PLCSIM Advanced 软件主要作为 TIA Portal 与 Process Simulate 通信的桥 梁,并作为虚拟 PLC 仓储程序 [2]。TIA Portal 则主要作 为大脑进行控制,并提供控制界面。
3 工业产线仿真的实现过程
3.1 Process Simulate 虚拟仿真设计
(1)通讯连接,创建虚拟仿真 PLC,使用 Process Simulate 连接虚拟 PLC, 并配置 PLCSIM Advanced 连 接参数,设置连接属性,显示外部连接有效后即完成了 Process Simulate 端的通讯设置。同时对 TIA Portal V15.0 通讯设置,进行连接 PLC[3]。
(2)运动学设置,运动学编辑器是对模型结构进行 仿真的运动学设定,设置三维模型的移动关节、旋转关 节,通过设置运动学编辑器三维模型就能如同实物动 作,区别于 NX 不需要再次设置其物料属性,且只需要 设置需要进行动作的物体或设备。
(3)仿真路径设置,仿真路径设置指仿真设备运动 路径或机器人运动路径,在工业产线需要设置的仿真路 径主要是机器人路径与对象流操作。
以机器人对货物出仓搬运的路径设置,为 AGV 车 运输路径、传送带物料搬运路径等对象流操作设置。完 成了产线运动学与仿真路径设置,设置完成的路径呈虚 线样。详细路径效果如图 2 所示。
(4) 传感器创建, 主要创建类型为光电传感器, 在 整个产线均使用光电传感器作为物料到位检测、设备到位检测, 主要传感器有中转台检测 B 传感器 1 和 2、中 转台检测硬币 C 传感器 1 和 2、传送带处检测 AVG 车 到位传感器、传送带 1 检测 B 物料到位传感器、AGV 车处检测物料到位传感器、传送带升降气缸检测 D 物 料到位传感器 1 和 2 以及若干个物料架传感器。
(5) 信号创建,工业仿真信号的创建主要由 Process Simulate 控件菜单下创建,创建后的信号将直接出现 在信号查看器中。创建后的信号选择 PLC 连接,所以 Process Simulate 所创建的信号, 均为 PLC 所控制, 外部连接选择创建虚拟 PLC 实例名,如表 1 所示为控 制信号。
(6)Process Simulate 信号逻辑设置, 信号逻辑控制主要分 4 部分,物料架物料流控制、物料流控制、机 械控制以及机器人控制。
物料架物料流控制主要负责对物料架的生成与消失 进行控制,以及物料架信号的转译,如表 2 所示为物料 架物料流控制信号。
物料流控制逻辑信号模块主要负责对传送带物料的 生成与消失,中转台的生成与消失、装配台的生成与消 失以及转译进行控制,如表 3 所示为局部的物料流控制 信号列表。
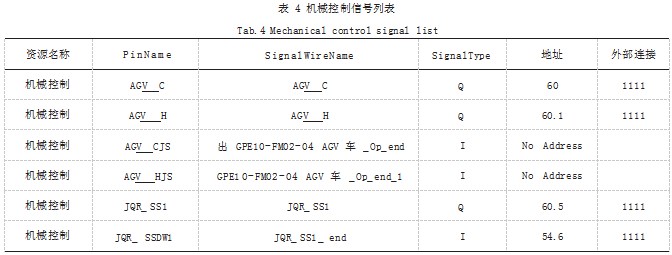
机械控制逻辑信号模块主要负责对传送带物料的升 降气缸、固定气缸、激光打印视觉检测模块等进行控 制,如表 4 所示为机械控制信号列表。
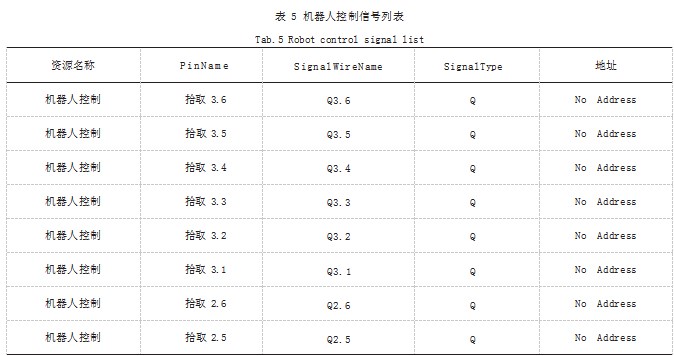
机器人逻辑信号模块主要负责对机器人搬运路径、 物料拾取判断、机器人起始信号的转译等进行控制,如 表 5 所示为机器人控制信号列表。
3.2 TIA Portal 主要编程设计
3.2.1 主要程序设计
编程部分主要分以下 9 部分进行控制, 分别是搬运 顺序、复位、AGV 往返、R2 搬运、激光打印视觉检测、 R3 搬运、放置顺序、继电器以及轴控制 [4]。
其中搬运顺序负责对货物出仓时的顺序判断,实现 程序判断物料仓是否有物料、以及搬运的顺序,利用物 料架创建的传感器进行判断物料的有无,同时利用中转 站处 R2 机器人的结束信号作为搬运下一物料的信号触 发进行设计。复位程序用于将程序仿真中的各类程序计 算数据、程序流程码、轴位置数据回零等进行相应复位控制。AGV 往返程序以搬运放置结束信号作为 AGV 车 的启动信号,结合光电传感器从而实现 AGV 车自主往 返运输。R2 搬运和 R3 搬运程序通过升降气缸升降信 号与光电传感器信号作为机器人搬运的动作信号,从而 实现机器人搬运往返动作。激光打印视觉检测程序是运 用博图软件内的轴工艺功能,完成纪念币打印与视觉检 测过程。放置顺序利用物料架处的光电传感器,实时感 应物料状态后反馈至机器人形成闭环控制,从而实现物 料搬运与储存控制。继电器是添加继电器从而实现对气 缸、激光打印视觉检测台的升降、移动、定位引起的线 圈冲突问题。轴控制是通过博图软件工艺模块实现对 X 轴、Y 轴的位置控制。
3.2.2 HMI 人机交互界面
根据信号控制的设置进行控制界面的设计,控制界 面实现效果如图 3 所示。由物料状态显示当前物料架物 料情况,开关控制整个产线的电源开关,直至安全确认 后,智能工业仿真产线才会进行启动。
4 仿真测试
在 PLC 编程和虚拟仿真设计下,进行仿真测试。
(1) 先进行信号测试, 在进行控制测试时,需要为 所控制信号是否控制对应设备,随后为控制信号赋予地 址。
(2) 仿真测试。导入信号后进入 Process Simulate 模拟环境中,然后打开仿真面板强制信号,逐步进行仿 真测试。
1) 进入 Process Simulate 工作界面开始仿真, 随后将程序下载至虚拟 PLC 打开程序监控。并将 HMI 进 行虚拟仿真用于进行控制整个产线的生产过程与实时 状态 ;
2)点击“原物料生成”此时物料架上的信号将一 次性填充完毕 ;
3)设置激光打印视觉检测的速度,依次点击开始 与安全确认,设置激光打印视觉检测的速度 ;
4) 最后结果发现 Process Simulate 工作界面中货 物在有序的进行生产。
5 结论
基于 Tecnomatix 的数字化智能生产线设计与研究 系统项目的成功完成,提升生产效率,已经利用了本项 目技术为企业进行产品全自动化生产线升级与改造,为 企业及社会创造巨大经济效益。
本产线仿真系统以企业数据管理平台的数据为基础 进行机器人的自动化编程、仿真和调试,提高了整个工艺开发过程的效率。通过解决虚拟环境中的虚拟模型与 实际模型的同步动作问题和需解决实际的 PLC 信号控 制虚拟生产线和实际生产线的同步动作问题之后,并保 证其可靠性,实现整个产线持续时间久和自动化程度高, 大大提升生产速度,可有效提高了生产效率 3 ~ 5 倍。
参考文献
[1] 熊隽,陈运军,陈林.基于多机器人的智能生产线仿真设计[J]. 机床与液压,2020.48(15):66-71.
[2] 崔久好.基于Process Simulate在物料智能分拣系统中的应 用[J].中阿科技论坛(中英文),2022(2):108-112.
[3] 朱文华,陶涵,蔡宝,等.基于Process Simulate的工业机器人 信息物理融合系统[J].制造技术与机床,2022(2):9-13.
[4] 李俊良.基于数字化测量的智能制造生产线控制系统设计与 实现[J]. 自动化与信息工程,2018.39(6):7-10+14.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jisuanjilunwen/54634.html