SCI论文(www.lunwensci.com)
摘要 :针对铸造车间铸件转运自动化程度低 、人工劳动强度大 、车间环境差 、安全性低的现状, 采用轨道导引车 (RGV) 输送方 式, 设计了一种基于 RGV 的柔性动态调度系统, 满足铸件在各工位间自动化输送 。硬件系统由 RGV 、电动转盘 、轨道搭建, 通过 钢轨和电动转盘将各加工工位串联, 形成“田”字型输送轨网, RGV 采用编码器完成行驶路径的记录, 采用载码体标签 RFID 完成 停靠位置记录和位置矫正, 设计调度任务优先级, 建立邻接矩阵算法模型, 通过 RGV 的节点扫描和路径计算, 编译了 RGV 柔性动 态调度系统 。该系统解决了 RGV 输送系统在直线 、环形输送轨网下易堵塞 、柔性差等问题, 实现了在“田”字型轨网下, 多台 RGV 在多工位间的路径规划 、柔性调度, 通过该系统的应用, 极大地提高了铸件在车间转运的效率。
Design and Application of RGV Flexible Dynamic Scheduling System in Caption Foundry
Wang Jia, Wu Jiang, Fang Yifeng, Wang Huifu
(CMCU Engineering Co., Ltd., Chongqing 400039. China)
Abstract: In view of the low degree of automation, high labor intensity, poor workshop environment and low safety of casting transfer in caption foundry, a rail guided vehicle (RGV) flexible dynamic scheduling system is designed to automatically transfer casting . The hardware system is built with RGV, electric turntable and track. The processing stations are connected through the steel rail and electric turntable . RGV records the driving path with an encoder, records the parking position and corrects the position with RFID, designs the scheduling task priority, establishes the adjacency matrix algorithm model, and compiles the RGV flexible dynamic scheduling system through RGV node scanning and path calculation. The system solves the problems of RGV conveying system that is easy to be blocked and has poor flexibility under the rail network, and realizes the path planning and flexible scheduling of multiple RGVs between multiple stations under the combination rail network. Through the application of the system, the efficiency of casting transfer in the workshop of caption foundry is greatly improved . Key words: flexibility; RGV; dispatching system; adjacency matrix
0 引言
铸件在成品交付前, 大多需进行吹砂 、切割 、打磨、 精加工 、热处理 、质量检测 、返修补焊等工序, 不同类 型产品根据成品质量和成型质量的差异要求, 采用不同 的后段加工工艺, 对于多品种小批量铸件生产厂, 无法 按照特定的加工顺序 、采用流水线模式完成后段加工, 各工序分单元布置, 生产车间占地面积大, 典型的铸造 车间铸件在各工序间的流转, 多数依赖叉车 、行车等实 现, 转运效率低下, 占用工时较多, 且物料配送与工件 加工不同步, 导致设备闲置情况时有发生, 进而影响车 间生产效率和设备使用率 。因此物流问题对于铸件生产 厂来讲一直是影响车间生产效率 、车间工人作业的安全 隐患[1]。
近年来, 已有国内外铸造厂商开始使用自动化物流 系统[2], 以辊道输送机 、RGV (Rail Guided Vehicle) 等自动化设备替代行车 、叉车来解决上述问题, 但受限于 车间跨度大, 各工艺设备配合复杂, 大多仅应用于工件 在简单工序间的流转, 转运过程并未能完全取消人工参 与, 浪费了一定的人力资源 。智能化程度更高 、生产柔 性更强的 AGV (Automated Guided Vehicle) 输送系统受 限于铸件加工车间环境复杂, 灰尘 、铁屑 、砂子较多, 大型铸件重量较大, AGV 的负载一般在 2 t 以内, 而面对 重型负载的加工制造 、搬运等自动化作业, 普通 AGV 难 以满足其需求[3], 并不能适应铸造车间的物料转运 。传 统 RGV 输送系统, 相较于 AGV 输送系统, 具有环境适应 性强 、设备载荷大 、运行速度快 、性能稳定性好 、工作 效率高等优点[4], 但大多运用于直线往复输送场景 、单 向环形输送场景, 在环行封闭导轨上多台 RGV 执行搬运 任务时, 易造成交通堵塞, 降低运输能力[5], 导致其在 面对具有柔性输送要求高 、运输目的地涉及多个联合车间的应用场景时, 并不具备很强的适用性。
鉴于铸件加工柔性要求高 、车间环境复杂 、工件质 量大等特点, 一种兼具输送柔性大 、环境适用性强 、输 送效率高 、维护成本低的新型多工位多台 RGV 智能柔性 动态调度系统成为当前研究重点 。改变以往环形或者直 线往复的铺设方式, 通过钢轨的多样布置连接各个停靠 工位, 将 RGV 的运行路径调整为更复杂的“田”字输送 轨网, 极大地提升了 RGV 系统的柔性 。如果 RGV 系统的 设计不符合车间生产情况 、调度系统无法根据生产的各 种情况做出调整, 那么应用调度系统就显得多此一举, 因此 RGV 的动态调度是重中之重[6] 。本文介绍了一种多 工位多台 RGV 智能柔性动态调度系统, 此系统的目的在 于提高 RGV 在“田”字输送轨网上的适应性, 提高 RGV 输送系统的柔性和灵活性。
1 RGV 柔性动态调度系统
对于铸件在大面积车间 、多加工设备之间柔性转运 的需求, 同时兼顾铸件加工车间环境差 、生产节拍快等 特点, 采用 RGV+电动转盘的输送方式, 通过“田”字 输送轨网, 将各加工单元串联起来, 开发一种智能柔性 动态调度系统, 用于实现呼叫 RGV 至需求工位的行驶路 径规划, 以及 RGV 装载工件至目的工位的行驶路径规 划, 通过该系统的应用, 使 RGV 输送系统在复杂输送轨 网下更具适应性。
RGV 输送系统由RGV 、电动转盘 、工位呼叫站 、调 度控制系统及钢轨组成 。其中 RGV 和调度控制系统为 RGV 柔性动态调度系统实现的核心, 电动转盘用于实现 RGV 在行驶路径方向的变换, 工位呼叫站用于人机交 互 、输送信息的记录及工况查询等。
2 RGV 硬件设计
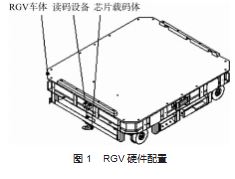
2.1 硬件配置
RGV 为电池供电或者低压轨道供电, 通过直流电机 驱动行走 。在 RGV 从动轮上设有编码器, 用于 RGV 行驶 距离的计算, 同时在 RGV 底部设有 RFID 读码设备, 用 于 读 取 预 埋 在 RGV 行 驶 路 径 上 的 载 码 体 芯 片, 通 过 RFID+旋转编码器定位系统的应用, 实现 RGV 行驶路径 的记录和自动矫正 。RGV 本体设有控制系统, 用于自身前进 、后退 、停止 、障碍物检测等控制, 同时设有无线 AP 接收器, 通过无线网络与调度控制系统连接, 接受系 统的调度指令及规划路径。
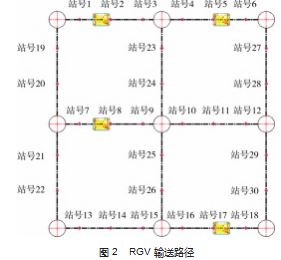
2.2 输送路网布置
由于采用封闭轨道, 单向环轨绕圈行驶, 在运行过 程中易出现堵塞和空跑的情况, 降低运行效率[7] 。将 RGV 行驶路径钢轨成 “田”字型布置, 通过轨道的布 置, 将各个加工单元串联起来 。在东西向轨道和南北向 轨道交接处, 通过轨道电动转盘实现 RGV 在东西向轨道 与南北向轨道之间的换向, 在 RGV 行驶路径上按照一定 的间距预埋载码体芯片作为站号识别, 并记录各站号之 间的物理距离, 用于调度系统的路径计算。
3 算法模型建立
“调度”基本的意义为多个任务的合理安排, 当需要 解决的任务数增加, 且包含相互依赖关系时, 算法可以 帮助顺利有效地完成任务[8] 。本次调度系统要实现的任 务即为多台 RGV 在整个轨网中的行驶路径规划, 同时完 成 RGV 在系统中的动态调度 。如需进一步优化工艺和物 流方案, 用单纯的工艺模拟和物流仿真手段已经无法胜 任, 尤其对于多目标优化系统, 更是越来越难解决客户 提出的优化问题[9] 。动态调度具有不规则性, 不确定性, 无法提前预估, 对于此类优化的过程只能借助于数学优 化算法来完成, 根据钢轨每段路径同时运行仅为单向的 特性, 需要对各台 RGV 的实际任务需求及运行状况进行 分析计算, 对接收的实时信息进行同步处理, 及时调整 算法的条件和参数[10]。
具体的调度策略如下。
( 1 ) 任务优先级: 根据工位呼叫站的任务的先后顺 序确定任务优先级。
( 2 ) 调度优先级: 根据任务情况优先调度距离最短 且无任务的 RGV。
( 3 ) 转盘路径优先级: 为减少 RGV 路径干涉的发生, 紧邻的两个转盘之间同时仅有一个行驶方向 。在顺 序调度规则的基础上提出了调整顺序规则来减少 RGV 每 次路径规划时干涉的发生[11]。
( 4 ) 转盘交互优先级: 路径规划优先占取的路径通 过转盘的优先级最高。
( 5 ) 紧急任务优先策略: 通过工位呼叫站下达的紧 急任务, 路径规划具有最高优先级。
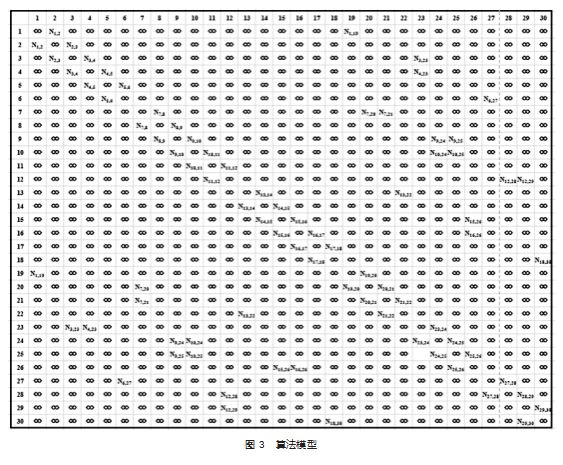
基于以上调度策略 、硬件设置及 RGV 形式距离计算 方式, 建立邻接矩阵模型, 将站号作为节点信息 (即 RGV 停靠位置, 该位置设有载码体芯片)、 站号间的距 离 (载码体之间的距离) 作为权值 (即路径, 不存在的 路径设为 0), 组成 1 个一维数组和 1 个二维数组, 一维 数组用于存储 RGV 停靠位置, 二维数组用于存储节点之 间的距离信息 。各节点之间的最短长度即为所有节点之 间路径中包含的数值和的最小值[12]。
一维数组 (代表 RGV 可停靠位置):
{1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13.14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30}
二位数组 (代表各停靠位之间距离, 无路径可能设 为∞) 如图 3 所示。
基于以上矩阵模型, 图中每个节点表示一个任务, 节点 N 和 M 之间存在从 N 到 M 的有向边 ( N→M), 当且 仅当对应的任务 N 直接依赖于任务 M[12], 计算从 N 号位 置至 M 号位置为 RGV 行驶路径, 从 1 号停靠位置直至 30 号停靠位置逐步选取可能路径, 提取所有可能路径, 将 个路径的权值进行相加 、排序, 选取权值最小的路径 。 快速排序可能是应用最广的排序算法, 其基本思想是将 输入分解为两个规模较小的子问题, 递归求解[13] 。并根 据最小路径上各站号有无 RGV 占位, 判断是否为可通行 路径, 否则选取第二小的路径进行判断, 循环计算直至 选取出最优路径, 进行系统占位。
4 动态调度系统
基于以上硬件和算法模型的搭建, 进行调度系统的 软件编译, 通过系统及时的节点扫描和矩阵路径计算, 实现多台 RGV 在“田”字输送轨网 、多工位的使用场景 下的柔性动态调度, 计算 RGV 最优行驶路径 、RGV 预约 挂号排队等功能。
下面是路径规划实现的主要代码:
IF #开始规划路径 AND #规划中 . 规划异常=FALSE THEN "路径状态数据". 站点状态[1] := "路径状态数据".OP1. 忙碌; "路径状态数据". 站点状态[2] := "路径状态数据".OP2. 忙碌; "路径状态数据". 站点状态[3] := "路径状态数据".OP3. 忙碌"路径状态数据". 站点状态[4] := "路径状态数据".OP4. 忙碌; "路径状态数据". 站点状态[5] := "路径状态数据".OP5. 忙碌; "路径状态数据". 站点状态[6] := "路径状态数据".OP6. 忙碌; IF #终点< 12 AND #起点< 12 THEN
#矩阵大小 := 11;
ELSE
#矩阵大小 := #起点;
IF #终点>#起点 THEN
#矩阵大小 := #终点;
END_IF;
END_IF;
FOR #计数 := 0 TO 30 DO
#矩阵行搜索行号记录[#计数] := 0;
END_FOR;
FOR #计数 := 0 TO 200 DO
FOR #计数 2 := 0 TO 15 DO
#规划中 . 规划路径[#计数, #计数 2] := 0;
END_FOR;
END_FOR;
#规划中 . 路径条数 := 0;
"矩阵行号":=0;
"矩阵列号":= #起点;
#规划中 . 规划路径[0. 0] := #起点;
#搜索到终点不是最后节点标志 := FALSE;
#搜索到终点是最后节点标志 := FALSE;
#规划中 . 规划完成 := FALSE;
#本次路径搜索完成 := FALSE;
"路径列号" := 0;
"路径行号" := 1;
#路径号重复标志 := FALSE;
#路径最大节点数 := 8;
#路径长度放置序号 := #路径最大节点数+ 1;
WHILE #规划中 . 规划完成=FALSE DO
IF #矩阵行搜索行号记录["矩阵列号"]<#矩阵大小 THEN #本次路径搜索完成 := FALSE;
WHILE #本次路径搜索完成 = FALSE DO
FOR "矩阵行号" := #矩阵行搜索行号记录["矩阵 列号"]+1TO #矩阵大小 DO
IF #规划中 . 路径条数< 200 THEN
IF #搜索到终点不是最后节点标志 THEN
#规划中 . 路径条数 := #规划中 . 路径条数 + 1; #矩阵行搜索行号记录["矩阵列号"] := "矩阵行号"; FOR #计数 := 0 TO "路径行号" DO #规划中 . 规划路径["路径列号" + 1. #计数] := # 规划中 . 规划路径["路径列号", #计数];
END_FOR;
ELSE
#规划中 . 规划完成 := TRUE;
END_IF;
如果生产工艺变动, 需更改 RGV 停靠位置, 只需要 根据增加 、减少载码体或移动芯片载码体位置, 同时在 上位软件中更改变动后各站号间的权值和增加站号, 即 可实现 RGV 停靠位置的改变。
5 实施应用与效果分析
铸件加工车间通过后 RGV 柔性动态调度系统的应用, 能够实现铸件在大面积车间 、多台加工设备之间的 智能配送, 通过基于“邻接矩阵模型”的智能调度系统 的应用, 将 RGV 的应用场景由单一的往复运动或单向环 形运动的适用场景转型“田”字形输送路网, 极大地提 高了设备的运行效率和后段加工的生产效率, 减少了中 间库存, 降低了不必要的人工浪费。
( 1 )“田”字网路径智能调度
通过“田”字轨网的布置, 将各加工单元有序地串 联起来, 以充电式 RGV 为载体, 以邻接矩阵模型算法为 依托, 运用 RFID+旋转编码器定位系统, 实现多台 RGV 在多工位“田”字形路网中的智能调度, 相较于传统的 直线往复输送 RGV 、单向环形输送 RGV, 极大地提升了 RGV 的运行效率, 解决铸件后段加工效率低下 、人工转 运劳动强度大 、加工工序柔性低等问题。
( 2 ) RGV 定位系统
采用“RFID+旋转编码器”的定位方式, 以 RFID 做 站点识别, 用于对 RGV 运行的坐标记录, 以设在 RGV 从 动轮上的编码器做行驶距离自动计算, 通过站点识别+ 距离计算的方式, 实现 RGV 的精确定位, 通过该定位方 式, RGV 的定位精度可达±10 mm。
( 3 ) 存在不足
通过该系统的应用仅是解决了产品在工序间的柔性 输送问题, 依赖人工通过工位操作屏下发输送任务, 对 于生产的推动依然是被动的 。基于此, 可以在系统中增 加信息化系统, 统计各加工单元呼叫及配送的数据进行 记录分析, 增设数据分析功能, 提前预判加工单位对工 件的需求, 前往上步工序取料 。通过这一功能的应用, 能有助于系统变被动为主动, 推动生产, 助力产线提高 生产效率。
基于动态规划的 RGV 动态调度模型并未引入设备故 障的计算模型, 故障的发生往往伴随着加工效率的降低, 而系统应引入故障数据 、保持着数据更新的实时性, 改 善故障所带来的影响, 得到最优的解决方案[14]。
6 结束语
RGV 的应用多以直线往复或单向环形为主, 环形轨 道式的 RGV 小车沿头尾相接的封闭环形轨道循环运行; 非环形往复式 RGV 小车则在直线的轨道上反复地做前 进 、后退动作 。 由于 RGV 在轨道上行走, 路线一经确定后再进行改造就比较困难, 因此对使用场所的适应性差 成为其最大的局限性[15], 无法充分展示 RGV 负载大 、运 行稳定 、高效等特点 。本文通过钢轨和电动转盘的组合, 将 RGV 的运行路径由直线或单行环形扩展为覆盖范围更 广的“田”字形轨网, 再结合邻接矩阵算法模型, 建立 了多台 RGV 多工位的柔性动态调度系统, 可实现多台 RGV 在复杂路径上涉及多个工位时的 RGV 调度排序 、路 径规划 、路径管制等, 改善了 RGV 系统的适用场景, 为 更多运输量大 、环境差的生产企业提供了一个新的输送 方式和思路, 具有重要的现实意义。
参考文献:
[1] 黄小东,李文升,原晓雷,等 .AGV 系统在数字化铸造车间的应 用[J]. 中国铸造装备与技术,2014(3):55-57.
[2] 王绍刚 . 自动化物流系统在铸造企业中的应用与实践[J]. 物流 技术与应用,2020.25(3):148- 149.
[3] 杨阅兵, 生一, 葛睿,等 . 重载 AGV 小车设计[J]. 河北农机,2021 (8):75-77.
[4] 刘俏 .RGV 系统设计与应用[J]. 物流科技,2016.39(5):51-54.
[5] 顾红, 邹平,徐伟华 . 环行穿梭车优化调度问题的自学习算法 [J]. 系统工程理论与实践,2013.33(12):3223-3230.
[6] 景冰清 . 智能 RGV 的动态调度策略[J]. 电子测试,2020(21):64- 65.
[7] 向旺, 吴双, 张可义,等 . 基于排队论的环形穿梭车系统运行参 数分析[J]. 制造业自动化,2018.40(6):151- 153.
[8] 陈道蓄 . 最短路径问题[J]. 中国信息技术教育,2020(Z3):18-22.
[9] 江涛,朱治国,黄腾辉,等 . 基于柔性生产线 RGV 调度问题的优 化研究[J]. 起重运输机械,2021(20):49-52.
[10] 陈培森 . 道路交通应急调度策略研究[J]. 漳州师范学院学报 (自然科学版),2009.22(04):25-30.
[11] 江唯,何非,童一飞,等 . 基于混合算法的环形轨道 RGV 系统调度优化研究[J]. 计算机工程与应用,2016.52(22):242-247.
[12] 陈道蓄 . 调度问题中的算法[J]. 中国信息技术教育,2020(11):25-29.
[13] 陈道蓄 . 排序问题[J]. 中国信息技术教育,2020(7):24-27.
[14] 曹洪涛,彭心一,王亚杰,等 . 基于动态规划算法在故障发生时 RGV 调度策略[J]. 科学技术创新,2019(8):67-69.
[15] 查申森, 陆舆 . 一种基于 RGV 、AGV 的柔性输送系统[J]. 自动 化与仪器仪表,2015(2):121- 123.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/65722.html