SCI论文(www.lunwensci.com)
摘要:针对传统吸布料天车经常出现过滤布袋烧坏、离心风机高温过载烧毁、系统故障查找慢等现象, 基于 Profinet 总线设计了吸 布料天车电气控制系统。该系统以 S7- 1500PLC 为核心, 实时在线检测吸料口料温、布袋仓前管道温度以及离心风机进气口前端温 度、压力和离心风机电压、电流, 当吸料管料口温度超过允许吸料温度后, 程序自动控制吸料管上升禁止吸高温料; 当布袋仓前 管道温度和离心风机进气口前端温度、压力高于设定值时, 离心风机变频器自动停止运行, 保护过滤布袋及离心风机不因高温气 流而烧毁。系统不仅提供安全可靠的保护措施, 还通过 Profinet 总线架构, 实时读取反馈相关参数和故障信息到HMI 界面, 指导操 作维修人员迅速排除故障。
Design and Simulation of Control System of Suction Crane Based on Profinet Bus
Zhang Hualong, Zheng Zhengguo, Zhu Huiwen, Zhao Huijuan
(Zhuzhou Tianqiao Crane Co., Ltd., Zhuzhou, Hunan 412000. China)
Abstract: The traditional cloth suction crane has shortcomings, such as the burning of the filter bag, the burning of the high temperature overload of the centrifugal fan, and the slow system fault finding. A set of electrical control system based on Profinet bus is designed. With S7- 1500PLC as the core, the system can detect the material temperature at the suction inlet, the temperature of the pipe in front of the bag bin, the temperature and pressure at the front of the air inlet of the centrifugal fan, and the voltage and current of the centrifugal fan in real time and online. When the temperature at the material inlet of the suction pipe exceeds the allowable suction temperature, the program will automatically control the suction pipe to rise and stop the suction of high-temperature materials; When the pipe temperature in front of the bag bin and the temperature and pressure at the front of the inlet of the centrifugal fan are higher than the set value, the frequency converter of the centrifugal fan will automatically stop running to protect the filter bag and the centrifugal fan from burning due to the high temperature air flow . In addition to the safe and reliable protection measures, with the Profinet bus architecture, the relevant parameters and fault information can be read and feedbacked in real time and display on the HMI interface, which can guide the operator or maintenance personnel to remove the fault quickly . Key words: suction and discharge crane; PLC; frequency converter; Profinet bus; HMI
0 引言
随着我国碳达峰和碳中和目标的逐步落实, 新能源 储能行业迎来了爆发式增长。以锂电池为代表的制造产 业链中负极材料需求剧增, 石墨化炉作为负极材料的生 产工具势必也随之增加, 而吸布料天车是石墨化炉生产 工艺中的重要设备之一, 需求量也出现剧增现象。
负极材料是微米级的石墨碳粉, 符合气力输送物料 类型的特点, 因此吸布料天车通常是以离心风机为输送 动力[1-4]; 但由于生产工艺及产能等各种因素的要求, 吸 料 温 度 一 般 在 400 ℃ 左 右, 极 端 情 况 可 能 达 到 650~ 800 ℃, 高温经常造成吸料系统内除尘布袋、离心风机 等设备出现故障甚至烧坏的现象, 导致生产中断给厂家 带来较大的经济损失。文献[5-6]介绍当离心风机进气口 温度异常时, 在其前端增加进气补偿阀的形式补充正常空气冷却离心风机, 风机的寿命得到了保证, 但降低了 风机工作效率, 且布袋除尘器仓内布袋未得到实时有效 的保护; 文献[7]采用了一种改进型的空气冷却器, 提升 了冷却器的工作效率, 但当吸高温物料时无法保证经过 空气冷却器的空气温度能降到布袋及离心风机允许的工 作温度; 针对上述问题, 本文开发了一套基于 Profinet 总 线的吸布料天车电气控制系统, 该系统可以实时在线检 测吸料口料粒温度、布袋除尘器仓前温度以及离心风机 进气口前端温度及压力, 并通过 PLC 运算处理, 确保天 车吸卸料系统各设备的温度压力值在允许的工作范围内, 提高了吸布料天车的可靠性。
1 吸布料天车
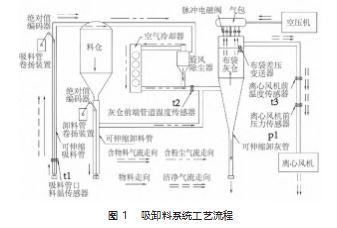
石墨化炉吸布料天车包含产品料吸布料天车和辅料 吸布料天车两类, 均是艾奇逊坩埚石墨化炉装吸料作业所需的专用大型设备, 两者的区别在于产品料吸布料天 车用于负极材料即产品材料的吸布料作业, 辅料吸布料 天车用于辅料及电阻料的吸布料作业, 为避免混料两类 车不能混用。吸布料天车主要由大小车运行机构、吸卸 料系统以及电气控制系统部分组成[8]; 大车沿厂房长度 方向运行, 小车安装于大车上, 沿厂房跨度方向运行; 吸卸料系统安装于小车上, 是吸布料天车的核心部分。 图 1 所示为吸卸料系统的工艺流程。首先, 离心风机产 生的负压使高温物料随气流通过可伸缩的吸料管到达大 料仓顶部, 物料通过重力自沉降于大料仓中, 然后高温 含尘气流进入旋风除尘器, 绝大多数粉尘落入底部灰斗, 高温含尘气流通过空气冷却器降温, 气流再进入耐高温、 高效率布袋除尘器, 最后气流到达耐高温的离心风机入 口, 经离心风机排出, 完成高温物料的处理。
2 系统总体方案设计
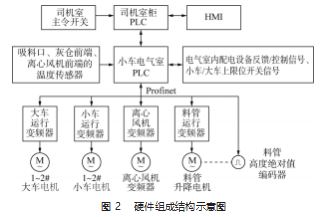
控制系统硬件组成结构如图 2 所示, 控制系统主要 由 PLC 、HMI、变频器、大车运行电机、小车运行电机、 离心风机、料管升降电机、绝对值编码器、吸料口温度 传感器、灰仓前端温度传感器、离心风机前端温度传感 器等组成。控制系统以 PLC 为核心, PLC 接收驾驶室操 作人员大小车运行手柄等主令信号, 通过内部程序进行 运算输出, 控制大小车运行机构变频器, 从而驱动大小 车运行到目标炉室上空位置, 然后启动离心风机, PLC 接收吸料管升降手柄的指令, 控制料管变频器下放料管 至炉室内料层进行吸料; 吸料完成后上提吸料管, 再移 动大小车至卸料位置, 选择卸料管将料管下放至卸料位 置后开阀门卸料, 如此反复; HMI 作为系统人机界面, 用于天车参数设置、工艺流程显示、设备状态显示和故 障诊断等功能等[9]。在小车二层平台安装 2 个红外温度传 感器, 用于非接触式测量吸料管口两侧料温; 在灰仓前 端管道上安装热电偶温度传感变送器, 用于检测进入灰 仓的空气温度; 在离心风机前端管道上安装热电偶温度 传感变送器和压力变送器, 用于检测离心风机进气口空气温度及压力, PLC 实时采集以上温度及压力传感器数 据[10], 程序自动判断是否超出各参数设置范围, 否则自 动停机并弹窗报警。
3 系统硬件设计
3.1 PLC 及 HMI 的设计
PLC 作为吸布料天车的控制中枢, 主要完成各输入 数据的扫描, 运算程序的执行以及逻辑输出刷新; CPU 的选型一般是根据系统工艺复杂程度、输入输出点数、 程序量大小以及程序执行速度等进行选择, 电气室主站 CPU 采用西门子 CPU1511- 1PN, 其自带 1 个 Profinet 网络 接口, 带宽 100 Mb/s, 位运算执行时间 60 ns, 工作存储 器 150 kB, 系统存储器 1 MB[11]; I/O 模块采用 ET200SP 系列, I/O 点统计约需 15 个模块, 而 ET200SP 接口模块 最大仅能带 13 个模块, 因此设计 2 个 ET200SP 子站, 其中一个站带 8 个 I/O 模块, 另一个子站带 7 个 I/O模块; 数字量输入/输出模块采用 16点 DC 24 V 模块, 模拟量输 入模块采用 4点 4 ~ 20 mA 信号模块; 触摸屏选用西门子 KTP700 系列, 该触摸屏自带 Profinet 接口, 直接与 PLC 通信; 表 1 所示为 PLC 模块及 HMI 选型表。
3.2 变频器的设计
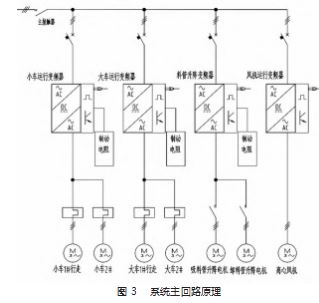
变频器用于大车运行机构、小车运行机构、料管升 降机构以及离心风机的变频驱动。大小车运及料管起升 变频器选用 ABB 的 ACS880 系列, 离心风机变频器选用 ABB 的 ACS580 系列, 频率输出范围为 0 ~ 500 Hz, 采用 Profinet 总线与 PLC 通信, 变频器的启停和速度给定均通过报文形式进行赋值数字给定; 各机构拖动原理详见图 3. 大小车运行机构变频器采用一拖二的 V/F 控制方式, 料管升降变频器控制方式为无传感器矢量控制模式, 离 心风机为 V/F 控制直驱模式 [12- 13], 其中吸卸料管共用一 个变频器, 采用接触器切换控制。由于使用环境的特殊 性, 石墨化车间环境具有碳素粉尘、碳氢化合物和二氧 化硫、沥青烟及一氧化碳等特性, 粉尘具有强导电性, 因此变频器需选用 IP55 防护等级 (+B056选件); 采用 Profinet 总线接口与 PLC 通信, 还需选用型号为+K475 的 Profinet 总线接口模块。
3.3 传感器的设计选型
为了保护吸料系统的工艺设备, 需要检测吸料管口 温度、灰仓前端温度、离心风机进气口温度及压力。吸 料管口料温最高可能达到 800 ℃, 因此该传感器的最大 量程需要超过此温度, NS50PLTSF 红外温度传感器测量 范围为 0 ~ 900 ℃; 灰仓前端管道空气允许温度为 140 ℃, WZPBJ 系列热电偶温度变送器测量范围为0 ~ 300 ℃; 离 心风机前端进气口空气允许温度为 90 ℃, WZPBJ 系列热 电偶温度变送器测量范围为 0 ~ 150 ℃; 离心风机额定压 力值为-30 kPa, TK3051CG 压力变送器测量范围为- 100 ~ 200 kPa; 所有传感器均选用4~20 mA 抗干扰较强的电 流输出信号, 信号直接接入 PLC 模拟量输入模块[14], 表2 所示为系统传感器选型参数。
3.4 绝对值编码器设计选型
绝对值编码器用于吸料管高度方向的位置检测, 料 管升降高度值在 8 m 左右, 根据料管卷扬卷筒上钢丝绳的 圈数,可以计算出安装在卷筒后端的绝对值编码器的旋转 圈数,除了圈数外,还需要考虑的参数有防护等级、使用温度、单圈精度、输出方式、电源电压等; 设计选用图 4 的倍加福品牌 212 圈、精度 213/圈, -25 ~ 85 ℃使用环境温 度的 Profinet 总线接口 EVM58I-PN 系列绝对值编码器。
4 控制系统软件设计与仿真
控制系统软件设计包括下位机 PLC 程序设计以及上 位触摸屏画面开发。
4.1 控制流程图设计
大小车运行机构的控制比较简单, 系统上电初始化 后, 如有档位信号则按档位信号运行, 如激光防撞信号 或减速停止限位信号触发, 则需要执行减速或停止信号, 触摸屏显示各限位状态。夹具升降机构的控制流程基本 与大小车运行机构类似, 此处不做详述, 重点介绍离心 风机的控制流程。
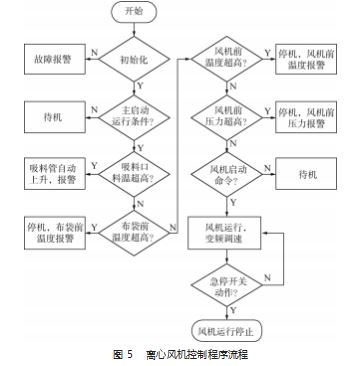
离心风机启动的首要条件为系统主接触器已经启动, 在离心风机界面上设置吸料上限料温 t1 (650 ℃), 当吸 料口温度传感器检测的温度 t 吸 ≤t1 时, 系统默认正常; 当 t 吸 >t1 时, 程序控制自动上提吸料管至离面 500 mm 安全 高度位置, 禁止吸料并弹窗报警显示吸料温度异常, 避 免料温过高时高温物料随吸入的空气混合后烧坏灰仓内 的除尘布袋以及后端离心风机。
在 HMI 上设置灰仓内除尘布袋保护的报警温度t2 (105 ℃) 和保护温度 t3 (140 ℃), 当灰仓前端管道上的 温度传感器检测的温度 t布袋 ≤t2 时, 系统默认正常; 当 t2< t 布袋 ≤t3 时, 系统开始示警, HMI 弹窗警告吸料温度过高, 但此时还允许继续操作设备; 当 t布袋 >t3 时, 声光报警器 报警, 离心风机停止运行, 以防热风烧坏布袋。离心风机的控制流程如图 5 所示。
在 HMI 上设置离心风机保护的报警温度 t4 (75 ℃) 和保护温度 t5 (90 ℃), 当离心风机前端管道上的温度传 感器检测的温度 t风机 ≤t4 时, 系统默认正常; 当温度高于 t4t5 时, 声光报 警器报警, 离心风机停止运行, 以防离心风机高温受损。
在 HMI 上设置离心风机保护的报警压力 P风机, 当离心风 机前端管道上的压力传感器检测的压力 P≤P 风机 时, 系统 默认正常; 当压力 P 风机 >P1 时, 声光报警器报警, 离心 风机停止运行, 以防离心风机超压受损。
4.2 PLC 程序设计
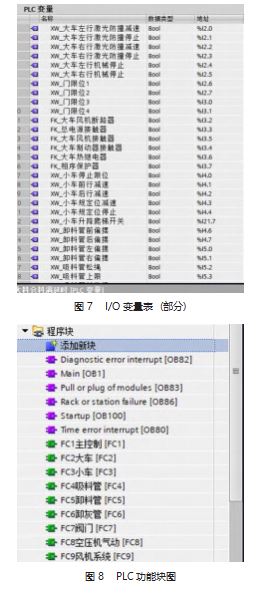
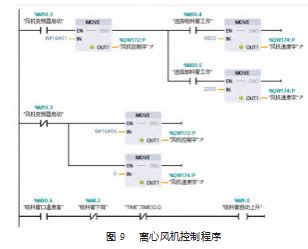
程序设计是控制系统的核心部分, 根据操作方式及 工艺控制要求, 确定动作逻辑、连锁保护以及控制参数。 采用西门子 TIA 博图 V16 平台作为系统编程软件, 首先 创建一个项目, 点击“添加新设备”进行组态网络, 如 图 6 所示。在硬件目录中选择货号和版本与实际一致的 控制器、 I/O 模块、 ET200SP 接口模块、触摸屏以及变频 器等设备; 然后配置模块参数, 对 CPU、接口模块、触 摸屏、绝对值编码器以及变频器进行地址分配, I/O 模块 的输入输出地址可以采用默认地址也可以在每个模块属 性的 I/O栏统一设置分配地址。其次, 根据 I/O 硬件接线 图编制变量表, 如图 7 所示。最后进行程序设计, 平台 提供线性化、模块化、结构化 3 种编程方法[14- 15], 本系 统采用模块化编程方法, 如图 8 所示。 OB1 为主程序的 组织块, FC 函数块为工艺功能执行块, 分为 FC1 主启动 函数块、 FC2 大车运行电机函数块、 FC3 小车运行电机 函数块、 FC4 吸料管函数块、 FC5 卸料管函数块、 FC9 离心风机函数块等。采用梯形图编程, 根据系统工艺控制 逻辑完成每个功能块的编程, 然后在 OB1 块中直接调用 上述 FC 函数块, 程序执行过程中, 每个 FC 块均会被扫 描执行一次。限于篇幅, 本文给出部分离心风机控制程 序, 如图 9 所示。
4.3 触摸屏程序设计及仿真
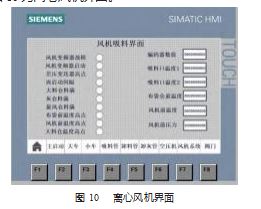
HMI 的开发平台同样采用博图 V16 进行画面设计和 编译。触摸屏采用西门子 7 寸 KTP700 系列, 自带 Profi⁃ net 总线接口与 PLC 通信。利用 HMI 变量栏的变量编辑器 直接与 PLC变量关联, 对象地址与 PLC 的地址一一对应; 根据工艺要求设置了参数设置、主启动、大车、小车、 吸料管、卸料管、卸灰管、空压机、离心风机 9 个主画 面, 图 10 为离心风机界面。
应用博图的 S7-PLCSIM 软件进行项目仿真。在项目 树中分别选中项目和 HMI, 启动仿真后, 将程序下载到 PLC 并在仿真界面单击 RUN, 确保触摸屏及 PLC 的通信 正常, 仿真界面如图 11 所示。 PLC 程序中模拟离心风机 运行的条件, 启动离心风机, 然后模拟给定外部各温度、 压力传感器的数据, 观察离心风机的启停保护情况, 并查看 HMI 中相应传感器检测值是否与给定的一致, 报警 状态等, 然后将 HMI 组态画面与下位机程序进行一一联 调[16]。仿真结果表明, 系统运行正常, 达到了设计要求, 离心风机、过滤布袋均得到可靠保护, 系统连锁保护正常。
5 结束语
根据石墨化炉吸布料作业工艺特点, 采用 S7- 1500 系列 PLC 作为系统主控制器, ABB 变频器作为机构驱动 单元, 使用博图软件进行 PLC 编程和触摸屏开发, 设计 了一套基于 Profinet 总线的吸布料天车电气控制系统。仿 真结果证明, 该系统不仅在功能上满足了吸布料作业的 需求, 而且在设备安全方面也有很大改善; 系统自动判 断并禁止吸高温物料的作业, 实时在线检测离心风机及 过滤布袋前端空气温度, 保护其均处于正常的工作温度 范围内, 降低了设备故障率, 提高了生产效率; 借助于 HMI 减少了设备故障查找时间。该系统已在贵州格瑞特、 四川杉杉等石墨化吸布料天车项目上得到验证, 可为高 温物料气力输送应用场景提供设计借鉴。
参考文献:
[1] 唐锋 . 焙烧多功能天车吸卸料系统的分析与计算[J]. 机械制 造,2019.57(3):27-29.
[2] 李建国 . 气力输送技术浅谈[J]. 机械制造,2003(1):30-31.
[3] 杨伦袁,谢一华 . 气力输送工程 [M]. 1 版 . 北京 :机械工业出版 社,2006.
[4] 李诗久 . 气力输送理论与应用 [M]. 1 版 . 北京 :机械工业出版 社,1992.
[5] 毛洪利 . 浅谈新型焙烧多功能起重机在应用中的关键创新点 [J]. 有色设备,2020.34(3):1-4.
[6] 罗勇 . 吸布料天车存在的缺陷及改进措施[J].科技风,2014(8):256.
[7] 王建,胡秀芬, 张春东,等 . 焙烧多功能起重机吸、卸料系统的 问题与改进[J]. 世界有色金属,2013(7):43-45.
[8] 邓海娣 . 多功能焙烧天车的设计[J]. 机械研究与应用,2016.29 (3):109- 111.
[9] 吕华芳,杨汉波, 丛振涛,等 . 基于 PLC 控制的室内降雨入渗自 动测定系统[J]. 农业机械学报,2014.45(9):144- 149.
[10] 高扬 . 基于 S7- 1500 PLC 的模拟量在温控设备中的应用[J]. 科技创新与应用,2021.11(13):181- 183.
[11] 胡浩 . 洁净空调 PLC 控制系统的设计与应用[J]. 自动化应用, 2020(8):22-23.
[12] 汤保民 . 煤场塔式起重机变频器选型与参数设置探析[J]. 山 东煤炭科技,2012(5):140- 142.
[13] 王金祥,杨李军 . 风机变频器节能[J]. 纸和造纸,2007(2):18-20.
[14] 刘长青 .S7- 1500 PLC 项目设计与实践[M]. 1 版 . 北京:机械工 业出版社,2016.
[15] 向晓汉 . 西门子 S7- 1500 PLC 完全精通教程[M]. 1 版 . 北京:化 学工业出版社,2018.
[16] 王晓瑜 . 基于SIMATIC S7- 1200 PLC、WINCC和VVVF的电梯 监控系统设计与仿真[J]. 自动化技术与应用,2018.37(9):81-85.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/64407.html