SCI论文(www.lunwensci.com)
摘要: 在各种自动化设备中, 先取料后, 再放料, 而且需要避障的应用场景非常常见。介绍了一种结构简单, 效率高的控制方法, 从取料点向放料点运动及从放料点向取料点运动两个方面介绍了该控制方法, 对比常规的三轴运动控制, 结合运动轨迹 、运动速度 两个方面分析了该控制方法的优点。涉及基于伺服电机的三轴联动的运动控制领域, 具体涉及一种具有避障功能和有等待位功能的 运动控制方法。采用该技术方案, 可以让三轴机械手高效地实现取料和放料的动作, 实现机器人的运动轨迹平滑功能, 该技术方案 成本低, 对安装位置要求低, 实现方法简单, 设计的柔性高。
关键词:三轴运动模组,避障,等待位功能,运动轨迹控制
Motion Control Method with Obstacle Avoidance and Waiting Position Based on Three-axis Motion Module
He Changlin1. Yin Jie2. Xu Qihang3
(1.Pengcheng Intelligent Equipment Co.,Ltd.,Nanjing 210008.China;2Shaodong Intelligent Manufacturing Technology Research Institute Co.,Ltd,Shaoyang,Hunan 422213.China;3Department of Mechanical and ElectricalEngineering,Jieyang Vocational and Technical College,Jieyang,Guangdong 522051.China )
Abstract:In various automatic equipment,it is very common to take materials first,then place them,and to avoid obstacles.A control method with simple structure and high efficiency was introduced.The control method was introduced from two aspects: the movement from the reclaiming point to the discharging point and the movement from the discharging point to the reclaiming point.Compared with the conventional three-axis motion control,the advantages of the control method were analyzed in combination with the motion track and speed.The invention related to the field of three-axis linkage motion control based on servo motor,in particular to a motion control method with obstacle avoidance function and waiting position function.With the technical scheme,the three-axis manipulator could efficiently realize the action of taking and placing materials,and realized the smooth function of the robot's motion path.The technical scheme has low cost,low requirements on the installation position,simple implementation method,and high design flexibility.
Key words:three-axis motion module;obstacle avoidance;waiting position function;motion traj ectory control
0 引言
随着工厂人力成本的增加, 生产自动化成为了一个 不可逆的趋势。在 自动化装配生产线上, 取料 、避障、 放料等是非常常见的应用场景。在实现具有取料 、放料,以及避障等动作的运动控制中, 如果对成本没有要求的, 一般采用机器人来实现[1-3] 。采用机器人的解决方案,方案简单, 操作方便, 只需要按照固定的轨迹点进行示 教, 机器人内部会自动生成相应的运动轨迹, 而且机器 人具有自动平滑运动轨迹功能, 所以机器人在避障点附 近可以平滑地经过避障点, 通过采用平滑功能, 可以大 大提升效率; 但是由于机器人对安装的空间要求比较大, 所以才有机器人方案, 设备的体积会变大, 另 一 方面, 由于机器人在箱取料位或者放料位运动时, 没有改变目标位置的功能, 机器人只能按照既定的轨迹, 固定的速 度曲线来运动, 所以需要在取料等待位或者放料等待位 做减速运动并停止, 然后才能去取料或者放料, 这样不 利于提升效率。如果对成本比较敏感, 一般会采用三轴 的机械手来实现, 采用三轴机械手, 由于在取料位和放料位分别有等待位, 在这两个点有停顿, 会有相应的加减速, 从而影响效率[4-6]; 由于存在避障点, 所以三轴 机械手不能做到三轴联动, 导致采用三轴机械手的效率 更慢[7-9] 。采用本文技术方案, 可以让三轴机械手高效地实现取料和放料的动作, 能实现像机器人的运动轨迹 平滑功能, 和机器人的解决方案相比, 该技术方案成本 更低, 对安装位置要求更低, 实现方法更简单, 设计的 柔性更高。
1 三轴运动模组机械结构
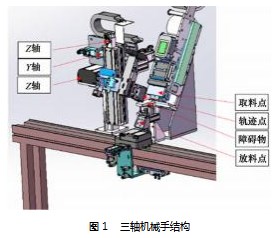
三轴机械手如图 1 所示, 图示的结构中包含了 XYZ 三个坐标轴, 还有一个障碍物, 一个取料位, 既是轨迹 点去取料位把标签吸附到轨迹点上, 一个放料位, 既是 轨迹点把从取料位吸附的标签按照设定的轨迹运动到放 料位, 然后贴到放料位上。
取料时, 需要达到一定的条件, 料已经在取料点时, 轨迹点才能去取料; 同理, 放料时, 需要达到一定的条 件, 轨迹点才能允许去放料点, 所以需要有一个取料等 待位和放料等待位。 同时由于有障碍物存在, 还需要有 一个避障点。 由于取料点和放料点有一定的位置精度要 求, 所以去取料点和放料点的位置时, 运动轨迹必须是 直线; 同时更好地取料和放料, 离开取料点和放料点时, 运动轨迹必须也要是直线。
本文设计的技术方案, 不限于只有两个等待位或者 一个避障点, 对于多个等待位和多个避障点都适用。为 了方便描述本文的技术方案, 采用两个等待位和一个避 障点的情况进行说明。
2 运动控制分析
2.1 三轴模组从取料位到放料位轨迹分析
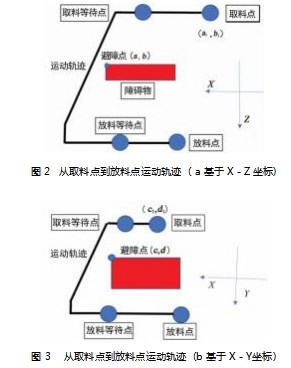
如图 2 和图 3 所示, 为轨迹点从取料位到放料位的 轨迹, 由于从取料点出发时, 必须要走直线, 所以从取 料点开始运动后, 只有 X 轴动作, Y 轴和 Z 轴停止, 当 X 轴运动到某一个能避开障碍物的地方, Y 轴和 Z 轴开 始动作, 这种运动方式比等 X 轴到位后, Y 轴和 Z 轴再 开始运动, 效率更高, 运动时间更短; 由于 Y 轴和 Z 轴 开始动作是根据 X 轴运动到某一个固定的点来确定的, 所以从取料点到放料等待点的轨迹是固定的, 就能保证 轨迹点不会碰到障碍物。当 X 轴到达最远距离后, Y 轴 和 Z 轴再运行 一 段时间后也会停止, 当 Y 轴和 Z 轴到达放料等待位后, X 轴再开始向放料等待位运动, X 轴 的运动过程分两种情况, 在 X 轴往放料等待位运动过 程中, 如果在 X 轴开始减速前, 放料的条件能够达到, 允许放料后, 利用伺服电机的 目标位置更改并且立即 生效的功能, 在经过放料等待位时不需要减速, 直接 到达放料位置; 第二种情况, 当 X 轴开始减速后, 放 料的条件才达到, 这种情况下, X 轴在放料等待位减速 到 0 后, 且放料条件达到后, X 轴 再 开 始 运 动 到 放 料 位置 。
2.2 去放料位 Y-Z 轴启动点分析
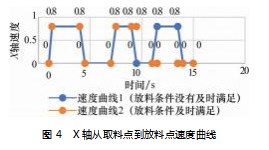
为了能准确确定 Y 轴和 Z 轴开始运动时, X 轴的坐 标值, 从两个坐标系内分别计算出这个 X 轴坐标的最小 值, 然后从这两个最小值中选一个比较大的值, 即是需要计算的值。首先需要找到避障点, 即是运动轨迹只需要避开这个点, 就能达到避障的 目 的, 在 X-Z 坐 标 系内, 找到障碍物中 X 轴的最大数值, 同时也找到 Z 轴 坐标最大 的 数 据, 这 两 个 数 值 组 成 的 坐 标 点 就 是 避 障点 。
如图所示, 障碍物的左上角即是要找的避障点, 根据这个可以计算出在 X-Z 坐标系内的 Y轴和 Z 轴开始动 作 X 轴的坐标 X1. X1 ≥ a-v2 ×( T1 +2 ×( b 1-b))/2v1.其中 v2 为 X 轴最高速度, T1 为 Z 轴加速时间, v1 为 Z 轴最高速度, 而且假定 X 轴和 Z 轴的加速时间比运动时间要短很多; 同理也可以计算出基于 X-Y轴坐标系内 Y轴和 Z轴开始动作 X 轴的坐标 X2. X2 ≥ c-v2 ×( T1 +2 ×( d1-d))/2v1. 其中 v2 为 X 轴最高速度, T1 为 Z 轴加速时间, v1 为 Z 轴最高速度。如果 X1 >X2. X1 就是需要的 X 轴坐标值; 如果 X1<X2, X2 就是需要的 X 坐标值。
2.3 从取料位到放料位速度分析
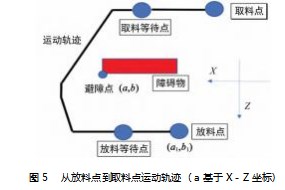
从取料点到放料点, Y 轴和 Z 轴都只是从取料等待 位到放料等待位, 只有两个位置点, 而且从放料点开始 运动之后的一段时间内, 以及轨迹点从放料等待位到放 料运动过程中, 这两个节点, Y 轴和 Z 轴都必须是静止 的, 所以不论放料条件是否及时成立, Y 轴和 Z 轴的速 度曲线都是一样的, 所以不讨论 Y轴和 Z 轴的速度曲线, 只讨论 X 轴速度曲线。 由图 4 可以看到, 当放料条件没 有及时满足时, X 轴会多一次加减速过程, 这时速度曲 线和传统的三轴模组控制方案的速度曲线是一致的, 当 放料条件及时满足时, X 轴会减少一次加减速过程, 这 样就可以提升运动效率。
当放料条件能及时达到, 轨迹点能平滑地从取料位 运动到放料位, 大大提升运动效率, 减少运动节拍时间, 同时还能减少运动机构加减速次数, 减少运动机构由于 加减速带来的磨损; 且不会和障碍物干涉。
当放料条件没有能及时达到, 轨迹点会在放料等待位进行等待, 不会直接去放料等待位, 利用伺服电机的 目标位置连续更改且立即生效的功能[10-11], 可以实现两种情况都能达到使用要求。
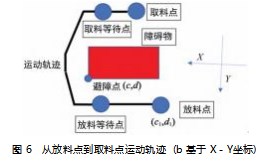
2.4 三轴模组从放料位回取料位轨迹分析
如图 5 和图 6 所示, 轨迹点从放料点返回取料点, 由于从放料点出发时, 必须要走直线, 所以从放料点开 始运动后, 只有 X 轴动作, Y 轴和 Z 轴停止, 当 X 轴运 动到某一个能避开障碍物的地方, Y轴和 Z 轴开始动作, 这种运动方式, 比等 X 轴到位后, Y 轴和 Z 轴再开始运 动, 这样的效率更高, 运动时间更短; 由于 Y 轴和 Z 轴 开始动作是根据 X 轴运动到某一个固定的点来确定的, 所以从放料点到取料等待点的轨迹是固定的, 就能保证 轨迹点不会碰到障碍物。当 X 轴到达最远距离后, Y 轴 和 Z 轴再运动一段时间后也会停止, 当 Y 轴和 Z 轴到达 取料等待位后, X 轴再开始向取料等待位运动, X 轴的 运动过程分两种情况, 当 X 轴运动到取料等待位过程中, 如果在 X 轴开始减速前, 取料的条件能够达到, 允许取 料后, 利用伺服电机的 目标位置更改并且立即生效的 功能, 在经过取料等待位时不需要减速, 直接到达取 料位置; 第二种情况, 当 X 轴开始减速后, 取料的条 件才达到, 这种 情 况 下, X 轴 在 取 料 等 待 位 减 速 到 0后, 且取料条件达到后, X 轴再开始运动到取料位置 。
回取料位 Y-Z 轴启动点分析如下。
由于回取料位的轨迹和去放料位轨迹是一个类似的运动控制, 根据 2.2 节分析原理, 可以得到在 X-Z 坐标 系内的 Y轴和 Z 轴开始动作 X 轴的坐标 X1. X1 ≥ a-v2 × ( T1 +2 ×(b-b 1 ))/2v1. 其中 v2 为 X 轴最高速度, T1 为Z 轴加速时间, v1 为 Z 轴最高速度, 而且假定 X 轴和 Z轴的加速时间比运动时间要短很多; 同理也可以计算出基于 X-Y 轴坐标系内 Y 轴和 Z 轴开始动作 X 轴的坐标 X2. X2 ≥ c-v2 ×( T1 +2 ×( d-d1 ))/2v1. 其中 v2 为 X 轴最高速度, T1 为 Z 轴 加 速 时 间, v1 为 Z 轴 最 高 速 度 。 X1 和 X2 中比较大的那个值即为 Z 和 Y 轴开始启动 X 轴的坐标 。
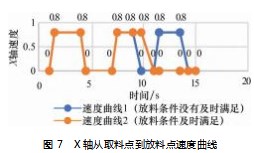
2.5 三轴模组从放料位回取料位速度分析
从放料点回到取料点的速度分析, 与从取料点到放 料点的情况类似, 类似的分析并结合图 7 可以得到, 当 取料条件及时满足时, X 轴会减少一次加减速过程, 这样就可以提升运动效率。
当取料条件能及时达到, 轨迹点能平滑地从放料位 运动到取料位, 大大提升运动效率, 减少运动节拍时间, 同时还能减少运动机构加减速次数, 减少运动机构由于 加减速带来的磨损; 且不会和障碍物干涉。
当取料条件没有能及时达到, 轨迹点会在取料等待 位进行等待, 不会直接去取料等待位, 利用伺服电机的 目标位置连续更改且立即生效的功能, 可以实现两种情 况都能达到使用要求。
从取料位到放料位的轨迹和从放料位到取料位的轨 迹不一样, 取料条件有没有及时成立, 但是从取料位到 放料位的轨迹都是一样的, 都是固定的, 只不过, 当取 料条件没有及时成立, 轨迹点会在接近取料等待位进行 减速, 并减速到 0. 等取料条件成立后, 再去取料。 当 取料条件及时成立, 轨迹点不会在取料等待位进行减速, 而是直接去取料。 同理, 当放料条件有没有及时成立, 但是从放料位到取料位的轨迹都是一样的, 当放料条件 没有及时成立, 轨迹点会在接近放料等待位进行减速, 并减速到 0. 等放料条件成立后, 再去放料。 当放料条 件及时成立, 轨迹点不会再放料等待位进行减速, 而是 直接去放料。
3 应用效果分析
采用本文涉及的技术方案用到电表自动装铭牌的设备上, 相比采用普通的三轴运动控制方法, 可以使设备节拍从 8 s 减少到 4.5 s, 比传统的三轴运动模组控制方法效率提升了 43% 。
4 结束语
本文为具有取料 、放料 、避障等功能的运动控制场景, 提供了一种全新的解决方案。采用三轴运动控制模 组的机械结构, 结合本文的运动控制方法, 比传统的技术方案成本低, 效率高。相比于多轴机械手, 本文涉及 的技术方案成本更低, 更容易安装。相比于普通的三轴 机械臂运动控制方案, 本文设计的技术方案能大大提升 效率, 能大大减少节拍时间; 同时还能实现三轴联动, 且运动轨迹是固定不变的, 保证轨迹点不会和障碍物干 涉; 面对取料和放料条件能否及时达到的多种情况时, 都能按照固定的轨迹来达到设定的工艺要求; 当取料条 件或者时放料条件能及时达到, 利用伺服电机中的设定 位置实时更改, 且立即生效的功能, 来实现在取料等待 点或者放料等待位不进行减速停止, 而是高速通过等待 位, 直接去放料或者取料位, 这样能大大提高效率, 而 且还能减少伺服电机的加减速次数来减少机械冲击。
参考文献:
[1]王宇,对工业机器人应用与发展的探讨[ J]. 中国科技信息, 2022(7):134-136.
[2]陈勃琛,郭广廓,董成举,等.工业机器人性能测试技术发展 综述[J]. 自动化与信息工程,2022.43(1):20-24.
[3]党媚.基于 S7-200Smart PLC 的三轴运动控制系统设计[ J]. 自动化与仪器仪表,2015(9):92-94.
[4]韦莉莉.基于 QD75P4 定位模块三轴运动控制的设计与实现 [J].制造业自动化,2018.40(2):131-134.
[5]谢守勇,李锡文,杨叔子,等.一种三轴伺服平台运动控制研 究[J].西南大学学报( 自然科学版),2007(9):169-172.
[6]董必文,李晓,石喜玲.高精度三轴机械臂运动轨迹控制系统 [J].制造业自动化,2015.37(11):31-34.
[7]陈亚军,徐丹伟.智能三轴机械手设计[ J].工业控制计算机, 2019.32(7):47-48.
[8]吴献钢,徐丽梅,黄大贵.基于三轴线性插补的的裁剪跟随方 法[J].电子科技大学学报,2014.43(3):476-480.
[9]王欣.工业机器人在智能制造中的应用[ J]. 山东工业技术, 2019(10):67-68.
[10]范贤博俊,陈立家,李珅,等.鲁棒的视觉机械臂联合建模优 化方法[J].计算机应用:1-14[2022-12-27].
[11] 罗金凤,王兴波,张军.伺服系统中SVPWM 过调制技术的发 展与现状[J].机电工程技术,2022.51(3):22-26.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/56982.html