SCI论文(www.lunwensci.com):
摘要:针对蜗杆等齿轮类零件加工中易出现齿面裂纹这一问题,建立了以蜗杆齿面裂纹为顶事件的故障树,对造成该顶事件的故障原因进行逐级分解,从设计硬度、锻件毛坯、热处理、磨削工艺等方面对故障原因进行逐一分解,通过查阅设计标准、锻件毛坯化学分析对设计硬度及锻件毛坯原因进行了排除;分析过程中开展了材料热处理检查和金相组织检测,分析结果显示蜗杆齿面裂纹呈现二次淬火磨削烧伤特征和回火烧伤特征,蜗杆加工过程中磨齿工艺参数不合理,对磨削烧伤开展了故障机理分析,给出了工艺改进措施,最后采用磨削前低温回火消除内应力,调整砂轮转速和进给量等磨削工艺参数解决了蜗杆齿面裂纹问题。对齿轮类零件产生齿面裂纹的原因分析方法与实际问题的解决具有指导意义。
关键词:蜗杆;齿面裂纹;热处理;磨削
The Reason Analysis and Grinding Improvement of the Worm Tooth Surface Crack
Abstract:Aiming at the problem that the tooth surface crack is easy to appear in the machining of gear parts such as worm,a fault tree with the worm tooth surface crack as the top event is established.The fault causes of the top event are decomposed step by step,and the fault causes are decomposed from the aspects of design hardness,forging blank,heat treatment,grinding technology,etc.The reasons of design hardness and forging blank are excluded by referring to design standard and chemical analysis of forging blank.In the process of analysis,the material heat treatment inspection and metallography detection are carried out.The analysis results show that the tooth surface crack of worm presented the characteristics of secondary quenching grinding burn and tempering burn.The grinding process parameters are unreasonable in the process of worm machining.Adjusting grinding process parameters such as wheel speed and feed rate solve the problem of worm tooth surface crack.It is instructive to analyze the causes of tooth surface cracks in gear parts and solve practical problems.
Key words:worm;tooth surface crack;heat treatment;grinding
0 引言
蜗杆通常与蜗轮配合使用组成交错轴齿轮副,可作为减速装置的重要传动结构。为得到较高的传动效率,蜗杆要求表面硬度和加工精度相对较高,若蜗杆热处理和加工工艺不恰当[1],容易在蜗杆齿面形成裂纹,影响蜗杆齿面的疲劳强度。某批次蜗杆材料选用 17CrNiMo6,是某动力传动减速机的主要传动部件,在磨齿加工过程中在其齿根、齿面发现多条不同程度的裂纹[2],大部分在粗磨工序出现裂纹,其中一件在精磨工 序出现裂纹,裂纹主要表现为齿根块状剥落、齿面靠近 齿根线状裂纹及由齿根到齿顶散射的线状裂纹形式,裂纹肉眼可见,触感明显,严重位置有爆裂现象,如图1~ 2 所示。
为有效开展蜗杆齿面裂纹原因分析,本文针对蜗杆在加工中出现齿面裂纹的问题,采用故障树的方法[3],建立了以蜗杆齿面裂纹为顶事件的故障树[4],从设计、 锻件毛坯、热处理、磨削加工等方面自顶向下对故障树 进行展开,完成故障树的建立;随后按照自底向上的方 法对故障树中可能造成蜗杆齿面裂纹的原因即底事件进 行了逐一分析和问题排查,在对故障机理进行深入分析 的基础上通过问题复现等手段对故障进行了定位,并给出了相应的解决措施,通过实践验证了措施的有效性, 有效解决了蜗杆磨削产生裂纹的问题。本文对如何建立 故障树、通过故障树分析解决实际问题及开展类似齿面 裂纹的故障原因分析,提供解决方案等都具有实际的指导意义。
1 故障原因分解
故障树图一般指的是一种性质十分特殊的倒立式的树状逻辑因果关系图,主要通过事件符号、逻辑门符号和转移符号表述故障事件之间的因果关系。建立故障树时,应从顶事件出发[5],逐级向下分解,找出造成顶事件的直接原因即中间事件,重复上述步骤直至中间事件不能再次分解或者在实际分析过程中没必要再次进行分解,最底层的输入事件即所要分析的底事件。通过该方法建立以蜗杆齿面裂纹为顶事件的故障树如图3所示。
2 故障原因分析
蜗杆齿面裂纹故障树中已经列出了可能造成蜗杆齿面裂纹的所有原因即底事件,根据已经建立的蜗杆齿面裂纹故障树,通过对该故障树中所有底事件进行逐一分析和排除[6],对蜗杆齿面裂纹问题进行故障定位,找到造成本批次蜗杆齿面裂纹的真实原因。
2.1 设计原因分析
蜗杆齿面裂纹蜗杆表面蜗杆材料为17CrNiMo6,按GB / T3480. 5规定要求渗碳锻钢表面硬度660~800 HV或HRC58~64,图纸设计渗碳淬火后表面硬度为HRC58 ~62,符合国家标准要求。对比同类产品蜗杆,其渗碳淬火后表面硬度设计值与该要求值吻合,故可排除设计硬度值偏高A1。
2.2 锻件毛坯分析
(1)针对锻件化学成分的排查,根据锻件厂家提供的自查记录及锻件化学成分表,蜗杆化学成分符合17CrNiMo6技术要求,不存在超标情况,如表1 所示,可排除锻件化学成分超标B1。
(2)针对锻件非金属夹杂物进行检测,沿蜗杆轴向取样,按GB / T10561-2005 《钢中非金属夹杂物含量的测定标准评级图显微检验法》进行非金属夹杂物检测,非金属夹杂物主要为D 类球状氧化物,非金属夹杂物级别为:A0,B0,C0,D0.5,DS0,放大100 倍后如图4所示。同时根据锻件厂家自查情况,蜗杆锻件非金属夹杂物级别符合锻件技术要求及相关的国家标准,不存在超标情况,可排除锻件非金属夹杂物超标B2。
(3)对锻件晶粒度的排查,根据锻件厂家自查情况,蜗杆锻件本质晶粒度及实际晶粒度均为6 级,符合锻件技术要求,不存在超标情况,可排除锻件晶粒度超标B3。
(4)针对锻件内部缺陷的排查,根据锻件厂家自查情况,蜗杆锻件在完成锻造出厂前进行了超声波探伤,探伤报告显示该锻件产品合格,可排除锻件材质内部缺陷B4。
综上所述,可排除锻件毛坯不合理A2。
2.3 热处理分析
(1)针对渗碳淬火后金相组织超标的排查,在抛光状态下观察,齿根位置有一处裂纹开口较大,裂纹沿平行于齿面方向向节圆扩展,裂纹长度约8 mm,如图5所示。在节圆表面存在数条微裂纹,裂纹垂直于齿面,在表面开口较大,向内逐渐变窄,裂纹尾部较尖锐,深度约1 mm。
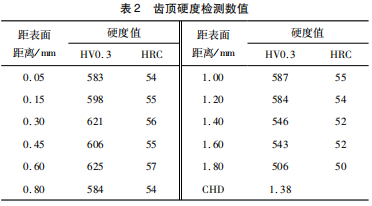
腐蚀后对齿部进行金相组织检测,在齿面沿齿高方向约90%的齿面有二次淬火组织(未回火马氏体组织),深度约为0.01 mm。二次淬火组织的分布与齿面磨削烧伤检测观察的磨削烧伤位置基本一致,如图6 所示。心部组织为板条马氏体,晶粒度为6.5 级,如图7 所示。齿顶未见二次淬火组织,通过对齿顶进行硬度检测,在距齿顶表面距离0.6 mm的范围内硬度为HRC54~57,越靠近齿顶表面的地方硬度值越低,在距离齿顶表面大约0.6 mm的地方硬度值达到最高值,由此判断0.6 mm为渗碳淬火层厚度,蜗杆齿顶部位在磨削加工过程中发生回火。齿顶硬度检测数值如表2所示。
齿根未磨区域表面组织为:细针状马氏体+弥散颗粒状碳化物+少量残余奥氏体,碳化物级别:1 级,马氏体级别:2 级,残余奥氏体级别:2 级,满足技术要求。可排除渗碳淬火后金相组织超标B5[7]。
(2)针对渗碳淬火后硬度超标的排查,根据现场各热处理工艺车间人员现场的自查分析记录情,渗碳淬火热处理完成后的试样表面硬度保持在HRC59.2 ~ 59.7, 芯部硬度为HRC34 ~ 35. 6,该硬度符合相关标准,无其他硬度超标问题,可以大致排除该试样渗碳淬火硬化处理结束后试样表面硬度存在的明显超标B6。 综上所述,可排除渗碳淬火处理不当A3。
2.4 磨齿工艺参数不合理分析
按照GB / T17879-1999对蜗杆齿面进行侵蚀检验[8], 观察发现整个齿高方向,有约90%的区域呈白亮色,显示二次淬火磨削烧伤特征,剩余10%齿面呈深灰色,显示回火烧伤特征,如图8所示。
(1)针对磨齿时冷却液异常的排查,通过查阅生产车间的工艺记录,该机床工作正常,冷却液正常,可排除磨齿时冷却液异常B7。
(2)针对磨齿时进给量偏大的排查,通过查阅生产车间的工艺记录,磨齿时单次进给量不超过0.02 mm, 将磨齿单次进给量降低至0.01 mm后,裂纹变得极其细微,不能排除磨齿时进给量偏大B8。
(3)针对磨齿时砂轮转速偏高的排查,通过查阅生产车间的工艺记录,磨削加工时砂轮转速为1800 m / min, 将砂轮转速降为1200m / min 后,没有出现肉眼可见的裂纹;不能排除磨齿时砂轮转速偏高B9。
(4)针对磨齿时砂轮选择不当的排查,更换砂轮磨削后仍然出现裂纹,可以排除磨齿时砂轮选择不当B10。
(5)针对齿根未加工圆角的排查,在齿根处加工圆角后进行磨削仍然出现了裂纹,可以排除齿根未加工圆角B11。
综上所述,无法排除磨齿时进给量偏大B8、砂轮转速偏高B9的故障影响,进而无法排除磨齿工艺参数不合理A4故障原因。
2.5 故障定位数
通过故障树分析,蜗杆齿面裂纹原因为磨齿工艺参数不合理A4,具体原因为磨齿时进给量偏大B8、砂轮转速偏高B9[9]。
3 故障机理分析
蜗杆的齿面是螺旋表面,磨齿时齿面直接受到砂轮 磨粒面的旋滑刮擦、耕犁和切削。由于砂轮速度高,磨 削砂轮的磨削过程发热量大,磨削热量不能很快散去, 而是在极短时间内传到整个齿轮零件结构体系中。零件 在磨削加工时会产生淬火效应,零件被加工表面因磨削 会产生大量的热,使整个被磨削表面内部金属的奥氏体 温度会迅速升高,如果此时热量不能被冷却液迅速带走, 很容易在表面产生不同程度的烧伤。淬火效应使零件组 织中残余的部分工件表层金属组织重新开始出现了奥氏 体化,并可以通过再次磨削淬火重新成为马氏体,该马氏体的组织应力和磨削热应力的综合应力一旦超过了淬火后材料所允许承受的最大机械强度极限,便很可能容 易产生磨削性裂纹[10] 。
蜗杆采用17CrNiMo6 钢材质,渗碳硬化后的表面碳 含量可达0.96%,有极好的热淬透性和热淬硬性,在冷 却环境差温升快温度高的情况下,局部较易出现过热。 当温度超过渗碳后回火温度但低于相变温度时,齿面发 生不同程度的回火;当瞬时温度超过钢的Ac1 点转变温 度时,随后遇冷却液迅速冷却,便在表层形成二次淬火马氏体组织,而表层下由于温度梯度大,时间短,会形 成高温回火组织,表层与次表层之间形成拉应力,当表 层薄而脆的二次淬火马氏体承受不了时,便产生裂纹。局部温度越大,奥氏体转变为马氏体,脆性变大,更容 易继续使裂纹变大[11]。
从磨削表面金相组织热处理情况异常及工件表面硬 度异常等各项检测结果可知,轮齿表面发生了低温氧化 回火和高温二次淬火。磨削后产生的裂纹也总是与高温二次淬火以及工件表面氧化烧伤等热处理现象同时出现[12] 。蜗杆在用高温淬火处理或淬火加低温回火处理 后,其表面组织的正常及微观组织情况一般看成是低温 氧化回火马氏体层和高温热处理残余奥氏体,表面应力 一般呈压应力状态。当蜗杆表面进行磨削时,金相基体 组织结构已由原来回火后的马氏体结构逐渐变成了高温 回火索氏体结构或低温回火的屈氏体,表面也会因此产 生一些拉应力,蜗杆表面组织变化越大,拉应力就越大,应力影响深度越大,蜗杆表面烧伤越严重。当磨削表面发生回火和二次淬火后[13],虽然最外层表面奥氏体残余应力呈压应力状态,但表层非常薄,次表面索氏体或屈 氏体残余应力呈拉应力状态,表面奥氏体层与次表面索氏体或屈氏体层形成了两个硬度差别较大的应力梯度, 从而较为容易在该处产生裂纹[14] 。
4 改进措施及验证情况
4.1 改进措施
对蜗杆工艺进行相应调整,热处理工艺按硬度下限 进行控制,磨削参数按以下验证工艺参数进行,具体如下:
(1 ) 蜗杆磨削加工前增加两次230 ℃ × 20 h 回火处 理[15],控制蜗杆齿面硬度约为58~59 HRC;
(2 ) 观察齿面喷丸情况,如喷丸不良可重新喷丸或手工打磨处理直至符合要求;
(3 ) 将蜗杆表面清理干净后,对蜗杆齿面先进行磁粉探伤,然后进行着色探伤,并出具相应探伤报告;
(4 ) 探伤合格后,以蜗杆齿根圆找正校正减小弯曲变形的影响,同时通过打表齿面校正减小齿面扭曲变形,再精车蜗杆两端轴径至规定尺寸;
(5 ) 磨削工艺参数调整,砂轮转速控制在1200 m/min以下,采用SG 磨料、粒度46、硬度H、陶瓷结合剂砂轮,单次进给量控制在0.01 mm。
4.2 验证情况
对3件渗碳淬火后蜗杆进行两次230 ℃ × 20 h 回火, 首件按制定的措施磨削后,齿顶硬度HRC58 ~ 59,齿面 着色探伤无裂纹,后续两件加工后表面也未出现裂纹, 质量稳定,证明调整后的蜗杆工艺措施有效,磨削过程 中蜗杆齿面没有裂纹产生,该问题得到解决。
5 结束语
蜗杆磨削后表面回火的浸蚀检验显示蜗杆齿面有明 显的二次淬火磨削烧伤特征和回火烧伤特征,可判定为 磨削工艺不当造成的齿面裂纹。通过降低磨削砂轮转速、 减少砂轮磨削进给量、优选砂轮材质等方法,减少蜗杆 齿面磨削加工时产生的热,避免了蜗杆磨削表面发生二 次淬火和回火而产生裂纹,试验验证措施有效。
对于蜗杆齿面裂纹这种涉及材料选用、设计、热处 理及加工等多个领域的复杂问题。采用故障树分析方法, 通过故障树建立、故障原因排查、故障定位、故障机理 分析、故障复现及改进措施验证,找到了该批次蜗杆齿 面裂纹的原因,并通过齿面硬度控制及磨削参数优化等 措施解决了该问题,为通过故障树分析方法解决复杂系 统问题提供了思路和方法。
参考文献:
[ 1 ] 刘玉,左训伟,陈乃录,等.淬火纵向裂纹的有限元模拟[J].材料热处理学报,2019,40 ( 3 ):160-167.
[ 2 ] 贾云峰.蜗杆类零件磨削裂纹及对策[J].热处理,2018 ( 7 ):59-60.
[ 3 ]夏冉.基于模糊故障树方法的脐带缆可靠性分析研究[J].海洋工程,2021,39 ( 2 ):153-161.
[ 4 ] 李东亚,张涛,牛清波,等.故障树分析法在高速电主轴系统故障诊断中的应用[J ].机电工程技术,2019,48 ( 3 ):8-11.
[ 5 ]宋盼.提升机设备故障诊断中故障树技术的应用[J].机电工程技术,2018,47 ( 12 ):213-215.
[ 6 ] 安佰瑞.基于故障树法的船舶柴油机顺序增压系统故障诊断[ J ]. 电子机械工程,2020 ( 15 ):66-67.
[ 7 ]甘美露,张强,王书强,等.42CrMo 钢蜗杆开裂原因分析[J].理化检验(物理分册),2020,56 ( 2 ):39-43.
[ 8 ] 宋亚虎.大型工业渗碳齿轮磨削烧伤检测及预测技术研究[ D ]. 南京:南京理工大学,2016.
[ 9 ] 刘雅萍,卢兴旺,戴鑫亮.基于T-S 模糊故障树的转向架多态可靠性研究[J ].机械,2022 ( 7 ):29-35.
[ 10 ] 于晓东,王旭阳,吕世杰,等.发动机曲轴加工裂纹的研究[ J ].汽车制造业,2020 ( 5 ):16-17.
[ 11 ] 郎庆斌,张航宇,郑三妹,等.渗碳淬火齿轮齿面裂纹的检测和分析[J].热加工工艺,2017,46 ( 7 ):253-256.
[ 12 ] 杨俊生,叶健熠,夏谦,等.磨削定位支承裂纹的形成原因及分析[J ].轴承,2021 ( 11 ):47-52.
[ 13 ]秦朝伟,顾建芬.渗碳或碳氮共渗件磨削裂纹的控制[J].热处理,2008 ( 6 ):69-70.
[ 14 ]任敬心,康仁科.难加工材料的磨削[M].北京:国防工业出版社,1999.
[ 15 ] 陈金平.某机齿轮齿面磨削缺陷技术研究[J].现代制造技 术与装备,2020 (2 ):122-124.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/63405.html