SCI论文(www.lunwensci.com):
摘要:螺纹加工在数控车床中的应用非常普遍,但是对于不同系统的车床螺纹加工的指令也不尽相同,以SINUMERIK 808D系统数控车床为例,本文用不同的编程指令分别对直螺纹和锥螺纹加工加以分析和探讨,对螺纹加工提出了自己的一些见解。
关键词:螺纹加工指令;直螺纹;锥螺纹;数控编程
本文引用格式:李红娟等.浅谈螺纹加工指令在SINUMERIK 808D系统数控车床中的应用[J].教育现代化,2019,6(72):253-255.
随着工业的进步,机械制造业也得到了飞速的发展,数控加工的应用也更加广泛。以前普通车床是螺纹加工的主要设备,但是随着对加工精度和加工效率要求的提高,普通车床已经不足以满足当前社会的需求。况且用普通车床加工螺纹时,还要根据螺距的不同来调整进给箱,对于特殊螺距的螺纹,甚至还要对交换齿轮箱的交换齿轮进行计算,同时还要求操作人员要具有熟练的操作技能,才能加工出合格的螺纹。现在,利用数控车床加工螺纹,可以通过加工指令或者设置指令参数的方式完成加工操作。这不但降低了操作人员的劳动强度,而且加工精度、加工质量和效率都有很大的提高。下面以SINUMERIK 808D系统数控车床为例,用两种螺纹加工指令分别对直螺纹和螺纹进行编程,研究其使用方法。
一 螺纹加工编程指令的介绍
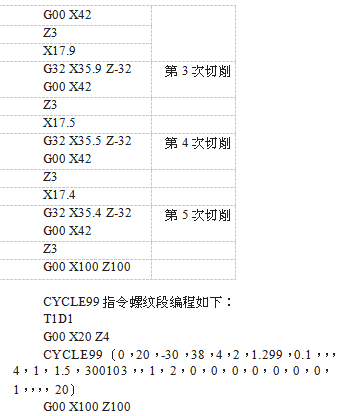
SINUMERIK 808D系统数控车床中,螺纹加工指令有等螺距螺纹切削指令G32和螺纹切削循环指令CYCLE99。G32指令属于ISO编程指令格式,若想使用,必须要用G291指令打开启用功能。然而CYCLE99指令是西门子自带的螺纹循环加工指令,只需要设置相关的参加即可,不需要输入过多的程序,编程简单且容易操作。
(一)G32指令
指令格式如下:
G32 X(U)__Z(W)__F__
指令说明:
X(U)__Z(W)螺纹终点坐标值,F为导程(螺纹头数×螺距)
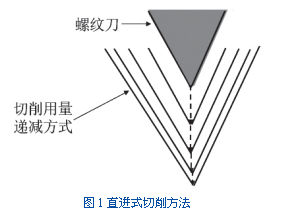
指令功能:单行程螺纹切削,可加工直螺纹、锥螺纹、端面螺纹。并且G32指令属于直进式(径向进刀)切削方法,切削深度一般遵循递减原则。如下图1所示:
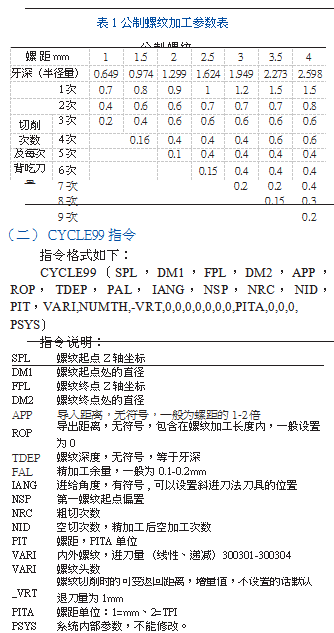
直进法加工时两侧刃同时切削,比较大的切削力很容易造成刀刃磨损,并且排屑困难。所以大螺距螺纹加工时,牙深很深,更容易磨损刀刃,这样加工出来等等螺纹时不符合加工要求的。但是直进法也有其优点,加工出的螺纹牙形精度比较高,对于小螺距螺纹的加工有重要意思。螺纹加工通常根据螺距和牙深来设置切削次数和每次进刀量。如表1所示:
指令功能:CYCLE99指令属于螺纹循环加工指令,可加工直螺纹、锥螺纹、端面螺纹、螺纹链等。其可以选择进刀方式,即可直进(IANG=0,以垂直于切削方向的角度进刀。),又可斜进(IANG>0,沿着后侧齿面进刀。<0,沿前面齿面进刀),还可以选择切削用量(VARI切削方式:=300101平均分配牙深、300103以递减方式分配)。CYCLE99指令可适用于不同螺距的螺纹加工,使用方便,可以根据螺距和牙深来选择进刀方式,对于大螺距螺纹可采用斜进法和切削深度递减方式。如图2所示:对于小螺距螺纹加工或者加工材料的硬度强度较低时,可选用直进法。如图3所示:
二 螺纹数控加工编程指令的应用
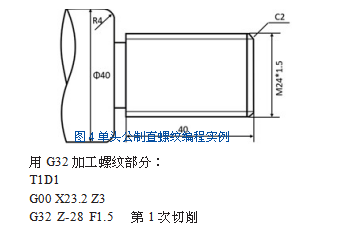
(一)直螺纹
如图1所示:
材料:Φ50mm尼龙棒刀具:16 ER AG60
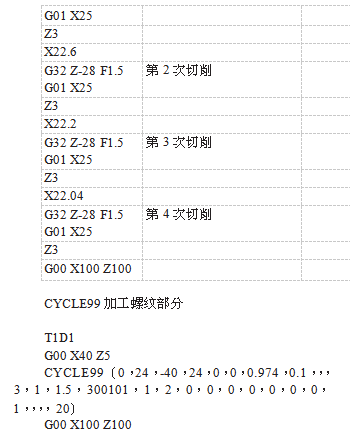
螺纹分析:公制单头直螺纹;公称直径为24mm;螺距L=1.5;牙深=0.974(牙深=0.6495*螺距)小=22.04mm(小径=公称直径-2*牙深)。由于螺纹牙深比较深,根据递减规律可分为四次进刀。每次背吃刀量分别为0.8mm、0.6mm、0.4mm、0.16mm。分别用G32指令和CYCLE99指令来编写下图程序
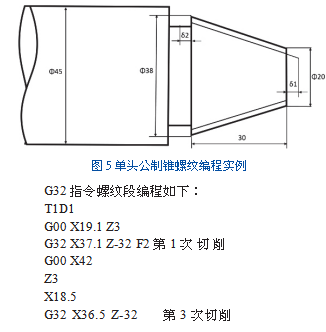
(二)锥形螺纹
如图2所示:
单头公制锥螺纹,螺距L=2,牙深=1.3,导入距离δ1=4mm,导出距离δ2=2mm由于牙深太深,根据递减原理可分5次切削,0.9mm、0.6mm、0.6mm、0.4mm、0.1mm。
三 结论
SINUMERIK 808D系统数控车床对直螺纹和锥形螺纹编程中,我们可以看出,不同类型的螺纹用同样的编程方法,程序相差不大。就像用G32指令加工螺距相同的直螺纹和锥螺纹时,只有终点坐标值不同(直螺纹只需输入Z轴坐标,但是锥螺纹需要输入X、Z两轴的坐标值),其他程序基本不变。但是不同编程方法编制同一螺纹时,编程方法就差别很大,G32指令加工螺纹比较繁琐,需要计算每次的切深,并且编程复杂,一条螺纹指令只能加工一次。但是CYCLE99指令不一样,只要输入相关的参数,不仅能简化程序,还免去计算每次进刀深度,更容易被人们所接受。所以SINUMERIK 808D系统数控车床螺纹加工一般用CYCLE99指令来加工螺纹。
参考文献
[1]王志平.数控编程与操作[M].北京:高等教育出版社,2005.
[2]徐建高.数控车削编程与考级[M]].北京:化学工业出版社,2004.
[3]刘力健,牟盛勇.数控加工编程及操作[M].北京:清华大学出版社,2007.
[4]关熊飞.数控机床与编程技术[M].北京:清华大学出版社,2006.
[5]穆宁.机械螺纹类零件的数控机床加工技术探讨[J].中国新技术新产品,2016,(18):69-70.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jiaoyulunwen/28388.html