SCI论文(www.lunwensci.com):
摘 要 :介绍了薄规格 16MnDR钢板轧制及热处理工艺的研究,主要采用加热过程中均热段 1280±20℃,轧制过程中控制粗轧 开轧温度≥ 980℃、精轧终轧温度 880±20℃, 正火工艺为 890±10℃, 保温时间 8-10min。生产结果满足国标 GB/T 3531-2014 要 求(其中屈服强度≥ 315MPa, 抗拉强度≥ 490 MPa, 断后伸长率≥ 21%, -40℃冲击功≥ 47J),表明此工艺生产的 16MnDR钢板具 有良好的强韧性和综合力学性能。
关键词 :16MnDR ;薄规格 ;热处理 ;低温压力容器用钢
随着石化工业的发展,新工艺、新设备不断出现,对压力容 器的用材的成分设计、力学性能等方面都做了更高的要求。石 油、化工等企业对压力容器的用材不仅要求一定的强度,还要 保证钢材有足够的塑性及低温韧性。通常将各种液化石油气、液 氨、液氧、液氮等生产、储存容器和输送管道以及在寒冷地区服 役的设备,称为低温容器,制造这些容器所用的钢,统称为低温 钢。低温钢一般分为无镍钢合有镍钢, 无镍钢一般指细晶粒钢和 低温高强度钢,其使用温度在 -60℃以上 ;有镍钢是指在钢中加 入合金元素镍, 使其固溶于铁素体, 使基体的低温韧性得到显著 的改善, 改变体心立方晶格的金属材料共有的低温转脆现象, 其 使用温度可达到 -196℃以下 , 随着石油、化工设备大型化及气体 的液化,分离、贮运及应用在各国已很普遍,这些低温技术和设 备的开发促进了低温压力容器用钢的发展 [1-3]。
16MnDR在主要元素 C-Mn 基础上,添加微合金元素 Nb、 Ti,采用洁净度钢冶炼技术,通过控轧控冷及正火处理后得到的 一种低温韧性良好的钢种,其最低温度可达 -40℃,在石油、化 工等行业应用比较广泛 [4]。对于厚度为 6mm-10mm 的薄规格钢 板板形及冲击性能很难保证客户要求,本文主要研究探讨薄规 格 16MnDR钢板轧制及热处理工艺。
1 工艺过程
1.1 冶炼
合金在转炉出钢时或者在LF精炼炉时加入,RH 真空保压 时间≥ 12min,出钢前进行钙处理,喂线后静吹氩时间≥ 7min, 连铸实行全过程保护浇注,中间包过热度≤ 30℃,微合金钢在 连铸生产时容易产生角部裂纹,适当加入Ti 合金由于氮优先与 钛反应, 减少低温时Nb(C,N)和AlN 的析出物,使Nb、Ti微合 金钢在 860℃ -Ar3 温度区间内塑性得到保证,为连铸生产降低 裂纹提供条件。
炼钢生产板坯厚度为250mm,轧制成品厚度为 6-10mm,化 学成分要求及实际控制范围见表 1。
1.2 轧制与热处理
1.2.1 加热
对连铸坯加热的作用主要是为满足后续轧制需要,加热的 主要目的是 :
(1)加热可以减小钢板内部变形力,提高韧性,使铸坯在较 高温轧制时有利于钢板的塑性加工。
(2)铸坯内外部温度不均匀轧制时会使其内部产生热应力, 加热可以使铸坯内外部温度均匀化, 避免轧件内部出现热应力。
(3)通过加热的扩散作用使铸坯的不均匀组织和非金属夹 杂物可以得到改善。
但在加热时一定要控制好加热温度和加热时间,主要有两 方面考虑, 一方面要考虑微合金钢合金元素的的固溶, 以微合金 碳氮化物的全固溶温度来制定加热温度,另一方面要考虑防止 在加热阶段晶粒过度长大及加热时间过长发生过热、过烧等缺 陷,综上分析制定加热工艺见表2 :
1.2.2 轧制
两阶段控制轧制主要分为奥氏体再结晶区控制轧制和奥氏 体未再结晶区控制轧制,控制轧制可以减轻甚至消除一部分带 状组织, 在奥氏体再结晶区控制轧制时, 通过对加热时产生的粗 大奥氏体晶粒进行反复轧制和反复再结晶,会使奥氏体晶粒变 的细化, 而且在轧制过程中通过组织内部结构的不断变化, 会使 枝晶偏析度降低, 同时合金元素也趋向均匀化。在奥氏体未再结 晶区控制轧制时, 由于奥氏体晶粒尺寸的不断变化, 使晶体内部 产生很多高密度位错带, 同时畸变能也显著增加, 导致奥氏体向 铁素体的转变提前进行,减小了富锰带和贫锰带的相变温度差, 偏析部分结晶趋向于同步进行, 使带状组织减轻。同时控制冷却 也能减轻带状组织, 主要原因是随着温度的快速降低, 碳原子从贫锰区域逃离还没有完成,奥氏体就已经转变为铁素体,因此铁素体和珠光体的条带状分布情况不会出现,因为本次试验采用 10mm 厚度规格, ACC 冷却采用空冷 [5]。
在轧制薄规格钢板时,温度控制很重要,首先确保粗轧开轧 温度, 板坯在加热炉出炉后快速送往粗轧机轧制, 尽量减少输送 辊道的通过时间,其次轧制过程中要减少温降,辊道冷却水、轧 机工作辊及支承辊冷却水相应减小, 确保精轧终轧温度, 最后确 保轧制后的板形,选择合适的工作辊和支承辊初始辊形能够提 高中厚板轧机板凸度和板形控制能力,另外在精轧最后三四道 次采用最佳的弯辊力。因薄规格钢板冷降快,冷却方式采用空 冷,综上考虑轧制工艺参数见表 3

1.2.3 正火热处理
16MnDR 按国标 GB/T3531-2014 要求需正火交货, 正火温 度需加热到Ac3 温度以上,正火的主要目的是钢板加热到完全 奥氏体化后可以得到均匀的铁素体合珠光体组织,消除组织中 一些粗大的晶粒, 还可以改善组织中产生的带状, 以提高钢板的韧性。
薄规格钢板正火后存在的最主要问题就是钢板板形不良,会 发生浪瓢、横瓢现象,钢板经热处理出炉后,由于钢板内部组织 由奥氏体转变为铁素体和珠光体,由面心立方结构转变为体心 立方结构,会使钢板内部产生组织应力和钢板因热胀冷缩产生 热应力, 这种内应力不均匀的分布在钢板的各个位置, 会对钢板 产生拉力和压力, 当拉力和压力超过钢板的“弹性力”(“弹性力” 在这里指的是钢板不发生变形最大应力) 极限时,钢板会发生变 形,钢板越薄其“弹性力”越小,钢板冷却的越快,产生的应力 也越大, 因此薄规格钢板在正火后极易发生瓢曲现象, 所以薄规 格钢板正火最主要的问题是消除钢板内应力 [6-11],本文采用的 热处理炉共24 个区, 经过试验得出钢板在加热 13-18 区达到目标 温度 890℃,之后 19-24 区烧嘴关闭,保证出炉温度≤ 450℃,出 炉板形良好, 热处理工艺参数见表4。
备注 :其中保温时间 8-10min。
16MnDR薄规格钢板入炉前不平度为20mm/2m,按此工艺 正火出炉后板形不平度为4mm/2m, 见图 1。
2 生产结果
2.1 力学性能
取样进行力学性能检验, 各指标数据结果见表 5、图2。
由表中数据可以看出 :
(1)16MnDR 屈 服 强 度 352-392, 平 均 372MPa, 抗 拉 强 度 505-551MPa, 平均抗拉强度 535MPa, 强度上下富余量较大, 能 满足后续深加工产品的力学性能要求。
(2)16MnDR 伸长率平均≥ 28%, 冲击吸收功 65-131, 平均 88J,对冲击功余量尚可, 韧性能满足要求。
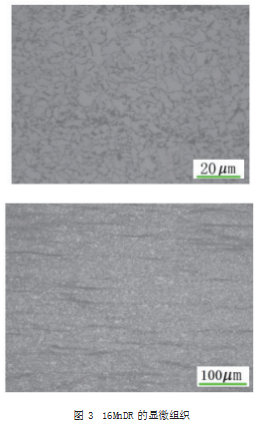
2.2 组织情况
检验钢板组织为均匀的铁素体 + 少量珠光体为主,晶粒度 9 级,带状组织 1.0-2.0级。可见通过控制轧制温度及合理的热处理 工艺,可以得到均匀的组织。钢板厚度 1/4 位置典型组织及带状 情况见图 3。
3 结论
(1)通过合理的成分设计,严格的工艺控制,并采用控轧轧 制技术,钢板组织为典型的铁素体加珠光组织体,带状控制良 好,满足钢板的产品强韧性和综合力学性能 ;
(2)轧制薄规格钢板要采用合适的温度控制、辊形控制、弯 辊力控制机人员及操作控制。
(3)采用合理的热处理工艺可以有效改善薄规格钢板正火 后的板形和平直度。
参考文献
[1] 张勇 . 低温压力容器用钢的现状与发展概况[J]. 压力容器, 2006,23(4):3l.
[2] 李建华,习天辉,陈晓 . 热处理对 3.5Ni 钢低温韧性的作用[J]. 物理测试, 2008,26(6):9-12.
[3] 赵红艳,刘宗奎 . 低温钢及其应用[J]山东理工大学学报(自然科学版),2003 (5):102-104.
[4] 黄静, 陈晓, 习天辉, 等 .-50℃用 15MnNiNbDR钢板的开发和实验研究 [J]. 压 力容器, 2006,23(9):7-11.
[5] 刘雅政, 有效控制产品质量的轧制技术 [J]. 轧钢, 2003,20(6):34-36.
[6] 夏立芳, 钢铁金属学与热处理常识 [M]. 北京 :冶金工业出版社, 1999 :2-7.
[7] 吴承建, 陈国良, 强文江. 金属材料学 [M]. 北京 :冶金工业出版社, 2003 :52-69.
[8] 章守华, 吴承建 . 钢铁材料学 [M]. 北京 :冶金工业出版社, 1992 :11-21.
[9] 王润 . 金属材料物理性能 [M]. 北京 :冶金工业出版社, 1991 :2-8.
[10] 林肇琦 . 有色金属材料学 [M]. 沈阳 :东北工学院出版社, 1986 :254-259.
[11] 肖纪美 . 不锈钢金属学问题 [M]. 北京 :冶金工业出版社, 1983 :248-278.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/34114.html














