摘要:环卫车依赖环卫刷对路面进行清洁,环卫刷由扁钢丝嵌入塑料圆盘构成。扁钢丝的质量是影响环卫刷性能的重要因素,目前,圆钢丝轧扁是制备高精度扁钢丝的主要生产方法之一。随着对公路环保性要求不断提高,环卫刷用扁钢丝的质量要求也进一步提高。然而目前国内研究解决企业扁钢丝生产效率低、质量难以精确控制的文章罕有发表,因此,本研究旨在针对扁钢丝生产线存在的问题,设计一种高精度的自动控制与调节系统,以提高扁钢丝生产效率和产品质量,实现产品生产自动化与标准化,提高企业重型清扫器生产技术的核心竞争力。
关键词:高精度扁钢丝,自动控制系统,系统设计
环卫刷是环卫行业中的一种工具,主要用于清扫、洗刷、除尘等工作。环卫行业是指城市环境卫生管理领域,包括城市道路清扫、垃圾清运、公共场所卫生保洁等工作。随着机械的现代化,环卫机械技能不断更新开展,环卫刷的市场应用更加广泛。目前的环卫车辆主要包括垃圾车、抽粪车、扫路机、水车、除雪机械等,城市的快速发展带动了环卫刷市场需求发展。目前,环卫刷应用在环保业的机械中,环卫机械现已逐渐代替了最原始的人工打扫,2014年中国环卫刷行业产值为11.93亿元,2018年为16.49亿元,同比2017年增长了7.77%。
扁钢丝主要生产方式有两种:一种是将经热轧或者冷轧后的宽钢带纵剪得到扁钢丝,另一种是将一定规格圆截面钢丝通过轧扁压制成型[1]。目前,采用纵剪宽带钢生产扁钢丝的工艺较为普遍,但是对于生产高精度扁钢丝,采用圆钢丝压扁工艺轧制成型具有显著优点:首先,简化扁钢丝生产工艺,一次成型,降低生产成本;其次,钢丝轧扁后边缘呈圆弧状,毛刺、开裂等一般钢丝常见的缺陷情况较少出现,且在较大拉力下也不易出现裂纹等失效源;再次,经圆钢丝压扁轧制成的扁钢丝具有较高的抗拉强度、塑性和深冲性能;最后,平直度好,钢带尺寸精度高,外形美观[2]。因此,利用圆钢丝轧扁制成扁钢丝比利用纵剪工艺得到的扁钢丝生产成本低、尺寸精确以及综合性能更好,圆钢丝轧扁工艺也具有更广阔的市场前景。
1高精度扁钢丝需求分析
1.1生产工艺流程及特点
高精度扁钢丝生产线的工艺流程包括原料准备、热轧、冷拉、酸洗、抛光及切割等环节。具体而言,扁钢丝的生产由冶炼原料、熔铸、轧制、拉制和抛光等一系列流程组成。在这个过程中,原材料要经过高温加热达到熔化状态,然后通过模具轧制成扁钢丝的原始形态,再通过拉制和抛光来实现要求的精度和表面质量[3]。这些流程的完成离不开各个生产环节的自动控制系统。在高精度扁钢丝的生产过程中,需要进行较为复杂的控制,涉及温度、变形和表面质量的控制等[4]。同时,由于扁钢丝生产过程中容易受到外界环境的干扰,因此需要系统稳定性要求较高的自动控制系统来确保生产质量。
1.2功能需求
高精度扁钢丝生产线自动控制系统的功能需求主要包括对生产过程的实时监测、控制和调节,以确保产品精度、稳定性和安全性。首先,针对生产线的自动控制需求,需要具备对生产过程中各项参数的实时监测和反馈功能,包括线速度、张力、温度、厚度等[5]。其次,系统需要能够根据生产要求实时调整设备的工作状态和参数,包括实现对扁钢丝的张力、厚度和形状的自动控制和调节。此外,还需具备对各种故障和异常情况的自动检测和处理能力,以保证生产线的稳定运行和产品质量的稳定性[6]。另外,为了确保生产的安全性,系统需具备自动紧急停机和报警功能,能够在发生异常情况时及时进行处理和通知,以减少安全事故的发生概率。最后,系统的稳定性和可靠性也是功能需求的重要考量因素,需要具备良好的抗干扰能力和故障自恢复能力,以保证生产线的长期稳定运行和产品的稳定质量。在技术指标上,需要根据实际生产需求确定系统的控制精度、响应速度、可靠性指标等,以确保系统能够满足高精度扁钢丝生产的要求。同时,还需考虑系统的扩展性和兼容性,确保在将来生产需求的变化下仍能够进行灵活升级和扩展。
1.3系统稳定性与安全性
高精度扁钢丝生产线自动控制系统在稳定性方面的要求是该系统在工作过程中能够保持稳定的性能和运行状态,确保所生产的扁钢丝具有高精度和一致的质量。在生产过程中,系统应能够针对不同工况的变化,保持输出扁钢丝的准确尺寸和表面质量。这需要控制系统具备高性能的实时响应能力,可以及时调整生产参数和控制策略,以应对原材料性质的变化和生产设备的磨损。稳定性要求还涉及系统的抗干扰能力和抗噪声性能。在实际生产中,扁钢丝生产线还会受到外部环境因素的干扰,如温度变化、振动等,这会影响系统的稳定性和精度。
系统稳定性要求还包括对控制算法和参数的精确性要求。控制系统需要采用高精度的控制算法,能够准确地计算和调节控制参数,以确保扁钢丝的生产过程稳定可靠。同时,系统还需要具备对控制算法的自适应性和鲁棒性,能够在参数变化或系统结构变化时,保持系统的稳定性和性能。在实际生产中,控制系统可能会遇到各种故障和异常情况,如传感器故障、执行器损坏等,系统需要具备良好的自诊断能力,及时准确地识别故障并作出相应的处理,以保证生产线的稳定运行。同时,系统还需要具备一定的容错能力,能够在部分故障情况下继续保持系统的基本功能,以最大程度地减少故障对生产的影响。
1.4主要器件及选型
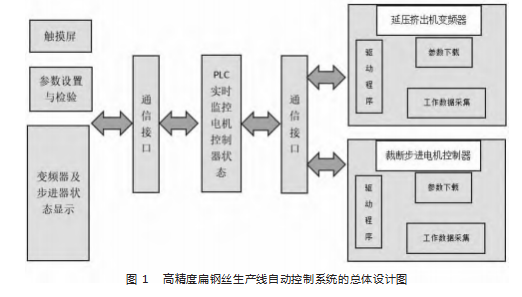
利用Modbus-RTU通信协议实现PLC与变频器的实时数据通信,结合生产线中对裁断用步进电机的控制,实现扁钢丝宽度及裁剪长度的灵活控制,总体设计如图1所示。
2自动控制系统硬件设计
2.1系统整体架构设计
设计高精度扁钢丝生产线自动控制系统的整体架构和模块划分,需要考虑到生产线的工艺流程和对自动控制系统的需求。首先,整体架构设计需要将自动控制系统划分为硬件部分和软件部分,在硬件部分中,需要确定主控制器、传感器、执行器以及通讯模块等各个部分之间的连接关系和数据交换方式。在软件部分,需要确定控制算法、人机交互界面以及系统的总体软件结构。首先,需要根据生产线的实际工艺流程确定整体架构的层次结构,包括控制单元、数据采集单元、执行单元和通信单元等模块,以满足生产线自动化控制的需求,其次,在硬件设计上,需依据生产线的特殊要求选用高精度、高稳定性的传感器和执行器,如压力传感器、温度传感器以及步进电机等,以确保系统的高精度和高稳定性。而在软件设计上,需根据自动控制系统的功能要求设计控制算法,如PID控制算法等,从而实现对扁钢丝生产线生产过程的实时监控和调控。
2.2传感器与执行器选择
传感器是自动控制系统中的重要组成部分,对于高精度扁钢丝生产线来说尤为重要。在传感器的选择上,需要考虑到其适应生产环境的能力、测量精度和稳定性等因素。在高精度扁钢丝生产线自动控制系统中,常用的传感器包括位移传感器、压力传感器、温度传感器等。对于位移传感器的选择,应考虑其测量范围是否满足工艺要求,精度是否高,对外界环境的抗干扰能力等;而对于压力传感器和温度传感器来说,则需要考虑其响应速度、稳定性和抗干扰能力等性能指标[7]。在选择传感器时,还需要考虑其与控制系统的兼容性,以确保传感器能够准确地将信号传递给控制系统,并确保系统的稳定性和可靠性。
另一方面,在高精度扁钢丝生产线自动控制系统中,执行器的选择同样至关重要。执行器是用来执行控制系统指令的装置,包括电动执行器、液压执行器等。在选择执行器时,首先需要考虑其输出力是否符合工艺要求,响应速度是否快等基本性能指标;同时还需要兼顾其稳定性、可靠性和耐用性等因素。另外,还需要考虑执行器与传感器、控制系统之间的协调性,以确保整个系统的协调运行。
2.3人机交互界面设计
对于高精度扁钢丝生产线自动控制系统的人机交互界面设计,首先需要考虑用户的操作需求和工作环境。在设计界面时,需充分考虑操作人员的视觉和操作习惯,采用直观、易懂的界面设计,确保操作人员能够迅速理解和掌握系统的操作方式。其次,在界面设计中需要充分考虑到生产线的实际工作情况和操作流程,将操作界面与生产线的实际运行情况充分结合,提高界面的实用性和适用性。界面设计要符合人体工程学原理,减少操作人员的操作疲劳感,提高工作效率。此外,在界面设计中还需要实现监控功能的。通过合理布局和设计,使得操作人员能够清晰、全面地了解生产线的运行状态,及时发现并解决异常情况,保证生产线的安全和稳定运行。最后,在人机交互界面设计中,还需要考虑到界面的友好性和灵活性。即使操作人员对系统操作不熟悉,也能够迅速上手并进行操作,同时需要具备一定的自适应能力,对于不同的操作人员和操作需求能够灵活调整界面。
通过以上的设计原则和要求,设计一个符合高精度扁钢丝生产线自动控制系统要求的人机交互界面,将有助于提高生产效率和产品质量,减少操作人员的操作压力,提高设备的整体控制水平,为生产线的安全、高效运行提供坚实的技术支持。
3自动控制系统软件设计
3.1系统总体软件结构设计
在设计高精度扁钢丝生产线自动控制系统的总体软件结构和模块划分时,首先需要明确系统的功能需求和技术指标,以及硬件设计的基础上,确定系统的软件结构和模块划分。系统总体软件结构设计要综合考虑实时性、可靠性和扩展性等方面的要求,采用分层结构和模块化设计。在分析系统功能需求的基础上,可以将整个软件系统划分为数据采集、数据处理、运动控制、用户界面等功能模块,并确定各模块之间的数据交互和接口规范。
数据采集模块负责实时采集扁钢丝生产线的各类传感器数据,并通过数据处理模块进行数据解析、滤波和校正,以获得准确可靠的物理量信息。同时,在设计数据处理模块时需要考虑系统的实时性和稳定性,采用合适的数据处理算法和数据结构。运动控制模块是自动控制系统的核心部分,负责根据产品规格和工艺要求,对扁钢丝生产线的运动进行精确控制,包括速度、位置和加速度等参数的实时调节和控制。
3.2控制系统软件开发
高精度扁钢丝生产线自动控制系统的软件开发是整个系统设计的关键环节,其开发过程和关键技术对于系统的稳定性和性能具有重要影响。软件开发过程包括需求分析、系统设计、编码实现、测试调试和上线运行等多个阶段,在需求分析阶段,需要充分了解用户对系统功能和性能的具体要求,对软件进行功能模块划分和技术指标分析。然后,系统设计阶段要根据需求分析结果进行软件架构设计和模块划分,确定系统的总体结构和各模块之间的关联关系。
4结论
扁钢丝目前的工业生产仍较落后,依赖于人工调整机械生产中出现的问题及参数变化,工艺难以达到标准化生产要求。随着智能化计算机技术的开发,应用智能化自动控制系统可以弥补这一缺点,通过传感器对生产工艺参数的监控,减少生产过程参数变化导致产品质量良莠不齐的情况并提高生产效率,文章设计的高精度自动控制系统可作为参考,为未来扁钢丝标准化生产提供一种思路。
参考文献
[1]徐萍,王伯健,刘世锋.平辊轧制扁钢丝的研究[J].金属制品,2009,35(3):3-7.
[2]姜桂良,孙文东,张洪波,等.高强度扁钢丝生产过程中开裂分析[J].金属制品,2009,35(2):59-61.
[3]徐萍,王伯健,刘世锋,等.扁钢丝轧制过程中的应变分析[J].锻压技术,2009,34(3):96-99.
[4]王明娣.65钢扁钢丝开裂原因分析[J].热加工工艺,2011,40(22):205-207.
[5]黄海燕.工件装配自动化生产线控制系统设计[J].机电工程技术,2020,49(4):85-88+203.
[6]徐平凡,肖文勋,王哲,等.高精度联动辊轧生产线的设计与应用[J].锻压技术,2019,44(4):127-130.
[7]王德镇,刘阳,黄卓,等.精细钢丝绳绕线工字轮自动搬运生产线的设计[J].林业机械与木工设备,2018,46(9):34-38.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/79657.html