SCI论文(www.lunwensci.com)
摘要: 针对传统人工分拣方式劳动强度大 、分拣效率低, 分拣准确率不高的问题, 将全向轮传输技术 、RFID 与 PLC 技术进行融 合, 设计了一种智能分拣装置, 完成了该装置的总体设计方案, 并对分拣装置控制系统进行控制流程设计。最后, 对智能分拣装置 的分拣精度和效率进行试验验证, 试验表明: 该装置实现了包裹的智能分拣, 提高了分拣效率和准确率, 并可根据使用场景自由定 制机身长度, 为快递包裹自动分拣提供了一种全新的方法和思路。
关键词: 智能分拣,光电跟踪,全向轮,RFID,PLC
Design and Implementation of an Intelligent Sorting Device Based on Omni-directional Wheels
Liu Xiaoteng, Liu Jingtao, Xiao Duo, Zhang He
(CSSC Haiwei Zhengzhou High-Tech Co.,Ltd.,Zhengzhou 450052.China )
Abstract:Aiming at the problems of high labor intensity,low sorting efficiency and low sorting accuracy of the traditional manual sortingmethod,an intelligent sorting device was designed by integrating omni-directional wheel transmission technology,RFID and PLC technology, completing the overall design scheme of the device,and designing the control process of the sorting device control system.The sorting accuracy and efficiency of the intelligent sorting device were verified.The test shows that the device realizes the intelligent parcel sorting,improves the sorting efficiency and accuracy,and can freely customize the body length according to the application scene,which provides a new method andidea for the automatic parcel sorting.
Key words:intelligent sorting;photoelectric tracking;omni-directional wheel;RFID;PLC
0 引言
近年来随着居民消费习惯发生巨大变革, 线上消费 持续提升带动了电商 、快递等行业快速扩张, 也进一步促使物流业发生变革, 推动自动分拣设备行业快速发展,2020 年我国自动分拣设备市场规模约 213.5 亿元, 年均增长率约 29% 。电商 、快递行业的业务量激增, 使得以 往的人工 、半自动分拣作业方式已经无法满足这种大规 模 、短时限的分拣要求[1] 。分拣作业作为物流配送中的 关键环节, 直接决定物流配送工作的效率和准确率。随 着快递业务的飞速增长, 采用自动化分拣系统成为物流 中心的主流趋势[2] 。
目前市场上已经存在多种自动分拣装置, 大多采用 交叉带 、滑块 、摆臂等分拣形式[3], 占地面积大, 柔性 和灵活性不足, 不仅相互衔接配套差, 而且前期投入成 本较高, 后期维护拓展困难。在市场竞争日益激烈的今 天, 物流作业呈现出配送小批量 、多种类 、高频次的明 显趋势, 随着物流服务的升级, 对自动分拣设备的分拣 效率 、分拣准确率以及可靠性提出了更高的要求[4] 。
针对以上问题, 本文设计了一种全新的智能分拣装置, 从装置的系统总体方案设计 、硬件各部分结构设计、 软件及控制部分设计以及试验验证几个方面来阐述分拣 装置的设计和研究过程。
1 系统总体方案
智能分拣装置主要包括机械部分和控制部分, 其中 控制部分是分拣装置的核心, 包括光电识别模块 、PLC 控制模块和驱动模块。光电识别模块作为分拣设备的 “眼睛”, 对货物实时位置进行识别和定位, 然后将货物 信息反馈给 PLC 控制模块; PLC 控制模块作为分拣设备 的 “大脑”, 负责控制驱动模块完成分拣装置的动力驱 动, 使机械部分执行相关分拣指令完成作业。机械部分 包括传输模块 、分拣模块和平台支架, 两种模块作为整 个分拣装置的执行终端, 完成分拣动作。如图 1 所示。
与传统的分拣设备相区别, 该分拣装置没有采用辊 筒 、传送带等作为分拣执行机构[5], 而是使用全向轮作 为驱动轮对货物进行分拣, 同时整个装置采用模块化设 计, 设备长度可自由定制, 各模块之间可以通用和互换, 更能满足客户的个性化定制需求。本装置的结构组成如 图 2 所示。
该装置的工作原理: 将货物分拣路径分解为直角坐 标系内的两个垂直分量, 两个方向分别依靠输送模块和 分拣模块实现各自运动, 根据平面向量基本原理, 通过 控制各模块全向轮的速度, 进而控制货物运动轨迹[6] 。 在分拣过程中通过光电传感器实时判断货物位置, 将位 置信息反馈给 PLC 控制系统, 然后给相应单元模块发送 动作指令, 完成货物分拣。
为适应不同的分拣需求, 整个装置可以任意增减传 输模块和分拣模块个数, 从而调整设备的占地面积, 满 足场地布置要求。对单个传输或分拣模块而言, 均采用 同步带传动方式来保证传动的稳定性。控制系统通过电 机群控技术调节不同模块全向轮的转速[7], 使包裹按照 预定的轨迹运动到需要分拣的格口位置, 实现包裹的输 送和精确分拣。
2 硬件设计
2.1 传输模块和分拣模块
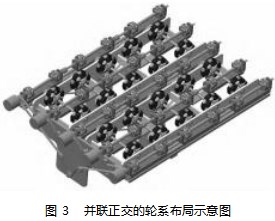
分拣包裹在输送线平面内的运动可以分解为沿传输 模块和分拣模块两个方向运动的合成, 因此只有两种模 块的全向轮协同配合, 才能够保证包裹按照预定路径运 动。为达到两种模块协同控制运动路径的目 的, 传输模 块和 分 拣 模 块 使 用 两 种 规 格 的 全 向 轮, 直 径 分 别 为 50 mm和 90 mm, 采用并联正交的轮系布局, 高度方向 上段差布置, 水平方向正交布置, 两种模块并联安装 在一起, 各 自采用不同的电机驱动, 如图 3 所示 。为 保证运动过程中全向轮动作精确可靠, 对单个模块而 言, 均采用步进 电 机 提 供 动 力 。 同 时, 考 虑 到 保 护 包 裹在输送分拣过程中不受损伤, 模块的转轴之间采用 同步带传动, 主动同步带轮通过轮齿的啮合带动同步输送带运动, 同步带传动具有稳定的传动比, 传动也 更加平稳 。
通过电机群控制技术, 各模块之间运动相对独立, 在同一时刻位于不同位置的全向轮可以具有不同的速度, 采用光电开关辅助判断货物实时位置, 货物即将到达某 分拣模块时, 该模块开始工作, 货物离开所在的分拣模 块, 该模块便停止运行。此种控制方式降低能源消耗, 节约了运行成本。
为提升分拣角度的灵活性, 将传输模块和分拣模块 的全向轮段差布置, 同时将全向轮布置间距尽可能缩小, 这种正交的结构形式可以实现分拣尺寸更小的货物, 提高设备分拣尺寸范围。
2.2 平台支架设计
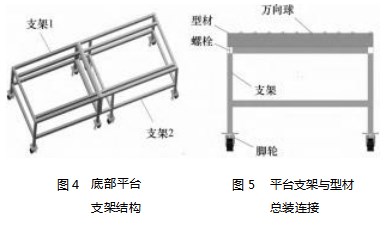
整个分拣装置的平台支架采用型号 SY-6-2020 和 SY-8-3060 铝型材制成, 其质量轻 、硬度高, 结构简单, 易于装卸, 能够起到稳定支撑的作用。支架结构如 图 4 所示, 考虑运输的方便性, 平台支架由两部分拼接 组成, 便于拆装。支架上部沿四周安装铝合金型材, 两 者通过螺栓连接。出货口一侧的型材布置有万向球, 万 向球嵌入安装在型材顶部, 其高度与所有模块全向轮上 表面高度相同, 保证货物顺利通过分拣格 口。支架底部 安装中载脚轮和脚杯, 满足承载要求, 便于分拣装置在 一定空间内进行移动 、调平和定位, 平台支架与型材的 总装方式如图 5 所示。
2.3 光电识别模块
光电识别模块作为智能分拣装置的感知部分, 负责 采集外部信息, 通过传感器收集数据和外界构建联系, 实现货物位置的跟踪功能。光电开关的原理是利用被测 物体对光束的遮挡或反射, 通过同步回路选通与否来判 断出被检测物体的有无。当物体运动到开关区域时, 遮 挡光电开关的光发射端, 从而为设备的运转工作提供触 发信号[8] 。
智能分拣装置在工作时, 通过扫码设备扫描包裹表 面的普通标签, 读取包裹信息, 包裹在行进过程中, 遮 挡光电传感器判断该包裹的实际位置。分拣装置的结构 组成如图 2 所示, 光电传感器沿分拣装置一侧布置, 固 定安装在侧面的型材上。选用的传感器型号为 GTB10 漫 反射式光电传感器, 配备背景遮蔽功能, 提供两种光源 (红光或红外光), 感应距离为 1 200 mm。其上集成了一 个发射管和一个接收管, 通过采集包裹经过时产生的一 连串光电信号, 实现包裹位置检测功能[9] 。
与图像识别的位置检测方式相比, 此种以光电传感 器判断位置的方式更为简单, 无需上位机进行图像分析, 也不需要智能算法的配合, 节省了上位机软件的开发成本和整套装置的硬件成本。
2.4 PLC 控制系统
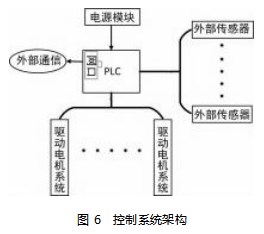
PLC 控制系统用来分析处理收到的各种信息数据, 给执行模块下达相应的动作指令, 控制系统架构如图 6 所示, 主要由主控 PLC 、驱动器 、驱动电机 、供电电路 及开关电源等组成, 由 PLC 对各个模块进行统一控制管 理, 多模块协同作业。
根据智能分拣装置的控制要求, 分析各模块的运行 过程, 确 定 输 入/输 出 信 号 的 点 数, 分 配 输 入/输 出 点 (I/O 地址分配), 来实现 PLC 和其他模块之间的信息交 换。主控 PLC 通过接收上位机发出的通信报文, 分析收 到的数据并判断其中各个标志位的状态, 然后通过输出 I/O 接口对变频器下发脉冲指令及方向信号, 驱动电机运转, 进而控制传输模块和分拣模块执行相应动作指 令 [10] 。同时系统发生故障时也可以读取 PLC 中的寄存 器信息来判断系统实时的运行状态, 从而保证系统安 全性 。
3 软件设计
本项目采用台达高性能 PLC 做为主控制器, 台达 PLC 是台达为工业自动化领域专门设计的 、实现数字运 算操作的电子装置, 采用可以编制程序的存储器, 用来 在其内部存储执行逻辑运算 、顺序运算 、计时 、计数和 算术运算等操作的指令, 并能通过数字式或模拟式的输入和输出, 控制各种类型的机械或生产过程[11] 。在本软件中选择台达 AS228T-A 作为主控部分, 搭配数字量输入模块和模拟量输入模块进行使用。
程序开发采用官方软件 ISPSoft, 版本号为 V3.09.具有较好的集成性能, 能够在多种系统下安装运行, 软 件为开发 、编辑和监控应用程序提供了良好的编程环 境 [12] 。编程方法采用梯形图, 梯形图编程比较直观易 懂, 在 PLC 的编程方法中属于容易掌握也是应用最为广 泛的方法。 由于分拣装置工作流程相对简单, 所以采用 梯形图编程也较为简单。控制程序主要包括以下两部分: 包裹按照规划路径分拣时的运行程序和包裹滞后时需要 的调整程序。
智能分拣装置软件运行的核心是采集包裹信息, 对 分拣包裹进行识别和定位, 进而执行输送或分拣操作, 软件控制流程如图 7 所示。
4 现场功能试验
将机械部分 、控制部分组装完成以后, 在对整个装 置进行功能试验, 现场测试如图 8 所示, 试验主要验证 的技术指标包括货物传输速度 、承载货物重量 、最小分 拣尺寸和分拣效率。所得试验相关参数记录如表 1 所示。
从试验记录可知, 相比传统人工分拣 、半自动分拣 方式, 智能分拣装置有很大优势。 以样机试验为例, 对 于质量在 50 kg 以内的硬底包装货物, 分拣装置集扫码、 输送 、分拣功能 “三合一 ”, 具有以下优点: (1) 动作 稳定可 靠, 分 拣 准 确 率 高, 能 实 现 24 h 不 间 断 分 拣; (2) 占地面积小, 可以根据使用场景定制机身长度, 节 省设备成本; (3) 分拣效率高, 可减少 70% 人工; (4)应用场景广泛, 通用性强, 对前后对接的输送设备无特殊 要求; (5) 分拣角度灵活, 可以做到货物分拣 “零损伤”。
5 结束语
本文设计一种基于全向轮的智能分拣装置, 在分析 分拣系统工作原理的基础上, 完成智能分拣装置的总体 方案设计 、系统硬件以及软件流程设计, 并进行了试验 验证。试验结果表明, 基于全向轮的智能分拣装置结构 简单, 对包裹的定位识别准确率高, 有效降低了人工成 本, 提升了分拣效率。与现有分拣设备相比, 便于维护 和扩展, 可以通过增减传输模块和分拣模块来满足多种 货物输送分拣的需求, 同时易与现有的输送设备衔接构 成复杂的分拣系统。
参考文献:
[1]曾祥苹.PLC 和传感器技术在包裹 自动分拣系统中的应用 [J].机械工程与 自动化,2018(2):185-187.
[2]喜崇彬.输送分拣系统的平台化与模块化趋势[ J].物流技术 与应用,2019.24(1):87-88.
[3]史建平,狄轶娟,蔡纪鹤.物流交叉分拣机的上包控制系统研 究[J].制造业自动化,2017.39(4):114-116.
[4]师亚娟,刘欣.物料自动分拣试验平台的研究与设计[ J].工 业仪表与 自动化装置,2014(3):40-43.
[5]李欣,汪伟.多全向轮协同分拣平台的路径规划[ J]. 系统仿 真学报,2021.33(3):698-709.
[6]王艳艳,吴耀华,刘鹏. 自动分拣系统分拣作业任务优化[ J]. 机械工程学报,2011.47(20):10-17.
[7]张京娥.基于 PLC 控制的多传感器物料自动分拣系统设计 [J].电子世界,2019(5):171-172.
[8]刘振宇,李中生,赵雪.基于机器视觉的工业机器人分拣技术 研究[J].制造业自动化,2013(10):18-22.
[9]成大先.机械设计手册[M].北京:化学工业出版社,2010.
[10]梁锦麟,陈映璇.基于工业机器人的视觉分拣曲轴系统开发 应用[J].机电工程技术,2019.48(6):182-183.
[11]王清玥,郭婷.物料自动分拣系统对应 QR 码标签信息识别 [J].计算机仿真,2021.38(5):393-397.
[12]刘红海,沈红杰,聂长鹏,等.基于 RFID 的智能快递管理与 分拣系统[J].软件工程,2017.20(6):21-23.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/56909.html