SCI论文(www.lunwensci.com)
摘要:针对现有卷烟厂车间设备种类繁多,维护排障较为麻烦等实际情况,也便于后续系统进行升级改造,设计了一种基于PLC控制的卷烟机组直流电源方案。采用厂内原有的西门子PLC作为主控制器,对直流电源电路进行控制,因此可与厂内现有MES系统进行信息互通,方便生产调度,优化设备利用率。其中主电路部分可实现将单相交流电转化成稳定的直流电或者脉冲直流电,以便供给不同直流设备使用。主电路由整流、滤波、稳压、逆变、变压、斩波等部分组成,通过模块化PLC程序的控制主电路和驱动电路,可实现多路输出,满足卷烟厂车间内各种直流检测设备、照明设备、显示装置、警示装置及生产设备的需求。该项目经调试已投入运行。实际运行结果表明:该系统运行可靠,简化设备,并将系统中所需要的直流设备进行整合,简化了硬件电路,减少了硬件设备的损耗,初步统计一个车间可节省电费约1 500元/d,达到了方案设计的预期目的。
关键词:直流电源;卷烟机组;PLC
Design of DC Power Supply for Cigarette Machine Based on PLC Zhao Fan1,Liu Weihuan2
(1.School of Automation and Information Technology,Guangdong Polytechnic of Water Resources and Electric Engineering,
Guangzhou 510635,China;2.The China Coast Guard,Guangzhou 510660,China)
Abstract:Aiming at the actual situation that there are many types of equipment in the existing cigarette factory workshop,and it is difficult to maintain and remove obstacles,which is also convenient for subsequent system upgrading and transformation,a DC power supply scheme for cigarette units based on PLC control is designed.The original Siemens PLC in the factory is used as the main controller to control the DC power circuit,so that information can be exchanged with the existing MES system in the factory,facilitating production scheduling,and optimizing equipment utilization.The main circuit can convert single-phase AC power into stable DC power or pulsed DC power for use by different DC devices.The main circuit is mainly composed of rectifier,filter,voltage stabilizer,inverter,voltage transformer,chopper,and other parts.Through the control main circuit and drive circuit of modular PLC program,multiple outputs can be achieved,meeting the requirements of various DC detection equipment,lighting equipment,display devices,warning devices,and production equipment in the cigarette factory workshop.The project has been commissioned and put into operation.The actual operation results show that the system operates reliably,simplifies the equipment,and integrates the DC equipment required in the system,simplifying the hardware circuit,reducing the loss of hardware equipment.According to preliminary statistics,a workshop can save about 1 500 yuan/d in electricity costs,achieving the expected purpose of the scheme design.
Key words:direct-current;cigarette unit;PLC
0引言
目前,国内卷烟车间主要采用无人化作业,通过厂内MES系统实时监控卷烟生产情况,并根据订单要求实时调整生产进度,实现对厂内生产流程的柔性化控制[1]。国内普遍采用西门子PLC实现对生产流程的控制[2]。卷烟生产一般分为制丝、卷接、包装3大车间[3],但是具体工序很多,如其中ZJ17卷接机主要完成烟支排布,上胶,水松纸裁量、卷接,质量检测等共计12道工序[4]。因此,为保证基本生产要求,硬件设备很多。在无人化作业条件下,如何能够保质保量完成对烟支的生产,各种检测装置必不可少[5]。部件越多,出故障的可能性也就越多,排查起来就更加困难。另外,降本增效也是卷烟厂的重要战略方针[6]。如何在不破坏现有工序和现有产量的基础上,减少使用的硬件设备,是厂内技术改造亟待解决的问题。关于烟厂设备改造的已发表文献往往是针对某一个具体环节,例如卷包排产的算法改进[7]或者对场内节能降耗举措进行分析探讨[8]等,未见对电源部分进行的整体改造。本文设计了一种基于PLC控制的卷烟机组直流电源优化方案,在原有设备的基础上,添加了直流电源控制部分,可根据产线不同设备要求设计不同的控制程序,对应不同的直流电源输出值,以此来满足不同环节的直流设备的需求。将电源控制与生产环节结合,更加节能,且减少直流设备供电电源,为厂内设备升级改造打下基础。
1系统方案
系统以西门子的PLC S7-1500作为主控制器,与厂内现有设备相同,因此不需要额外采购,只需在现有设备基础上进行改造即可。通过PLC对脉冲电源模块的控制,实现直流电压的输出,完成对不同直流用电设备的供电。直流电源部分分为不可控整流电路、IGBT组成的全桥逆变电路、高频升压电路、双重化整流电路和斩波电路,输出为不同电压等级的直流脉冲电源。
控制系统组成如图1所示。系统根据不同要求来设计,根据直流电气设备电压参数设计不同的PLC程序。检测部分由电压传感器、电流传感器组成,实时将系统运行参数传递给CPU。CPU通过调用不同的程序块,执行相应的控制功能,发出指令给开关器件的驱动电路和电磁阀。驱动电路通过控制开关器件的开通与关闭实现对电路的控制,完成不同电压等级电源的输出。
驱动电路通过对整流电路、逆变电路、升压电路、斩波电路中晶体管的控制,实现不同电压等级的输出。工作电压在0~750 V连续可调;工作电流为0~150 A连续可调;可输出0~20 kHz近矩形方波;占空比为0~95%可调。
2系统硬件方案
根据控制系统组成结构设计系统所需的硬件,其中CPU模块选用西门子SIMATIC S7-1500系列的CPU 1517-3 PN/DP,其通过对程序和IO模块控制实现对直流电源主电路和开关器件驱动电路的控制。另外在主电路中设置必要的检测点,检测电压和电流的变化,实现输出直流电满足直流用电设备的要求。其中不仅仅适合卷烟生产车间普通直流设备如各种检测装置、显示装置、警示装置,还适合各种直流电机、高电压用电设备的需求。
其中主电路结构如图2所示,电路中包含变压、整流、LC滤波、稳压、逆变、斩波电路等多部分。主电路输入为电网交流电,输出分为3种:Uo1直接由稳压电路输出,这部分类似于普通的直流电源;Uo2可从二次整流电路输出,可输出稳定的高电压直流电;Uo3从斩波电路输出,可输出脉冲直流。这3路输出可实现对不同的直流设备供电。
2.1直流电源
直流电源部分主要包含变压电路、整流电路、LC滤波电路和稳压电路。其中变压部分可要可不要,根据具体电压等级要求,且可根据用电设备电压等级要求在不改变交流电频率的基础上满足升压和降压需求。整流电路采用LC滤波的单相不可控整流电路如图3所示,采用4个二极管完成整流,其中V1、V2为共阴极组,V3、V4为共阳极组,每时刻共阴极和共阳极各有一个二极管处于导通状态,且不能处于同一桥臂上,因此每个二极管导通1/2周期,导通顺序为V1→V3→V2→V4。输入为单相交流电,整流电路输出直流电脉冲频率为100 Hz,整流桥后连接RC滤波回路,都可保证输出直流电更加平滑。按照图3中的接法,输入交流工频电的某一相为:
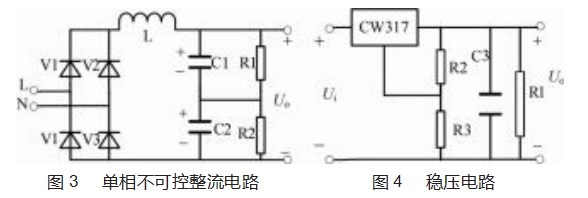
稳压电路如图4所示,采用CW317型集成稳压器实现对电压的稳定输出。通过改变R2、R3的值来实现输出不同的电压,因此在实际使用过程中,R2、R3可设置为可调电阻,可通过PLC程序实现对电阻值的调节,实现不同直流电压的输出[9]。此处输出的电压为Uo1,可满足卷烟生产车间各种检测装置、显示装置、警示装置和照明设备的需求。
2.2直流-直流变流电路
第一输出口产生的直流稳定电压可能满足不了一些高电压直流设备需求,因此电源系统还需要进行升压。直流电源升压需要通过逆变后采用交流变压器才能实现电压等级的提高[10],因此本系统采用的为隔离型直流-直流变流电路,中间添加了交流环节[11],其基本的电路结构有逆变、升压、整流电路组成。其中升压电路采用高频电压器,其可以实现将输入端与输出端隔离的作用,避免电磁干扰。
(1)全桥逆变电路
将整流后的直流电转换成交流电供给后续电路使用,因此本项目使用的为单相全桥电压型逆变电路,具体电路如图5所示,采用4个IGBT组成4个桥臂,具体原理如图所示,其中V1和V4为A组,V2和V3型为B组,C1和C2串联并入直流侧输入端,主要作用为缓冲无功能量和稳压的作用[12]。逆变电路工作过程中,A组与B组交替导通,在一个周期内各自导通180°,可实现将直流电变换为交流电[13],通过改变IGBT交换的频率可实现对输出交流电频率的调节。项目实际使用中采用的是4个IG⁃BT,每个IGBT上并联一个二级管。通过对IGBT驱动电路的控制,使得不同IGBT导通,1、4通,则Uo为左负右正,2、3通则为左正右负,实现不同方向电压输出,由DC变为AC,实现逆变。
生成的交流电压组成部分比较复杂,为了方便计算,取基波的幅值作为输出电压的值则为:
对于逆变电路来说,需要避免同一半桥桥臂上的两个IGBT同时导通[14]。如1、2管同时导通或者3、4管同时导通。因此需要严格控制相互导通时间,避免对电路本身造成危害。
(2)升压电路
采用高频升压变压器实现电压升高,避免在整流电路输入侧采用工频变压器,可以有效减少整个系统的大小,节省空间[15],且能减小能源的损耗[16]。逆变电路输出的电压会包含奇数次谐波,会对后续电路产生影响[12]。本项目采用的是LC滤波电路,如图6所示,实现对谐波的抑制,将高频变压器的原边线圈作为电感线圈使用,与电容C5串联形成滤波电路。高频变压器可实现隔离和升压作用,其前端串联电容C5可以起到隔离直流的作用,避免变压器铁芯磁化造成饱和现象。
(3)整流电路
通过将两路整流电路进行串联,实现双重化整流,可提高输出电压值。本系统具体采用为两个单相桥式不可控整流电路组成。整流电路每个桥臂上都并联有RC隔离吸收回路,其中电阻R=100Ω,电容C=0.1μF。从此处可输出Uo2高电压的直流电,电压水平比Uo1更高,适合卷烟生产车间高电压直流设备如各种直流电机、高电压用电设备的需求,也可满足一般的高电压设备,如检测装置、显示装置、警示装置、照明设备的需求。
2.3斩波电路
从变流电路回路中输出的直流电还需要经过斩波电路才可以转化成脉冲电源,供给直流设备使用。本项目采用升压斩波电路如图7所示,两个IGBT实现,每个IGBT同样并联了一个二级管,保证其正常工作。控制电路通过对不同的IGBT的开关控制可实现输出脉冲电源的占空比α或者频率f可调。其中L1为提升电压的作用,可通过储存能量和释放能量的过程中提高输出端电压值,C4两端电压不会发生突变,两者共同作用可实现升压功能。通过在PLC程序中设置脉冲电源的频率来控制IGBT的驱动电路,实现对其开关状态的控制。通过控制两个不同的IGBT可实现对脉冲周期T和脉冲电压占空比α的控制。如图7中所示,通过对其中V5的驱动电路调节,实现T的改变。通过对V6驱动电路的调节,实现α的改变。
输出直流脉冲电源之前通过电感L2防止电流突变,防止对用电设备造成损坏。此处输出为Uo3,实现脉冲电源的输出,满足相关用电设备的需求。
3软件设计
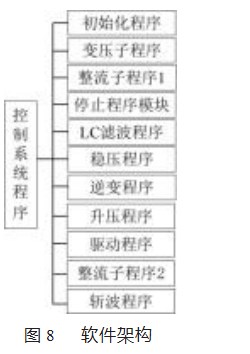
采用模块化设计方案,可增加程序的普适性,且修改方便。按照不同的电压等级要求,分为直流电源和脉冲电源两种形式。其中直流电源部分又分为两部分,总计3路输出。具体的程序架构如图8所示,其中主要控制部分分为初始化程序、变压子程序、整流子程序1、停止程序、LC滤波程序、稳压程序、逆变程序、升压程序、整流子程序2、斩波程序、驱动程序等部分,根据不同输出要求进行不同模块化程序组合和参数设计,实现对不同电压的控制输出。通过模块化程序设计,在主程序中根据设置要求调用不同的子程序即可实现不同的电压输出。其中初始化子程序通过OB100实现。其余程序可以根据不同程序特点采用FB块、FC块来实现。通过对主程序读取即可快速了解程序的效果,清晰明了,方便调试和修改。
4系统调试
系统设计完成后在某卷烟厂A车间进行调试。安装调试之前先根据此车间具体直流设备列出清单,如表1所示。根据表中设备分类和电压等级要求设计具体硬件安装方案和程序。在不改变原有工序的基础上,利用原来的PLC作为主控制器,整合车间的直流设备,将单独供电系统全部撤除,将直流电源设备安装完成后,将设备投入试运行。运行初期,发现设备参数设置不合理、设备整合度不够。进行实地考察进行程序优化和设备排布后,再次投入运行,多次调试后,可以满足该车间直流设备的需求。通过与厂内MES系统进行通信后,能够更加直观地观察到各种大小设备的运行情况和运行时长,便于设备维护,防范故障于未然。发现经过此次改造后,设备问题排查时间缩短,原来平均故障解决时间为1.5 h,进过此次改造后,平均故障解决时间缩短到0.8 h,大大提高了设备的利用率。最显著的结果:统计该车间可节省电费约1 500元/d,且生产效率提高了0.1%。
5结束语
本文分析了现有卷烟厂设备实际情况和存在的问题,针对实际需要设计了一种基于PLC的直流电源组设计方案,直流电源硬件电路包含整流、逆变、变压、斩波等部分组成,软件程序设计采用模块化设计方案,通过PLC对硬件电路的控制实现单相交流电转化成不同电压等级和不同类型的直流电,供给不同的直流用电设备使用。通过对电路中参数的检测实现对电源电路的控制,实现不同直流电源的输出。与厂内MES系统可进行信息互通,设备工作情况显示更加清晰明了。项目经调试已投入运行。实际运行结果表明:该系统运行可靠,简化设备,并将系统中所需要的直流设备进行整合,简化了硬件电路,减少了硬件设备的损耗,实现了降本增效,达到了方案设计的预期目的。该方案可以进行推广应用,适合不同生产车间。
参考文献:
[1]王倩倩,雷西勇,李世江.卷烟企业MES设备管理模块的研究与应用[J].设备管理与维修,2021(13):119-121.
[2]温茂荣,陈永辉,于晓.基于PLC控制的PROTOS 1-8卷烟机堆料槽烟丝均匀分布装置研发[J].中外企业家,2018(1):66-67.
[3]徐新宇.ZJ17卷接机组水松纸长短自动检测系统[J].电子测试,2022(19):127-129.
[4]赵凡,李银华,王博,等.水松纸在线检测系统设计[J].包装工程,2018,39(9):165-170.
[5]赵凡,李银华,郑伟.薄板烘丝机干头干尾量改进研究[J].包装工程,2019,40(15):225-229.
[6]林霞英.降本增效在企业预算管理中的实施策略探讨[J].企业改革与管理,2023(3):118-120.
[7]向伟康,殷军普.一种基于改进遗传算法的烟厂卷包排产方法[J].新型工业化,2021,11(7):233-234.
[8]白长军.烟厂精益化管理、节能降耗的实践举措探寻[J].科学技术创新,2020(13):189-190.
[9]陶晓峰.一种集成浪涌电流限制的线性稳压器设计[J].集成电路应用,2022,39(11):10-11.
[10]朱小全,蒋黎明,金科,等.基于准Z源网络的高增益模块化多电平谐振直流升压变换器[J].中国电机工程学报:1-14[2023-03-27].
[11]王兆安,刘进军.电力电子技术[M].5版.北京:机械工业出版社.
[12]胡卫冬,刘尧,林鸿洋,等.一种三相无源逆变电源供电方案设计[J].电子制作,2019(12):7-9
[13]吕威力.大功率高压脉冲电源研究[D].成都:电子科技大学,2017.
[14]李世伟.随机PWM驱动时IGBT的能量传递效率研究[D].贵州:贵州大学,2022.
[15]周友梅,陈洪,杨涛.逆变式离子化学热处理脉冲电源的设计思想[J].湖北工学院学报,1995(3):77-79.
[16]杨兴宽,徐冰仲,葛建功.离子渗氮及等离子热处理用IGBT逆变型脉冲电源[J].金属热处理,1997(11):14-17.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/77234.html