SCI论文(www.lunwensci.com)
摘要 :超弹镍钛合金广泛应用于医疗器械 、航空航天和电子行业 。在实际应用中, 需要对超弹镍钛合金进行精密切割, 才能满足 结构 、尺寸和性能的要求 。针对镍钛合金使用传统刀具加工困难 、 电火花线切割速度较慢 、连续脉冲激光切割精度差 、热影响区 较大等问题, 采用纳秒光纤激光对镍钛合金薄板进行了精密切割, 系统研究了激光切割工艺参数 、热处理工艺与切割质量的关 系 。研究结果表明, 纳秒光纤激光切割未经热处理的镍钛板, 采用优化的激光工艺参数可以满足尺寸精度的要求, 切割速度可 达 25 mm/s, 但切口挂渣比较严重 。对镍钛板进行热处理后, 采用优化的纳秒光纤激光切割工艺, 可以满足尺寸精度的要求, 切口 无挂渣现象, 可避免复杂的后处理过程, 大大提高生产效率 。 同时, 热处理工艺提高了镍钛板的超弹性。
关键词:纳秒光纤,激光切割,镍钛合金,热处理
Research on Nanosecond Fiber Laser Precision Cutting Process Technology of Superelastic Nitinol Sheets
Yan Miaoning1. 2. Zhou Lei3. 4. Liang Jianan3. 4. Cao Yongjun3. 4. Zhang Qingmao1※
( 1. School of Information and Optoelectronic Science and Engineering, South China Normal University, Guangzhou 510006. China;
2. Guangzhou Riton Biomaterial Co., Ltd., Guangzhou 510320. China; 3. South China Institute of Intelligent Robot Innovation, Foshan,Guangdong 528399. China; 4. Institute of Intelligent Manufacturing, Guangdong Academy of Sciences, Guangzhou 510095. China)
Abstract: Superelastic nitinol is widely used in medical equipment, aerospace and electronics industry. In practical applications, precision cutting of superelastic nitinol is required to meet the requirements of structure, size and performance. In view of the problems such as difficulty in cutting nitinol with traditional cutting tools, slow cutting speed with EDM, poor cutting accuracy and large heat affected zone with continuous pulse laser, nanosecond fiber laser was used to precisely cut superelastic nitinol sheets . The relationship between laser cutting process parameters, heat treatment process and cutting quality was systematically studied . The results show that the use of nanosecond fiber laser to cut unheat-treated nitinol sheets with optimized laser process parameters can meet the requirements of dimensional accuracy , and the cutting speed can reach 25 mm/s, but the slag hanging on the cutting surface is serious. After heat treatment, the nitinol sheets are cut by an optimized nanosecond fiber laser process, which can meet the requirements of dimensional accuracy. There is no hanging slag phenomenon in the cutting surface, which can avoid the complicated post processing and greatly improve the production efficiency . At the same time, the heat treatment process improves the superelasticity of nitinol sheets.
Key words: nanosecond fiber; laser cutting; nitinol; heat treatment
0 引言
超弹镍钛合金具有高强度 、高延展性 、优良的生物 相容性和耐腐蚀等优点, 广泛应用于医疗器械 、航空航 天和电子行业[1-3] 。镍钛合金可用来生产心血管支架 、正 畸丝 、微型夹持器 、传感器等精密器件 。在实际应用中, 制造这类微型器件需要对超弹镍钛合金进行精密切割, 才能满足结构 、尺寸和性能的要求 。但超弹镍钛合金对 应力 、热影响和机械张力的敏感性高, 使用传统刀具加 工会严重磨损刀具, 产品表面毛刺多, 硬化严重, 加工 质量不稳定[4-6] 。因此, 镍钛合金切割需要使用特殊的加工技术, 如电火花线切割和激光加工等[5.7-8] 。 电火花线 切割是基于正极和负极之间火花放电的热效应来实现材 料的去除 。Hsieh 等[9]发现, 由于电火花线切割热效应区 的硬化作用, 超弹镍钛合金的形状恢复能力下降 。许金 凯等[10]对线切割后的样品进行多次修边切割, 经过 5 次 修边后, 样品的热影响区减小了 98. 15 %, 形状恢复能力 良好, 但存在需要进行多次切割的缺点 。 电火花线切割 的速度较慢, 通常仅为十几毫米每分钟, 而激光切割的 速度可达数百毫米每分钟[11] 。激光加工是非接触 、精确 和局部化的能量输入, 热冲击低, 热影响区小, 特别适用于加工高硬度 、高脆性及高熔点的材料, 是切割超弹 镍钛合金最有效的方法之一[12- 13]。
镍钛合金对温度变化非常敏感, 微观结构的改变会 显著影响其表面质量和力学性能 。激光脉冲持续时间是 影响金属热影响区的重要参数[8] 。Biffi 等[14]研究了飞秒和 连续激光对切割镍钛合金微观结构和性能的影响, 结果 表明, 使用超短脉冲激光切割的工件切口光滑, 无挂渣 现象, 而连续激光切割的工件切口挂渣严重, 切割精度 低, 热影响区约 250 µm 并存在非常明显的晶粒长大现 象 。使用超短脉冲激光切割镍钛合金有着较高的加工精 度和表面质量, 但超短脉冲激光器稳定性较差 、价格较 高, 低功率的超短脉冲激光切割金属速度较慢[8] 。纳秒 光纤激光器有着光束质量高 、聚焦性强, 脉冲能量高等 优异的性能, 广泛应用于各领域, 有着巨大的应用潜 力[15] 。但是, 其脉冲宽度在纳秒范围内, 因此加工过程 会产生一定的热效应[15] 。Liu 等[16]对纳秒光纤激光切割镍 钛合金进行了研究, 研究结果表明, 优化工艺参数可以 减小工件的表面粗糙度, 但仍存在明显的切口挂渣问题, 必须通过打磨 、超声 、酸洗等后处理才能去除 。许多文 献都研究了激光切割镍钛合金切口挂渣的形成机理, 但 少有文献涉及如何避免纳秒光纤切割镍钛合金切口挂渣 的形成 。探究避免工件切口形成挂渣的方法, 省去复杂 的后处理过程, 对提高生产效率具有较大意义 。本文对 纳秒光纤激光精密切割超弹镍钛合金薄板工艺进行系统 研究 。采用纳秒光纤激光对不同处理方式的镍钛合金板 材进行切割, 探索热处理制度对激光切割质量的影响规 律 。通过微观组织的观察与分析, 力学性能的评估, 确 定最佳的激光切割工艺参数和热处理制度。
1 实验材料与方法
1.1 实验材料
实验 材 料 为 Ni50.3Ti 超 弹 镍 钛 合 金 板, 其 厚 度 为 0.3 mm, 尺寸规格为 150 mm×30 mm×0.3 mm。
1.2 实验方法
( 1 ) 使用波长为 1 064 nm 、输出功率为 1 500 W 的纳 秒光纤切割机精密切割镍钛合金薄板 。激光切割前, 使 用无水乙醇超声清洗镍钛合金薄板去除油污 。从器件小 型化的角度来看, 切割质量主要把切缝宽度 、切口是否 挂渣和尺寸精度作为衡量标准[8] 。切割后对工件尺寸进 行检测, 使用光学显微镜观察切割试件的切缝宽度 、切 面挂渣形貌等特征。
( 2 ) 通过 XRD 、SEM 和 EDS 测试对镍钛薄板的物相 组成 、微观形貌和成分分布进行分析, 分析切割过程火 花剧烈 、工件严重挂渣的原因。
( 3 ) 针对使用纳秒光纤激光切割镍钛合金薄板产生 较大火花 、严重挂渣的问题, 对超弹镍钛合金薄板进行热处理 。使用 ( 1 ) 中相同的工艺参数切割热处理后的镍 钛合金薄板 。切割后对工件尺寸进行检测, 使用光学显 微镜观察了切割工件的切面挂渣形貌 。对切割的工件进 行三点弯曲测试, 分析热处理对镍钛板超弹性能的影响。
2 结果与分析
2.1 纳秒光纤激光切割镍钛合金薄板工艺研究
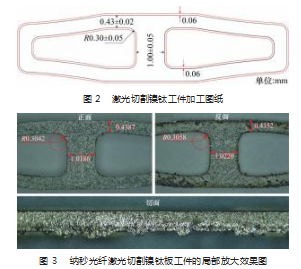
实验使用 1 500 W 的精密 IPG 纳秒光纤切割机对镍钛 薄板进行单线切割并测量其切缝宽度 。激光功率 、切割 频率 、切割速度 、脉宽 、保护气体类型和压力是影响切 口质量的主要因素 。较快的切割速度 、较高的切割频率 以及短脉冲可减小切口挂渣的产生[16] 。 由于镍钛合金在 高温下易与氮气发生反应, 因此切割镍钛合金时, 使用 氩气作为保护气体能避免镍钛合金发生氮化 [17- 18] 。为了 尽可能减少挂渣, 气体压力保持在一个较高的水平 。但 是, 考虑到在切割过程中必须避免工件弯曲, 气体压力 不能过高 。综合考虑以上影响因素, 通过实验对工艺参 数进行优化, 最后, 选用表 1 的工艺参数可获得较好的 切口质量 。切割速度为 25 mm/s, 与许多参考文献中使用 的速度 (小于 10 mm/s) 相比, 有较大提高[16. 19] 。单线切 割效果如图 1 所示 。正面的切缝宽度为 0. 118 5 mm, 反 面切缝宽度为 0. 117 7 mm 。使用纳秒光纤激光切割镍钛 合金板产生的切缝宽度较小, 能实现精密结构的切割。使用相同参数在镍钛板上切割下复杂图形, 工件尺 寸如图 2 所示 。根据切缝宽度的大小约为 0. 12 mm, 切割 图 纸 外 轮 廓 线 向 外 偏 移 0.06 mm, 内 轮 廓 线 向 内 偏 移 0.06 mm, 如图 2 中红色线条所示 。在切割的过程中产生 比较严重的火花 。切割下来的工件的局部放大效果图如 图 3 所示 。从图中可知, 工件背面有金属残渣飞溅的情 况, 并且颗粒粘连不易脱落 。工件切面存在明显挂渣现 象 。通过测量, 倒角半径 、中部宽边和周边窄边尺寸均 满足图纸要求 。因此, 使用纳秒光纤激光切割镍钛薄板, 可以满足精密切割的尺寸精度要求。
2.2 镍钛板微观组织观察与分析
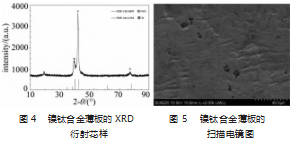
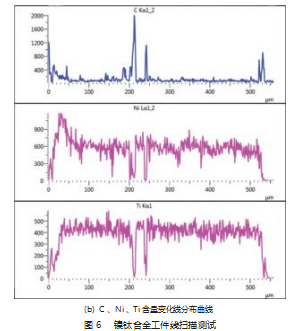
为了分析纳秒光纤激光切割镍钛合金薄板产生剧烈 火花 、工件严重挂渣的原因, 通过 XRD 测试 、SEM 测试 和 EDS 测试对板材的物相组成 、微观形貌和元素成分 分 布 进 行 了 分 析 。 图 4 所 示 为 超 弹 镍 钛 合 金 薄 板 的 XRD 衍射花样, 扫描范围为 2 θ = 10°~90° 。其主要物相 为镍钛合金的母相 B2 相 。此外, 该镍钛板还有较多的 Ti 单质 。图 5 所示为镍钛合金薄板的扫描电镜图, 从图中可 以看出, 表面平整度不高并存在较多缺陷 。对切割下来 的工件进行了 EDS 线扫描, 线扫描区域如图 6 (a) 所 示 。线扫描得到了元素 C 、Ni 、Ti 含量变化的线分布曲 线, 如图 6 (b) 所示 。从图中可以看出, 镍钛板的 Ni、 Ti 元素分布不均匀, 存在局部富钛区和富镍区 。此外, 还存在一定的 C 杂质 。该杂质可能来源于表面清洁不彻 底, 也可能来源于镍钛板本身的 C 杂质元素。使用万能试验机对切割下来的工件进行拉伸实验, 断口的 SEM 图像如图 7 所示 。从图中可以看出, 该断口 形貌主要为解理断裂的河流花样, 局部有韧窝, 表现为 脆性断裂与韧性断裂的混合, 脆性断裂占主导地位。
结合 XRD 、SEM 和 EDS 测试的结果, 镍钛板存在 Ti 单质 、表面缺陷, 成分不均等问题 。镍钛合金板的生产 通常是通过真空感应一次熔炼法或真空自耗炉熔炼法制 造出铸锭, 再通过锻造和多次轧制与退火, 最终得到镍 钛板材[20] 。 由于镍钛合金对成分和加工敏感性极高, 镍 钛合金板极易存在成分不均, 杂质与表面缺陷等问题 。
2.3 热处理工艺对激光切割镍钛薄板质量的影响
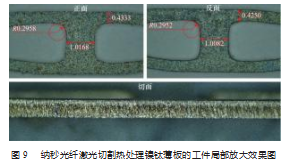
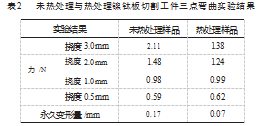
由于 Ti 的高反应性会加剧氧化现象[21], Ti 单质的存 在是导致切割过程中产生较大火花 、工件切口挂渣严重 的 主 要 原 因 。 为 了 解 决 该 问 题, 把 镍 钛 薄 板 加 热 至 450 ℃并保温 30min, 水冷并干燥后再使用纳秒光纤激光 进行切割 。热处理后的镍钛板表面呈现黄色 、蓝色, 分 别为 Ti 单质被氧化成 TiO 、Ti3O5 呈现的颜色[22] 。热处理 后镍钛薄板 XRD 测试结果如图 8 所示 。从图中可见, 通 过热处理后, 衍射花样没有 Ti 单质所形成的衍射峰。使用 1 500 W 的精密 IPG纳秒光纤激光器切割热处理 后的镍钛板 。工艺参数与切割未热处理的镍钛板一致, 如表 1 所示 。切割效果如图 9 所示 。工件背面无金属残渣 飞溅的情况, 切面不存在明显挂渣现象 。通过测量, 倒 角半径 、中部宽边和周边窄边尺寸均满足图纸要求 。结 合 XRD 测试, 说明热处理后能使镍钛板表面的 Ti 单质氧 化, 可以减少激光切割过程中火花的产生, 大大改善工 件的挂渣问题。为了探究热处理对镍钛合金板超弹性能的影响, 对 切割工件进行三点弯曲实验 。结果如表 2 所示 。从表中 看出, 热处理后的工件在挠度为 3.0 mm 和 2.0 mm 时, 力 值更小, 说明镍钛合金通过热处理后力值更加柔和 。此 外, 永久变形量从 0. 17 mm 减小到 0.07 mm, 表明热处理 后, 切割工件的超弹性能有所提高 。更加柔和的弯曲力 和更加优异的超弹性使镍钛合金更能满足其在医疗器械、 航空航天和电子行业的使用要求[23]。
3 结束语
本文采用纳秒光纤激光对超弹镍钛合金薄板进行了 精密切割, 系统研究了激光切割工艺参数, 热处理工艺 与切割质量的关系 。得到主要结论如下。
( 1 ) 使高功率 、高频率的纳秒光纤激光切割镍钛薄
板, 可以满足尺寸精度的要求, 切割速度可达 25 mm/s, 对提高生产效率有重要意义。
( 2 ) 使用纳秒光纤激光切割未经处理的镍钛薄板, 在较大压力的氩气气氛中, 仍产生剧烈的火花, 切口挂 渣较严重 。 由于镍钛合金对成分和加工敏感性极高, 镍 钛合金板极易存在成分不均等问题 。镍钛合金中存在的 钛单质是导致切割过程中产生较大火花 、工件切口挂渣 严重的主要原因。
( 3 ) 热处理能使镍钛板表面的 Ti 单质氧化 。采用对 镍钛板先进行热处理, 再使用纳秒光纤激光切割的方法, 在保证尺寸精度和切割速度的前提下, 可以减少激光切 割过程中火花的产生, 很好地解决镍钛板切口挂渣的问 题 。避免打磨 、超声 、酸洗等复杂的后处理过程, 对提 高生产效率具有较大意义 。 同时, 镍钛板通过热处理后 获得了更柔和的弯曲力和更优异的超弹性, 更能满足镍 钛合金在医疗器械 、航空航天和电子行业的使用要求。
参考文献:
[1] C Bil, K Massey, E J Abdullah. Wing morphing control with shape memory alloy actuators [J]. Intell. Mater, 2013. 24(7): 879- 898.
[2] Asgarinia F, Parvizi S. Biomedical applications of NiTi alloys [J]. Nickel-Titanium Smart Hybrid Materials, 2022(1):297-325.
[3] H Kahn, M Huff, A Heuer. The TiNi shape-memory alloy and its applications for MEMS [J]. Journal of Micromechanics and Micro ⁃ engineering, 1998. 8 (3): 213-221.
[4] Pfeifer R, Herzog D, Hustedt M, et al. Pulsed Nd:YAG laser cut⁃ ting of NiTi shape memory alloys—Influence of process parame ⁃ ters[J]. Journal of Materials Processing Technology, 2010. 210 (14):1918- 1925.
[5] 张颢, 许金凯, 于朋 . 超弹镍钛记忆合金线切割加工工艺及形 状恢复能力研究[J]. 长春理工大学学报(自然科学版), 2022. 45(3):89-96.
[6] Eren Kaya, İrfan Kaya. Tool wear progression of PCD and PCBN cutting tools in high speed machining of NiTi shape memory al ⁃ loy under various cutting speeds [J]. Diamond and Related Mate ⁃ rials, 2020(105): 1- 10.
[7] L Xue, K C Atli, S Picak, et al. Controlling martensitic transfor⁃ mation characteristics in defect-free NiTi shape memory alloys fabricated using laser powder bed fusion and a process optimiza⁃ tion framework [J]. Acta Materialia, 2021(215): 117017.
[8] C A Biffi, J Fiocchi, A Tuissi. Relevant aspects of laser cutting of NiTi shape memory alloys[J]. Journal of Materials Research and Technology, 2022(19): 472-506.
[9] Hsieh S F, Lin M H, Chen S L, et al. Surface modification and machining of TiNi/TiNb-based alloys by electrical discharge ma ⁃ chining [J]. International Journal of Advanced Manufacturing Technology, 2016. 86(5-8):1475- 1485.
[10] Hou Y, Xu J, Lian Z, et al. Research on Surface microstructures and properties of NiTi shape memory alloy after wire electrical discharge machining [J]. Materials Today Communications, 2022 (8): 2352-4928.
[11] Fu C H, Liu J F, Guo Y B, et al. A Comparative Study on White Layer Properties by Laser Cutting vs. Electrical Discharge Ma⁃ chining of Nitinol Shape Memory Alloy [J]. Procedia Cirp, 2016 (42):246-251.
[12] 唐霞辉 . 激光加工技术的应用现状及发展趋势[J]. 金属加工 (热加工), 2015 (4):16- 19.
[13] 刘艳文, 施小立, 罗丹,等 . 镍钛合金管激光切割热影响区域中微裂纹分析[J]. 热处理技术与装备, 2019. 40(3):51-56.
[14] Biffi C A, Tuissi A. Nitinol laser cutting: microstructure and
functional properties of femtosecond and continuous wave laser processing [J]. Smart Material Structures, 2017. 26(3):035006.
[15] Arnaboldi S, Bassani P, Biffi C A, et al. Microcutting of NiTi ⁃ Cu Alloy With Pulsed Fiber Laser[C]//ASME 2010 10th Bienni⁃ al Conference on Engineering Systems Design and Analysis, 2010.
[16] Liu L, Li D B, Tong Y F, et al. Fiber laser micromachining of thin NiTi tubes for shape memory vascular stents [J]. Appl. Phys. A, 2016 (122): 638.
[17] Maciej Traczyk, Jacek Wojtanowski, Zygmunt Mierczyk, et al. Theoretical analysis and optimization of 3D laser beam shaping [J]. Materials Science, 2015(63): 555-560.
[18] 刘钊鹏,顾俊,徐友钧,等 . 不同切割气体氛围下激光切割钛合 金性能研究[J]. 应用激光,2020.40(2):283-287.
[19] Nagy P, Dobranszky J. Laser Cutting of Small Diameter Nitinol Tube[C]//Trans Tech Publications. 2013.
[20] 梁笑 . 镍钛合金的特殊性能及成型工艺研究[J]. 科技信息 , 2013(11):1.
[21] B Tirumala Rao, Rakesh Kaul, Pragya Tiwari, et al. Inert gas cutting of titanium sheet with pulsed mode CO2 laser [J]. Optics and Lasers in Engineering, 2005(43):1330- 134.
[22] 周 芝 骏 . 钛 的 性 质 及 其 应 用 [M]. 北 京 : 高 等 教 育 出 版 社 ,1993.
[23] Jung Soo Lee, Won Seok Ko, Blazej Grabowski. Atomistic simu⁃ lations of the deformation behavior of an Nb nanowire embed ⁃ ded in a NiTi shape memory alloy [J]. Acta Materialia, 2022 (228): 117764.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/57094.html