摘要:集中式大型厨余垃圾处理设备配置搅拌和除料机器人系统对物料进行生物式高效发酵处理,能有效降低厨余垃圾质量,并将厨余垃圾分解生成有机肥料,从而减少环境污染实现垃圾资源化。设备配置主控PLC对系统进行集成控制,配置HMI作为人机交互接口,使用高精度伺服驱动器对机器人的搅拌旋转机构及行走机构进行控制,大幅提升了机器人整体的控制精度。通过PLC实时采集部件运行电流并进行记录,结合采集的实时位置构建位置/电流矩阵模型,对后一个处理周期的处理速度进行自适应智能控制,使得物料得到了充分融合和发酵,并完成了最终处理。配合温度及湿度自适应闭环控制技术并使用HMI作为终端控制接口实现设备整体的一体化智能化操控。针对不同行业物料的性状针对性配置预处理及后处理设备完成设备的产业化推广运用。
关键词:厨余垃圾,机器人,智能化,PLC,HMI
0引言
随着我国城市化的高速发展和人民生活水平的提高,厨余垃圾产量逐年增加,对城镇环境卫生造成很大的危害[1-8]。传统以填埋为主的厨余垃圾处理方式会对环境产生污染,且不能实现废弃物的资源转化。近年来的垃圾焚烧发电处理方式同样会对环境产生污染,且处理能力有限。而通过厨余垃圾微生物分解处理设备对厨余垃圾进行无害化处理可将垃圾转化为有机肥料变废为宝,大幅改善城市居住环境,同时充分利用资源。
厨余垃圾微生物分解处理设备按处理量可分为微型机、小型机、中型机和大型机4种类型,其中微型机为普通民用家电产品,处理量为2~15 kg/d;小型机处理量为50~500 kg/d,中型机处理量为1~10 t/d,被广泛运用于民用商业处理模式,而大型机是结合了厨余垃圾处理机器人的集中处理设备其处理量为30~500 t/d,被用于城市工业化集中收集处理模式[9-15]。
厨余垃圾工业化处理可分为在城市范围内的以中小机型为主,小批量多台套式的分布式工厂模式和大批量少设备的集中处理模式,这两种方式各有优势,按城市城镇化率及厨余垃圾分拣率选择,没有绝对的优劣之分。而大型厨余垃圾处理机器人作为集中收处模式的最终处理核心装置,配置主控PLC系统、运动控制系统、温度及湿度保持自适应控制系统等先进控制,其自动化智能化水平代表了当前厨余垃圾集中处理模式的工业化产业化水平。同时大型厨余垃圾处理机器人还可以针对不同性状的物料调节处理工艺,实现对例如甘蔗制糖滤泥、生物粪便等多种轻工业生物质废料进行资源化分解处理,最终在各类有机生物质分解行业中实现产业化运用[16-19]。本文针对大型厨余垃圾处理系统,分析了机器人的结构和控制原理,给机器人系统设备配置主控PLC,开发并使用专用HMI监控及控制界面,对系统进行集成控制,如人机交互、电流采集等,并配合温度及湿度控制技术实现设备整体的一体化智能化操控。
1机器人结构及工作控制原理
大型厨余垃圾处理系统由处理机器人及与其相匹配的发酵仓、加热及冷却机构、供水及脱水机构、破碎及输送机构共同组成,其中处理机器人是核心功能部件,由机器人对设备整体进行协调控制。机器人整体实物如图1所示。
1.1机器人总体结构
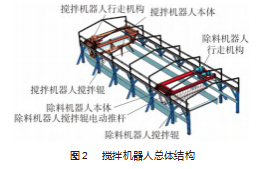
大型厨余垃圾处理机器人系统又进一步分为搅拌机器人和除料机器人两个部分,类似于人类的两只手,分别进行不同的动作,配合完成分解处理工艺。搅拌机器人和除料机器人均包含行走机构和搅拌机构,除料机器人还包含除料辊位置调节机构,两个机器人的行走机构完全相同,由伺服电机连接减速机驱动机器人移动,搅拌辊和除料辊实现着不同功能,在辊子结构上有所区别,但电气控制都是相同的。具体机器人总体结构如图2所示。
1.2机器人电气系统结构
机器人的移动控制涉及位置控制模式所以采用了SIEMENS S7-1200 PLC作为主控制器,并用PROFINET总线串行连接控制搅拌机器人和除料机器人行走,及控制搅拌辊及除料辊转动的4个S120驱动模块,完成系统的控制组态。开发并使用专用HMI监控及控制界面,通过工业以太网总线及数据交互接口读取并显示由PLC从各驱动模块上传的位置信息及各电机的实时功率、扭矩、电流状态,使用触摸屏控制界面取代传统按钮开关对机器人的各项动作进行控制。并由PLC输入模块采集各运动部件限位状态以对各部件进行保护控制。具体机器人电气系统结构原理框图如图3所示[20-26]。
2机器人系统集成控制设计
大型餐厨垃圾处理机器人的控制是以PLC为主体,结合驱动控制器为执行机构,HMI为操控平台的复杂集成控制,需对每次搅拌的电流过程进行记录分析并生成下次运行的指令且需对两个独立机器人位置进行实时计算保证运行安全。
2.1搅拌机器人控制
搅拌机器人是大型餐厨垃圾微生物发酵分解工艺的核心功能部件,搅拌机器人由搅拌辊和行走机构组成,由于搅拌工艺的需求搅拌机器人主要承受垂直方向及水平方向的抗力,所以在电气设计中使用伺服电机对搅拌辊及行走机构进行驱动控制,以保证在低速下有充足的扭矩进行搅拌,防止闷车现象的发生。在机器人行走轨道两端头设置零位检测装置和限位检测装置,机器人的行走轨迹被PLC程序限定在零位和限位的范围内,并定义行走方向从零位到限位为正向移动,反之从限位到零位为负向移动。搅拌机器人结构如图4所示。
在PLC程序中使用V105.2和V105.3地址变量作为FLAG标示位,作为辊子运动方向的指令位,随着行走方向的改变同时切换辊子的运动,实现正向移动时辊子为顺时针转动,负向移动时辊子为逆时针转动,这样的合成运动才能保证在机器人前进方向上一直处于向上翻料状态,若在前进方向上为向下翻料则会使得物料受到向下的挤压力,致使物料板结,反作用于物料分解。具体PLC控制程序如图5所示。
在整个发酵分解工艺中,搅拌均匀程度是控制的重点和难点。在实际使用过程中不可避免的会遇到物料分布不均的情况,若此时搅拌不均匀会造成微生物基质不能与待处理物充分反映,最终的减量率达不到设计要求,且会出现待处理物的成块板结化造成设备的损坏。为解决此问题,电气控制创新使用“位置/电流矩阵控制法”,采用实时电流监控技术绘制位置与电流的关系矩阵,并依据此矩阵曲线计算出下一次循环的驱动控制模式,从而使得搅拌模式可以实现自适应的调整实现充分发酵分解。实际位置与状态电流曲线如图6所示。
在实际控制中PLC从驱动器读取电机编码器的实际位置值,并以100 mm为周期读取对应的电流值,将此电流值以浮点数形式存放至VD1000-VD1999存储区内,并设生成下一个周期的速度控制指令存储于VW2000-VW2999存储区内。具体的在偏差超过额定值得10%以上时,在下一周期经过此位置以前1 m开始,至此位置后1 m结束的行程范围内,行走移动速度降低10%,辊子转动速度提升10%,以缓速前进且伴随高速搅拌的控制方式实现物料的均匀。同时此次修正调节的电流与位置关系同样进行再次记录,用于下一个周期的再次调节。当此调节周期的电流以满足受控范围时下一个调节周期则恢复设定速度运行,若电流还是超过设定值10%则再次降低移动速度提高搅拌转速,经过若干周期后检测电流值一直偏高,行走移动速度已降低至设定值得50%时,由PLC发出预警信号,同时将此信号传递给HMI,在人机界面上进行显示,呼叫操作人员进行人为判断是否停机检查。若此时在无人值守状态下运行则机器人还将继续工作直至设定移动速度降低至0%时停止工作,并发出报警信号。具体控制方法流程如图7所示。
2.2除料机器人控制
除料机器人与搅拌机器人类似同样配置有搅拌及行走机构整个控制方案与之前类似,此处不再赘述,唯一不同点是除料机器人配置电动推杆用于除料辊的上下移动,以进行充分除料,且除料完成后移动推杆及行走回到零位位置,除料辊不再进行转动。除料机器人结构如图8所示。
当HMI将除料指令传输至PLC后,PLC程序启动除料机器人在除料零位和除料限位范围内进行往复运动同时除料辊按移动方向进行转动匹配。当且仅当检测到除料零位开关的上升沿时启动推杆运行,将除料辊向下推移5秒,使得除料位置加深。在重复多次循环后电动推杆触碰到推杆限位开关,此时再触碰到行走零位时停止行走操作和除料辊旋转,推杆进行连续零位回退,推杆退回至零位位置后整个除料循环完成。除料推杆PLC控制如图9所示。
2.3温度及湿度自适应控制
对于生物式发酵分解处理工艺,处理仓内的温度及湿度控制是保证整个发酵分解效果的另一个重要参数。而处理仓内温度与湿度需进行自适应的有效控制,同时还需要与机器人的处理动作进行有效匹配才能充分发挥机器人的处理能力。
在处理仓底部及四周仓壁设置加热装置和加热温度检测装置、物料温度检测装置,并将检测信号传递给PLC。由PLC程序控制实现对低温物料区域加热启动,高温物料区域加热停止,最终保证在整个处理仓内精准加热,同时使得温度控制形成反馈闭环。依据厨余垃圾生物式分解工艺最佳温度,通过HMI将最高加热温度控制在设定的90℃内,在自动运行状态下当物料温度检测装置在持续10 min内均检测到仓内物料温度均为80℃以上时则认为达到最佳温度,PLC关闭此处加热装置,进入节能模式。随着机器人搅拌及抽风、曝气装置的持续运行,以及温度的自然丧失,仓内物料温度会降到70℃以下,当物料温度检测装置检测到本区域温度过低时PLC会启动对应区域的加热装置,使温度保持在70℃至80℃间,实现温度的自适应控制。
此外在处理仓顶部设置8个由变频器驱动控制的抽风设备,处理仓底部配置6个曝气装置及8个接触式干燥度检测装置,由PLC程序进行湿度检测分别对装置进行启停控制和运行调速,使用下吹上抽的方式使得气流穿过物料带走水分实现精准湿度自适应控制。
同时在搅拌机器人顶部配置非接触式的温度及湿度检测装置,在运动过程中由PLC程序设定数据表每米进行一次采样记录,形成各位置的温度和湿度统计表,并将此数据作为搅拌机器人行走下一周期速度的反馈参量,参与到机器人行走速度的调节控制中。
2.4系统集成位置控制
大型厨余垃圾处理机器人电气系统是集成了伺服驱动控制、PLC、HMI的集成控制系统,特别是两个机器人间的运动控制必须做到绝对的协调一致否则就会出现碰撞,造成设备的损坏及操作人员的人生安全事故。
在没有配置外部位置直接测量装置的情况下,创新在控制设计中使用了双重安全监测功能,首先伺服控制器将安装于两个机器人行走机构电机内部的绝对位置编码器实际位置进行读取,并通过PROFIBUS总线将此至传递至设定的PLC内部地址接口,PLC实时对两个位置值进行减法运算,当最终位置差值小于等于400 mm时对两个机器人的行走速度进行钳制,将速度限定在1 m/min内,从而减轻碰撞的概率及碰撞发生造成的后果,当最终位置差值小于等于200 mm时对两个机器人的行走指令进行阻断,防止进一步发生碰撞的可能,同时预留出因惯性造成的过冲空间。其次由于翻料机器人和除料机器人在运行路径上存在交叉干涉,则为了设备的绝对安全配置行程检测装置并接入PLC系统,用于检测两个机器人的状态位置,但且仅当除料机器人位于零位时翻料机器人才可以进行动作,否则发出报警并禁止动作,反之除料机器人的运动也是如此。
HMI控制界面作为机器人的集中交互控制端,通过工业以太网总线连接至PLC,实现数据的上传下载,将系统所有的控制集中体现,设计有手动及自动控制模式。其中自动模式下选定需要的控制部件PLC程序将会控制部件按预设的工艺参数进行工作,并启动温度及湿度自适应控制程序,直至物料处理完成并满足停止条件后结束工作,期间不需要人为参与可完全实现无人化值守,是设备智能化的体现。大型厨余垃圾处理机器人HMI控制界面如图10所示。
3产业应用效果分析
大型厨余垃圾处理机器人是一种针对生物质发酵加工工艺的新型通用性加工处理设备,其不但可在厨余垃圾资源化处理中运用,在调节运行及搅拌速度后还可以匹配运用到养殖行业生物粪便的无害化资源化处理、甘蔗制糖行业滤泥无害化处理、酿酒行业酒糟减量化资源化处理等轻工业及农业的终端废弃物处理中,同时机器人控制系统可与各行业前期投入的集中控制系统进行方便有效的接入,融入到工厂级控制系统中,实现智能化一体化的运行。
针对处理机器人在各行业中的产业化运用,需要依据各种物料处理前的不同性状、处理中的过程变化、处理后的不同状态,配置相应的预处理及后处理装置如进料破碎及输送装置、废液废气回收再处理装置等,最终形成一套整体的全过程专有化的处理系统,进而进行产业化推广运用。
在大中型城市集中式厨余垃圾处理工厂中,以生产工艺并联方式配置多台套处理机器人进行生产。结合物料具有高含水含油率、高粘性等性状配置带挤压功能螺旋进料装置及带式出料装置。物料处理需要高温消毒杀菌,在处理过程中会产生大量异味气体的处理工艺,再辅助配置加热系统、除臭系统,就可实现全线自动生产。结合机器人电气系统特性可快速构建上位系统集成,形成具有生产协调、设备监控、设备运维等功能的MES系统,有效保证设备的使用率和生产效率,最终在构建无人化工厂。在甘蔗制糖企业滤泥处理运用中,由于待处理物料为持续连续供给且具有一定含水率的工艺特性,在原有工艺段上添加物料导流装置及设备分流进料装置将物料按程序控制投入并行设备组中,并利用糖厂烟气、高温废水等废弃能源作为热源对物料进行加热,可在最低能耗下实现最优处理效果,并能快速接入原工艺系统形成新工艺段。
4结束语
大型厨余垃圾处理机器人与发酵仓热装置、抽送风装置、供热装置通过有效的系统集成控制可实现大型集中式厨余垃圾的减量化、无害化、资源化处理处理,是厨余垃圾处理的一种有效方式。其结构的模块化、控制功能的集成化智能化,可在传统金属构件发酵仓上架设,也可在混凝土固定式发酵仓上架设,有着极强的可移植性和环境适应性。同时机器人设备所配置的控制系统可与上位机实现无缝通信对接,集成算法的统计数据可被上位机采集进行后续数据分析及挖掘,最终指导机器人进行更加优化的处理控制。
当前此机器人及控制系统已在本公司KSC-100日处理量100 t的处理仓设备上进行配置使用,后续的研发中将致力于将搅拌机器人和除料机器人进行整合,在一套行走机构上通过执行机构的切换完成机器人功能的变换,最终再次简化机器人的结构及集成控制,使机器人具有更强的性能。
参考文献:
[1]蒋建国,耿树标,罗维,等.2020年中国垃圾分类背景下厨余垃圾处理热点回眸[J].科技导报,2021,39(1):261-276.
[2]朱云.城市厨余垃圾分散就地处理现状及建议——以广州市为例[J].资源节约与环保,2021(7):128-130.
[3]胡晓庆,岳凤明,姬超,等.厨余垃圾预处理关键工艺应用研究[J].中文科技期刊数据库(全文版)工程技术,2023(4):5.
[4]封光磊,刘志一,袁杰等.厨余垃圾污水处理系统电气设计与应用[J].机电工程技术,2022,51(4):197-200.
[5]李英,樊军.某厨余垃圾机械预处理系统工艺与设备设计[J].生态环境与保护,2021,4(4):21-22.
[6]金晶,吴梅花,张梓婧,等.厨余垃圾资源化及碳排放分析--以乌鲁木齐市为例[J].中国资源综合利用,2023,41(1):73-78.
[7]张桐源.分布式厨余垃圾设备处理效果与环境影响研究[J].中国科技投资,2023(7):98-100.
[8]史林华.厨余垃圾好氧堆肥臭气的排放特征分析及其处理应用研究[J].皮革制作与环保科技,2023,4(1):121-124,127.
[9]刘雪松,沈骏,刘雪莲.厨余垃圾资源化利用技术研究进展[J].现代化工,2023,43(4):23-26+31.
[10]张俊文.厨余垃圾就地处理现状与建议——以某厨余垃圾就地处置为例[J].再生资源与循环经济,2022,15(12):20-23.
[11]李丽娟,张军.海口市厨余垃圾收集及处理技术分析[J].中国资源综合利用,2022,40(1):122-124.
[12]周亚文,陈灏,钟为章,等.高水分厨余垃圾脱水预处理技术[J].应用化工,2022,51(5):1450-1455.
[13]易笑宇.智能化水面垃圾清理机器人研究与实现[J].信息记录材料,2022,23(4):182-185.
[14]李来保.垃圾渗滤液处理技术研究进展[J].中文科技期刊数据库(引文版)工程技术,2023(5):98-101.
[15]李洋,姜萌萌,董仁杰,等.餐厨垃圾高温高负荷厌氧长期运行工艺效果研究[J].新能源进展,2023,11(2):100-105.
[16]李谟军,梅鑫,张玲,等.厨余垃圾生物处理机厌氧发酵技术[J].2020(12):218-219.
[17]李剑颖,赖金丽,孙宇,等.厨余垃圾堆肥质量检测评价研究[J].环境卫生工程,2023,31(1):33-36,42.
[18]李叶.厨余垃圾处理装备[J].设计,2022,35(6):23-27.
[19]辛梓弘.餐厨垃圾处理技术研究[J].化工中间体,2022(9):63-65.
[20]SIEMENS.Programming Guideline for S7-1200/1500[Z].2022.
[21]SIMATIC S7-1200 PID control FUNCTION MANUAL[Z].2022.
[22]SIMATIC Programming Styleguide for S7-1200/1500[Z].2022.
[23]SINAMICS S120 Function Manual for Drive Functions[Z].2022.
[24]SINAMICS S120/S150 List Manual[Z].2022.
[25]SIMATIC HMI WinCC Configurations and Communication[Z].2022.
[26]SIMATIC WinCC Professional V14 SP1-Programming refer⁃ence[Z].2022.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/78135.html