SCI论文(www.lunwensci.com)
摘要:针对某公司M型号配电箱壳体生产良率低下的问题,使用六西格玛管理对生产过程实施DMAIC流程来进行项目改善,达到降低不良率的目的。在界定阶段,通过SPIOC流程图和Pareto图分析确定造成不良品过多的主要原因是焊接工序出现焊缝质量不良引起的,根据帕累托法则可知,只要降低焊缝质量的不良率,就能够短时间提升产品整体的良率;在测量阶段,验证了测量系统的重复性和再现性,确保数据的准确性并对焊接工序进行能力分析;在分析阶段,利用故障树分析(FTA)寻找造成焊缝质量不良的关键因素是焊机参数配置不当;在改进阶段,对焊机参数配置不当通过设计DOE正交实验确定最佳的参数配置;在控制阶段,提出改进方案并进行监控,按照最佳参数组合进行改进后,M型号配电箱壳体的良率从91.6%提升到97.9%,产品整体良率提高了6.3%,达到了质量改进的目的。
关键词:质量改进;DMAIC方法;SPIOC流程图;故障树分析;正交实验
Research on Quality Improvement of Distribution Box Housing Production Based on DMAIC
Wang Haitao,YuJianguo
(College of Mechanical and Electrical Engineering,Jiangxi University of Science and Technology,Ganzhou 341000,China)
Abstract:To address the problem of low yield rate in the production of M-type distribution box shell of certain company,the DMAIC process is implemented using Six Sigma management for the production process to improve the project and achieve the purpose of reducing the defective rate.In the definition stage,the SPIOC flow chart and Pareto diagram analysis determined that the main cause of too many defective products is caused by poor weld quality in the welding process,and according to Pareto’s law,it is known that as long as the defective rate of weld quality is reduced,the overall yield of the product can be improved in a short period of time;in the measurement stage,the repeatability and reproducibility of the measurement system is verified to ensure the accuracy of the data and the welding.In the analysis stage,FTA is used to find the key factor causing the poor quality of the weld seam is the improper configuration of the welding machine parameters;in the improvement stage,the improper configuration of the welding machine parameters is determined by designing DOE orthogonal experiments to determine the best parameter configuration;in the control stage,the improvement plan is proposed and monitored,and after the improvement is carried out according to the best combination of parameters;after the improvement according to the best combination of parameters,the yield rate of M model distribution box shell increased from 91.6%to 97.9%,and the overall yield rate of the product increased by 6.3%,which achieved the purpose of quality improvement.
Key words:quality improvement;DMAIC method;SPIOC flowchart;fault tree analysis;orthogonal test
0引言
产品质量影响着企业的市场竞争力和客户占有率,提高产品质量是企业持续发展的基础。六西格玛技术作为一种改善质量的方法自诞生起就被广泛应用于工业、医疗、交通等各个领域。六西格玛通过实施DMAIC流程,即界定、测量、分析、改进、控制5个阶段[1],运用各种科学工具,如帕累托图、故障树分析法、失效模式与影响分析、SPC、统计学知识等,旨在减少浪费、提高生产率等。六西格玛技术在各行各业都受到了广泛的关注,国内外学者运用六西格玛技术进行了许多的质量改进。朱琦琦等[2]针对高压开关壳体内表面图层质量问题,利用六西格玛技术找出影响表面图层质量的关键影响因子并进行改进,提高了产品的合格率;陈洪根等[3]为了解决转向轴废品率高的问题,通过DMAIC模式对该问题进行了详细分析,并制定了改进方案,使得产品的废品率降低到了目标值;黄鹏鹏等[4]运用六西格玛方法对变压器产品进行质量改进,利用FTA(故障树分析法)确定了造成产品不合格率高的原因,并通过DOE实验寻找最佳的方案,实现了质量改进。TH Febriana等[5]针对轮胎生产过程,通过FMEA(失效模式与影响分析)和MLR(多元线性回归)对缺陷问题进行分析和改进,提高了轮胎的质量水平;B Duan等[6]通过六西格玛模型,针对起锚机甲板机械离合器使用的故障问题,通过定性的方法分析问题,通过实验改进参数配置并进行优化,提高了客户满意度。魏清等[7]使用DMAIC对装备修理过程进行项目改善,实现了压缩生产周期,提高了企业的经济效益。
针对某公司M型号配电箱壳体生产现状,本文借助六西格玛DMAIC模型来提高该型号的良率。借助SIPOC流程图[8]、帕累托图、FTA对生产现状进行分析,寻找导致良率低下的瓶颈工序关键影响因子,并通过Minitab进行正交实验设计寻找最佳参数组合,实现对产品质量的改进和控制。
1生产现状
某公司的盈利主要来自控制箱、配电箱、电源柜等壳体产品。其中M型号配电箱壳体是配电箱壳体里销售数量最多的,给企业带来了可观的利润。但在生产过程中存在大量的报废和返修的现象,根据近几个季度数据显示,该型号不良率约为8.4%,给企业造成了不小的经济损失。为了减少不良品浪费、降低生产成本、增强企业的市场竞争力,企业亟需科学的方法工具来提高产品良率。
2基于DMAIC的生产质量改进实施
2.1界定阶段
界定阶段是六西格玛第一步,对于项目改善团队而言是关键的一步,需要明确问题Y找准改进对象,将Y控制在预计范围之内,常用的方法有SIPOC流程图、帕累托图、相关性分析、卡诺模型等。针对M型号产品,本文通过SIPOC流程图了解产品的业务流程,使改善团队对产品的生产过程具有一个宏观的认识,然后通过帕累托图来寻找关键输出变量,并将其设置为优先解决事项。
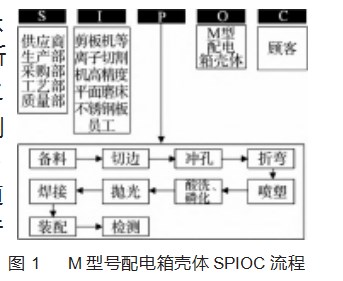
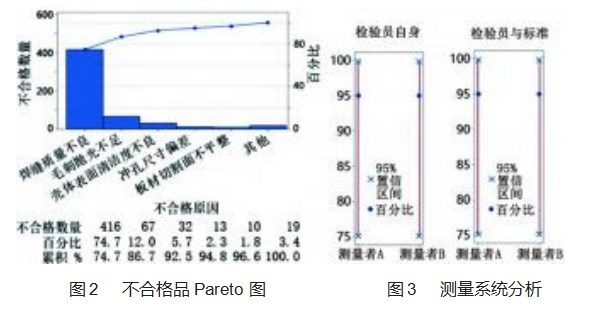
M型号配电箱壳体的SIPOC流程如图1所示,过程中上下工序之间都设有检测点,检测上道工序是否满足要求,合格就进入下一道工序,不合格则要进行处理并记录原因。为了寻找项目改善点,收集过去一季度内生产数据,统计各工序的不合格品原因和数量,并绘制Pareto图。如图2所示,焊缝不良导致不合格的有416件,占比74.7%,是导致产品不合率低下的主要原因。根据帕累托法则,少数质量原因造成了大部分产品出现质量问题,只要降低焊缝质量不良率,就能短时间内提高产品的良率,因此将提高焊接工序的合格率作为目标。
2.2测量阶段
测量阶段是DMAIC过程的第二步,它是界定阶段的延续,项目团队实施的每一步都需要数据作为支撑,数据质量的好坏会影响项目的成功与否。因此,在该阶段内需要对测量系统进行分析,确保测量系统的重复性和再现性波动小。重复性是指在同一个测量员在相同的测量情况下对一个对象进行多次测量所产生的波动。再现性是指多个测量员对同一对象进行多次测量产生的波动。在该阶段还需要对目标进行过程分析,借助统计学知识和工具认识Y的变化规律,确认是否需要进行改进。
2.2.1测量系统分析
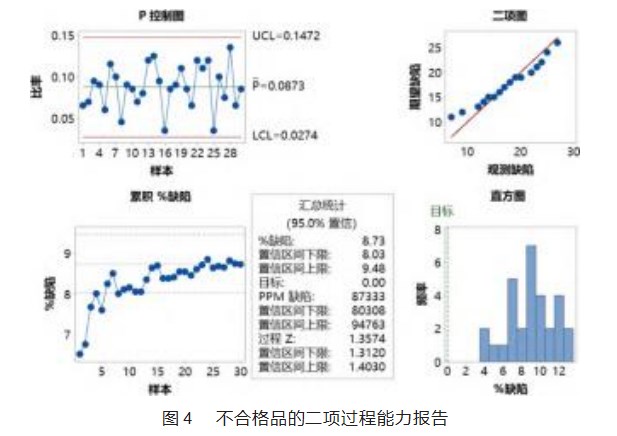
从界定阶段可知,造成M产品不良率过高的原因是焊接工序造成的焊缝质量不良,因此首先要找出导致焊缝质量不良的原因。为了排除测量系统带来的误差,需要对测量系统[9]的重复性和再现性进行检测,取20件M产品依次进行编号,其中有7件焊缝质量不良,选择两位测量者对这20件产品进行检测,每人检测两次,并记录检测结果。将两人的结果和已知标准进行比对,借助Minitab进行分析,对于重复性检测,测量员A和测量员B两次测量自身一致性比率均为95%,且与标准结果一致的比率为95%,结果如图3所示。对于再现性检测,两个测量员两次测量结果相同的比率为90%且与标准结果相同的比率为90%,说明测量系统的重复性和再现性良好,数据准确性具有较高的可信度。
2.2.2生产能力分析
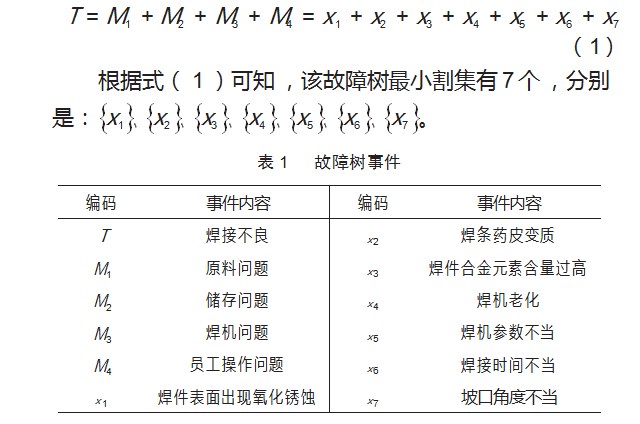
为了测量焊接工序现有的过程能力。每天随机抽样200件M产品并统计因焊缝不良的导致不合格的数量,持续30天。通过Minitab进行过程能力分析,结果如图4所示。由图可知,焊接工序处于受控状态,且不良品数满足正态分布,根据累积缺陷图可知,产品的缺陷率为8.73%,PPM值为87 333,相当于2.8西格玛水平,说明焊接工序过程能力不足,需要进行改善。
2.3分析阶段
通过上文的SPIOC流程图和Pareto图,确定了导致产品良率低下的原因是焊接工序焊接不良引起的,在该阶段,通过故障树分析法[10]找出导致焊接不良的关键因素。
2.3.1故障树定性分析
为了构建焊接不良的故障树,通过与专家交流了解焊接工序的故障机理,统计常见的故障原因,如图5所示,T代表顶事件、M表示中间事件、x表示底事件,事件的具体内容如表1所示,在该故障树中,上下级都是“或门”的逻辑关系,只要其中一个底事件发生都会导致顶事件发生,故障树可以通过布尔代数[11]来进行描述,表达式如下:
2.3.2定量分析
通过故障树分析法计算顶事件概率和底事件临界重要度的计算如下。
(1)顶事件和中间事件发生的概率
首先上文确定了导致焊接不良的主要原因,根据专家评估得到发生的概率Px,然后对中间事件的概率进行计算得到PM,最后依据中间事件的概率计算得到顶事件发生的概率PT,公式如下:
式中:T为顶事件,PT为顶事件发生的概率;Mj为第j个中间事件;PMj为中间事件Mj发生的概率;xi为第i个底事件,Px为底事件xi发生的概率。
(2)临界重要度计算
临界重要度是指某个基本事件发生概率的变化率引起顶事件发生概率的变化率,它从敏感度和概率双重角度衡量各底事件的重要程度[12]。通过计算各底事件的临界重要度,来判断导致顶事件发生的关键底事件,从而对其进行改进,以提高产品质量。临界重要度Iicr计算公式如下:
根据以往的数据和专家的评估,对7个底事件发生的概率进行了分析,焊件表面出现氧化锈蚀发生概率为3%;焊条药皮变质发生概率为4%;焊件合金元素含量过高发生概率为2%;焊机老化发生概率为1%;焊机参数不当发生概率为8%;焊接时间不当发生概率为6%;坡口角度不当发生概率为3%。将底事件概率代入式(2)和式(3)中,得到顶事件发生概率PT=0.242 1,然后将顶事件和底事件发生的概率代入式(4),得到各底事件临界重要度为Ir=0.096 8;Ir=0.130 4;Ir=0.063 9;Ir=0.031 6;Ir=0.272 2;Ir=0.199 8;Ir=0.096 8。结果显示,焊机参数不当的临界重要度最高,因此需要将其作为重点改善对象。
2.4改进阶段
在界定阶段确定焊接工序是导致M产品良率低下的瓶颈工序,焊机参数包含电压(A)、电流(B)、焊接转速(C),这些参数是影响焊缝质量不良的关键因素[13]。
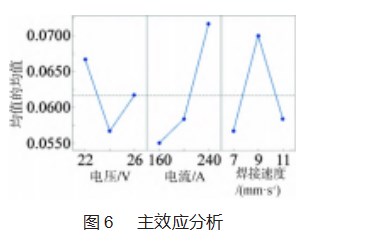
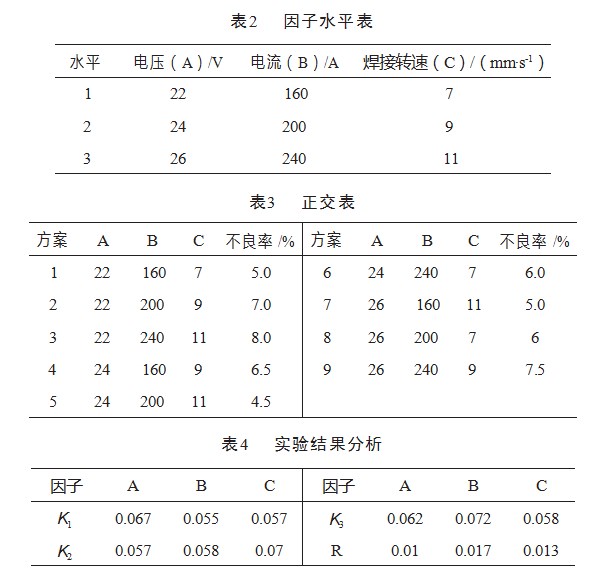
为了确定最佳的参数配置,在该阶段设计3因子3水平的DOE正交实验,正交实验能够从全面实验中选择具有代表的点进行实验,是一种快捷、高效的方法[14-15]。本文按照L9(34)来设计正交表,各因子水平如表2所示,为了方便用A、B、C分别代表电压、电流、焊接转速。现生产部联合质控部、工艺部进行正交实验,三因子均按照正交表的水平进行调整,每种方案按照参数配置生产200件M产品,由测量员进行检测,统计每种方案的焊缝质量不良率,如表3所示,对数据进行分析得到表4,表4中Ki表示各因子在水平i下实验指标数值总和的平均值,R表示极差,由表可知,电流在3个因子中的重要程度最高,其次是焊接转速和电压。借助Minitab进行主效应分析,结果如图6所示。由图可得出最佳的参数组合,当电压为24 V,电流为160 A,焊接转速为7 mm/s时,实验效果最佳。
2.5控制阶段
控制阶段作为最后一个阶段,其目的就是将改进取得的效果进行固化,使得改进效果能够一直保持下去。
2.5.1改进效果
按照最佳的参数组合进行改进,为了验证是否有效果,对M产品连续生产一个月,统计焊缝不良品数,通过Minitab分析焊接工序的过程能力,如图7所示。由图可知,改进后,焊接工序处于受控状态,满足正态分布。对比改进之前的缺陷百分比,数值从8.73%下降到1.78%,PPM值从87 333下降到17 833,西格玛水平提高到3.6,改进效果达到了预计目标。
2.5.2控制效果
按照改进后的方案进行生产,统计一段时间M型号产品的不合格品数,结果显示,M产品的不合格率控制在2.1%左右,相较于改进之前的8.4%,合格率得到了极大的提升。为了控制改进效果,首先,将改进阶段得到的参数配置纳入到作业指导书中,形成标准;其次,成立六西格玛团队,对项目改善的整个过程形成文件,详细记录各个阶段的计划和研究成果并存档。
3结束语
本文实施DMAIC流程对M型配电箱壳体的良率进行项目改善,通过SPIOC和Pareto图寻找造成良率低下的原因为焊接质量不良,在测量系统分析中对测量数据的重复性和再现性的检测结果合格,对能力进行分析发现缺陷率为8.73%,相当于2.8西格玛水平,需要进行改善,通过故障树分析法寻找造成焊缝质量不良的原因并构建故障树,计算各事件的临界重要度,将重要度最高的作为对象实施改善,设计DOE正交实验确定了最佳的参数配置电压24 V、电流160 A、焊接转速7mm/s,按照该配置对焊接工序进行加工并进行能力分析,结果显示缺陷率下降到1.78%,西格玛提高到3.6水平,整体的良率提高了6.3%,项目改善成功,使得M型产品的生产投入成本下降,质量水平得到提高。
参考文献:
[1]何桢,胡浩,刘海龙,等.精益六西格玛理论研究与应用综述[J].工业工程,2021,24(5):1-8,54.
[2]朱琦琦,何龙龙,郭威,等.基于DMAIC模型的高压开关壳体内表面涂层质量改善研究[J].涂料工业,2021,51(6):79-84.
[3]陈洪根,闫鑫,牛小娟,等.基于DMAIC的转向轴生产质量改进[J].工业工程,2021,24(2):100-109,124.
[4]黄鹏鹏,王锟.基于DMAIC的变压器生产质量改进研究[J].组合机床与自动化加工技术,2022(4):189-192.
[5]Febriana H T,Hasbullah H.Analysis and Defect Improvement Us⁃ing FTA,FMEA,and MLR Through DMAIC Phase:Case Study in Mixing Process Tire Manufacturing Industry[J].JESA,2021,54(5):721-731.
[6]段斌,雷永杰,刘蓉,等.基于DMAIC模型的起锚机离合器故障问题研究[J].工业工程,2017,20(3):75-81.
[7]魏清,马胜凯,孟毅,等.基于VSM分析的某型装备修理周期压缩项目[J].机电工程技术,2021,50(3):29-34.
[8]陈言光.SIPOC模型在产品制造策划的应用[J].装备制造技术,2018(5):244-245.
[9]赵会珍,郝力文,赵培松.制造过程中测量系统分析的样本问题研究[J].统计与决策,2017(7):18-20.
[10]Masalegooyan Z,Piadeh F,Behzadian K.A comprehensive frame⁃work for risk probability assessment of landfill fire incidents us⁃ing fuzzy fault tree analysis[J].Transactions of The Institution of Chemical Engineers.Process Safety and Environmental Protec⁃tion,Part B,2022:163.
[11]Mahmood N,Qin R,Butalia T S.Safety risk assessment intelli⁃gent system for on-foot construction worker using fuzzy fault tree[J].Journal of Intelligent Fuzzy Systems:Applications in En⁃gineering and Technology,2021(1):41.
[12]张云淞,胡国杰,刘明.基于精益六西格玛的建筑工程项目供应链风险控制实证分析[J].辽宁工业大学学报(社会科学版),2020,22(3):46-48.
[13]张恒,廖瑶瑶,廉自生.基于正交试验设计的比例方向阀响应时间优化[J].机床与液压,2022,50(10):31-35.
[14]郭翠霞,李贵东,刘康,等.基于正交试验的MS-WEDM第二次切割工艺参数优化[J].机床与液压,2018,46(23):108-111.
[15]孙宁波,孙凤芹.基于DMAIC高强钢焊接质量的改善[J].科技经济市场,2022(3):26-29.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/77179.html