摘要:步进式冷床作为无缝钢管生产线中冷热区的中间设备,需要实现多种排布和运动方式冷却不同规格钢管,基于PLC和多传变频装置的自动化系统可以满足多种复杂运动模式的需求,在此基础上还可以添加由现场检测元件和视觉识别系统组成的智能控制系统,使用GRAPH语言完成冷床运行流程的控制,增加设备运行稳定性;HMI人机界面实现对设备和钢管的实时监控,利于生产管理;在传统设备的基础上增加视觉和算法组成的智能化系统,能有效对冷床上的钢管进行识别和记录,辅助钢管识别和物料跟踪,符合智能制造的要求。
关键词:步进式冷床,PLC,自动化控制,智能化
步进式冷床是无缝钢管生产中的重要设备之一,一般位于减径机和管排锯之间。作为最常用的钢管冷却设备,步进式冷床能够使钢管旋转步进或原地踏步,均匀冷却的同时也能使其保持平直,便于之后的锯切或其他操作。基于PLC控制系统和变频传动装置的自动化系统能对不同规格和不同配置的冷床进行高效精确的控制,使其满足多种工况下的钢管冷却工序并能对设备进行全流程管理。
1传动系统
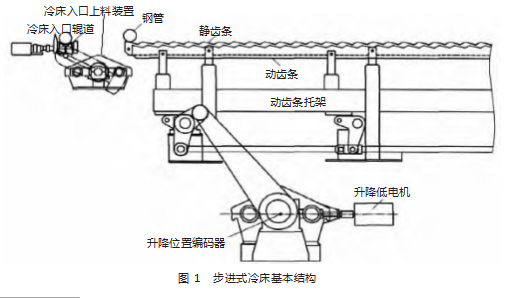
步进式冷床的基本结构如图1所示,传动系统主要由输入输出辊道,本体升降装置,下料回转臂组成。传动装置使用西门子SINAMICS系列,动态要求较高的升降及回转臂电机采用S120多传动调速方案,辊道电机可配置更经济的G120或国产变频器进行控制,可以在实现同等控制精度的条件下节省大量成本。升降电机及下料回转臂频繁下落及制动会产生大量动能,需配置足够的制动电阻[1],制动功率按变频器功率的50%计算,可满足能量释放需求,提高设备响应速度;控制方式选择带增量编码器的矢量控制,可显著提高电机转速控制精度,降低目标值与实际值的动态误差,使速度动态曲线更平滑。
配置多台升降电机的机组需要在传动系统中对电机设定主从功能来实现前后轴的同步,常规采用转矩主从控制来完成,但在实际使用中由于钢管在冷床的单侧进行排布的情况较多,可能会造成前后轴转矩相同而转速不同导致出现传动轴偏轴甚至断裂的情况发生[2]。
通过在升降电机上配置速度编码器进行闭环控制,使用转速同步方式使从电机跟随主电机转速运行,使前后电机转速保持绝对同步,避免同轴不同速带来的设备损坏,而且可以节省从电机的增量编码器配置,降低成本。在此控制方式下,能够使升降电机旋转一周的时间控制在15s内,同时满足高精度和快节奏的控制需求。
2自动化系统
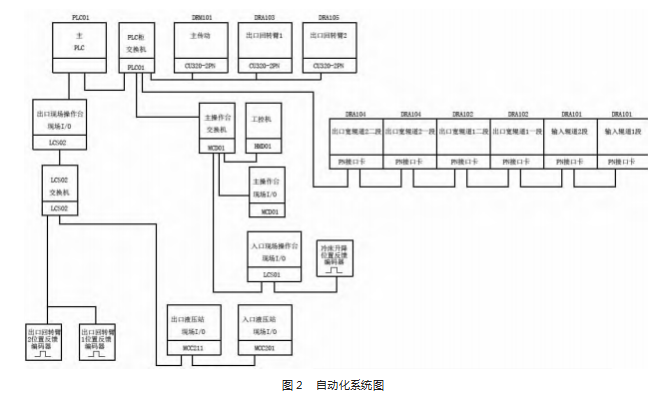
根据冷床控制需求,选择西门子1513系列作为主控制器,如果有多网段通讯需求,可选择1515系列或增加通讯模块,从站采用ET200MP接口模块,可自由搭配数字量和模拟量输入输出模块,变频器、编码器等分布式元件采用Profinet网络接入,如图2所示,可根据现场情况选择星型或串型网络连接,必要时可以选择环网配置,保证高效稳定的数据传输。
自动化控制离不开可靠的现场检测。根据钢管的不同状态选择不同类型的检测元件,在入口辊道安装按辊道数量配置的热检,实现辊道的自动启动、减速和停止,冷床第一齿安装热检或接近开关来检测冷床上料并启动冷床运行,末齿及下料倒臂处安装光电开关用来启动下料工序,出口宽辊道安装镜反射光电开关,用来启动辊道将钢管向排管据方向运输,多种检测手段共同使用完成冷床上的钢管检测和设备自动控制,并实现设备动作的联锁保护。
冷床升降电机和下料回转臂电机的运行角度检测采用绝对值编码器进行测量,优势在于数据准确,便于清零,经过程序简单处理即能精准直观地反应设备当前位置,并按角度范围进行快慢速转换控制,实现钢管的轻抬起、快运输、慢落下,避免运输过程中对钢管产生损伤。同时在设备原位安装接近开关,作为编码器清零的指示位以及在故障或死机时的保险措施,防止编码器失效时设备失控引起事故[3]。
步进、踏步和下料倒臂装置配置比例阀,能够对油缸进行调速控制,但是由于负载较重及设备动作频繁,对输出电流直接给定会带来较大的冲击,长此以往容易引起设备损坏。通过程序中对输出电流采用斜坡给定,并对不同的油缸工况采用不同的斜率,使设备能更平滑地完成速度变化,有效避免阶跃给定引起的设备动作变化不连贯问题,减少液压冲击,延长易损件使用寿命。
由于冷床每个运行周期都是流程式动作,因此程序中使用GRAPH程序进行功能控制,在设备自检判断各检测元件正常,冷床处于初始状态后,执行升降电机上升→步进/踏步缸动作→升降电机下降→步进/踏步缸返回的循环,完成冷床周期运行。GRAPH程序能以图形形式显示流程运行,高效简洁地对冷床动作进行控制,实时显示当前步骤,减少使用梯形图编程的繁琐,如图3所示。
冷床通过移送和踏步两种基础动作可以实现多种输送模式,常见的有连续步进,连续踏步,有料时步进,无料时踏步,通过控制多段辊道的停止时间可以实现不同的排布方式,一般为单排布料或双排布料,在此基础上可以组合出隔齿布料,交错布料等模式;针对不同管径,不同长度的钢管,操作人员可以根据现场需要自行选择,满足多规格生产工况的需要。
3人机界面
上位机界面使用WINCC软件在工业控制计算机上编写,通过以太网与PLC进行数据交换,画面上对操作人员开放部分参数接口,如辊道速度、下料钢管组排数量等,方便根据现场生产情况进行调整,并对电机的速度电流转矩等参数,流体系统的状态进行监测,实时反映检测元件状态以及网络中各从站的网络状态,以此为基础可以制作出钢管和设备运动的动态画面,直观清晰地体现出整个设备的实时状态,在出现问题时系统实时报警并记录,通知现场人员处理。
上位机还具备数据记录和报警记录系统,通过软件控件对PLC内的变量进行监控,并绘制成曲线,能对阶段时间内的生产和设备数据进行分析,掌握生产节奏和产量,并在出现故障时及时判断故障类型,按时间段记录故障次数,满足精细化生产的需要。
此外,通过在现场操作台上安装触摸屏,直接连接在IO从站上与PLC进行数据交换来显示程序中的数据,在生产观察或者现场检修时可以显示设备状态,能使现场人员实时监控现场设备动作和电气参数,更直观地对设备进行调整,减少安全事故出现概率。
4智能化
未来智能制造的比重会越来越多,通过物料跟踪和数字孪生等手段对钢管进行全流程生产管理。冷床上的智能化也是其中重要的一部分,由于冷床上钢管密度大、数量多,且检测元件相对较少,对钢管的追踪比较困难,可以通过以下方法来综合判断。
4.1软件处理
将各项实际参数整合发送至二级系统,冷床本体机构的动作和现场检测信号通过软件处理后生成一套现场设备的数字孪生系统,跟随实际设备动作而动作,并能实时显示冷床上钢管数量。每支坯料在进入加热炉时会分配一个独有编号,在入炉前通过相机拍摄记录并存入数据库,热生产工序中通过现场检测元件来对钢管进行跟踪和识别,在冷床检测到有钢管进入后,从数据库中按顺序调出编号赋予当前钢管,冷床下料后经过锯切产生数量变化后贴标打包入库,完成全生产流程跟踪。
4.2视觉识别
在冷床上方架设摄像机,根据现场冷床的尺寸配置摄像机数量,全面对冷床上的钢管进行拍摄。由一级自动化发送的冷床运行周期信号进行拍摄时机判断,之后在软件中进行识别和统计钢管数量,防止现场检测元件出现差错造成的统计错误,引起设备干涉或损坏;尤其是下料后的组排阶段,因为冷床可能存在掉管以及宽辊道输送过程中掉队的情况,需要在钢管运输路径上连续架设摄像机进行无间断覆盖,实现全流程监控和追踪。
以上两种手段共同使用,不仅能确保生产安全,还能最大程度地对冷床上的钢管进行精准统计和编号,更方便地满足工厂生产管理需要,减少冗余工序。
5结语
冷床作为无缝钢管生产线上将钢管降温的重要设备,控制系统采用标准传动装置及PLC进行控制,采用GRAPH语言编写顺控程序,方便直观地对电机和油缸进行控制,PROFINET网络提供了高效稳定的网络连接,保证了电气系统的正常工作。未来,智能化是必然的发展方向,通过软件和视觉相配合,能够对现场工况完成还原,达到智能制造的目标。
参考文献
[1]闫文秀.无缝钢管步进式冷床的控制系统[J].钢管,2013,42(4):71-74.
[2]魏昊,王成,张本彤,等.无缝钢管齿条步进式冷床传动系统的设计计算[J].钢管,2019,48(3):33-35.
[3]吕业.2段步进式冷床自动控制系统[J].河南科技,2019(7):74-75.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/79902.html