



SCI论文(www.lunwensci.com):
摘 要 :提升企业效益主要靠产品质量和降低生产成本,提高钢卷在线成材率主要是降低钢卷生产过程中的损耗,是热轧厂降 本增效的一个重要措施, 本文将从降低加热炉烧损、减小精轧切头尾量等方面来总结介绍提高钢卷在线成材率的控制措施。
关键词 :钢卷 ;在线成材率 ;控制措施
作为加工制造企业,控制加工成本、提升产品收得率能很大 程度提升企业效益,目前各企业都在挖潜,努力降低成本。提升 产品收得率在我们钢铁行业就是提高钢材成材率,提高成材率 是企业一项重要生产指标。首钢京唐 1580 热轧厂之前钢卷在线 成材率只有98.4%, 经过采取一系列措施, 在线成材率不断提高, 下面围绕钢卷在线成材率进行相关分析并介绍相关控制措施。
1 钢卷在线成材率的定义
在线成材率是指带钢成卷后卷称(轧线上的) 称的重量和板 坯入炉前板坯称称的重量的比值,即在线成材率 = 钢卷在线重 量 / 板坯实际重量。
2 影响在线成材率的因素
根据公式可知,在板坯实际重量不能改变的情况下,若让在 线成材率提高,必须提高钢卷在线重量,从板坯入炉到轧制成 卷,重量损失主要有加热炉烧损、轧制过程氧化损失、精轧切头 尾量、进线检查处理或取样切损量。在实际生产中轧制过程氧化 损失可以忽略不记, 主要从另外三方面控制钢卷重量损失。成材 率损耗各影响因素间的关系为 :烧损>切损>取样量 [1]。

3 提高在线成材率的控制措施
3.1 降低加热炉烧损
控制加热炉烧损是热轧控制成本中很重要的一部分,也是 潜力较大的一项。加热炉烧损主要是指板坯的氧化损失, 由于板 坯在加热过程中, 炉内的氧原子由板坯的外部向内部扩散, 而铁 原子则从板坯内部往外部扩散,两者相遇就会发生一定的化学 反应而生成氧化物。所以控制加热炉烧损就是控制板坯的氧化 过程。通过实践总结分析, 影响板坯氧化的主要因素有三种 :炉 内气氛、加热温度、在炉时间。炉内气氛偏氧化、加热温度过高, 以及在炉时间偏长都会导致板坯氧化加剧, 增大板坯烧损。故降 低加热炉烧损主要从控制炉内气氛、降低加热温度和缩短在炉时间三方面入手。
(1)控制炉内气氛主要是指降低炉内氧化气氛,从而降低板 坯氧化物生成。炉内气氛决定于燃料成分、空气过剩系数和燃烧 完全程度,炉气中一般包含 CO2 、H2O、O2、SO2 、CO、H2 、CH4 和N2.其中氧化性最强的是 O2.其次是 SO2、H2O和CO2.通过 严格控制空燃比, 保证充分燃耗的情况下, 最大限度地降低空气 过剩系数, 降低炉内氧化气氛, 减少板坯氧化。
(2)降低加热炉出炉温度是降本增效的一项有效措施,也是 提高在线成材率的主要手段。在保证轧制稳定性及FDT命中率 的前提下,尽量下调出钢温度。在此方面主要可以做的工作有 : ①合理安排轧制计划,排产考虑实际温度过渡,差异越小越好, 高温钢种集中排产, 尽量避免或减少冷热坯混装, 从而避免不必 要的温度浪费, 减小烧损。②如因特殊情况高温钢种需少量排产 时,为避免前后低温钢种高温浪费,可视块数选择少装 1/2 个炉 子 ;冷热坯混装时, 如果冷坯较少, 在允许的情况下可将冷坯集 中装到 1 个炉子。这样不装需高温钢种的炉子就可以正常低温 出钢, 降低了加热温度。③根据板坯库上料情况提前预判后续是 否有待料停机, 提前压低加热温度, 利用待料停机时间提高到正 常温度, 避免停机时在高温保温现象。④根据过程温降动态调整 出钢温度, 轧线各区域及时反馈提醒, 最大限度地的降低出炉温 度。⑤轧线治水,保证封水效果,降低过程温降,从而保证加热 炉低温出钢。⑥数据统计分析,提升控制水平,根据实际数据分 析,一加二加温度控制对成材率影响较大, 尤其一加温度控制在 小于 1000度时, 成材率相对较高。

(3)缩短在炉时间主要利用提高轧制节奏和灵活调整装钢 间距来实现。可以通过与轧制节奏标准及轧制间隙标准对比, 及 时发现实际轧制节奏控制问题, 总结提升要钢水平。影响轧制节 奏的主要因素有 :上料、要钢控制、长短坯及定宽切换、轧制稳 定性、设备或工艺质量问题。上料主要是通过与计划、板坯库提 前沟通,根据铸机出坯及库存情况,做好相关计划排程,提高热 装率,板坯库做好板坯倒料备料工作,提高上料节奏,从而保证 轧线出钢节奏;在装钢方面, 如果规格合适, 可以改变装钢顺序, 来缓解按正常顺序上料时因单跨上料或辊道卡坯子等因素导致 的上料慢问题。要钢控制这方面主要通过在画面增加轧制间隙 显示,操作工紧盯节奏控制水平,根据轧速变化,及时更改要钢 时间,做到最快节奏要钢。长短坯及定宽切换方面,联系计划尽 量集中排产, 如果避免不了, 对于定宽不定宽频繁切换的提前联
系二级修改定宽机启动条件, 改成全部定宽, 避免来回切换定宽 机影响节奏的情况。在轧制稳定性、设备或工艺质量问题方面,根据现场实际情况,在保证生产顺稳及不出批量质量问题的前 提下, 最大限度的保证轧制节奏。通过对轧制节奏影响因素的不 断分析,并不断完善相关控制,目前在轧制节奏控制水平方面, 月平均可以达到 30~35 卷 / 小时,正常轧制间隙在28~30 秒(上 一块F1 抛钢到下一块F1 咬钢)。
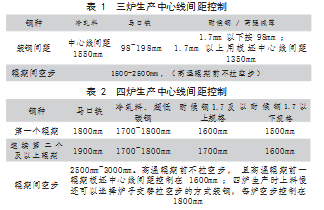
板坯库上料是制约生产轧制节奏造成板坯在炉时间长的一 重要影响因素, 根据上料速度, 在保证加热温度能满足要求的情 况下及时调整装钢间距以及辊期间或炉内交替拉空步有利于减 少待料停机,降低板坯在炉时间。正常生产情况下,一般都是三 炉 / 四炉生产,根据实际生产总结,在三炉生产时,常轧钢种可 以按表 1 控制,四炉生产时按表 2 控制。(根据上料和出钢节奏 以及温度控制灵活调整, 不断摸索优化)。
3.2 减小精轧切头尾量
精轧切头尾切损主要受粗轧中间坯头尾形状及飞剪剪切精 度影响。
(1)中间坯头尾形状主要取决于粗轧定宽机状态及中间坯 镰刀弯控制水平,头尾两侧相对平齐对称时且尾部燕尾不大时 最有利于剪切, 切损量也最容易控制到最小。通过限定定宽机减 宽量以及及时调整定宽机对中来保证定宽机出口板坯状态,从 而保证粗轧轧制后的中间坯头尾形状 ;通过总结粗轧各种镰刀 弯曲线的相应调整手法以及换R2 新辊上机后的轧制策略及轧制 计划安排,如新辊上机采用降速、减除鳞水、侧导板全道次对中 以及下调工作辊冷却水流量等措施,换辊后前三辊期不排酸洗、 车轮钢低温钢种等, 提升粗轧镰刀弯命中率。
(2)在控制剪切精度方面,设备专业应及时更换切头尾剪 刃,保证剪刃间隙精度 ;通过在飞剪入口增加气吹装置和轴流 风机等措施来提高热金属检测器的检测精度 [2],提高剪切的稳定 性 ;操作工严细盯岗,及时修正剪切长度 ;同时定期对比实际 切头尾大小与画面输入数值, 校验切头尾剪切准确度, 保证中间 坯切头尾率在 0.3% 以下的水平。
4 减少进线检查处理或取样切损量
此项切损主要是控制取样卷数以及因控制质量需进线检查 或切除的卷数。
通过直接赋能及优化取样规则减少辊期取样卷数。
在控制进线缺陷检查及处理卷数方面,一是通过合理安排计划增加轧制稳定性和保证带钢质量。做好轧制计划的审核, 保 证钢种规格过渡符合轧制要求,将有轧制难度的钢种规格及计 划中有特殊表面要求的在轧制前向操作人员做好通知提醒,做 好轧制准备, 避免因轧制不稳定导致出现头尾轧破的现象, 从而 避免后续钢卷因辊印进线确认的出现 ;同时通过提前控制预防, 消除或降低带钢出现质量缺陷的几率 ;二是在生产过程中不断 总结分析,提高操作工操作水平,提高盯岗关注度,建立相应卷 形评比指标,增加操作工责任心 ;提高设备控制精度如卷取侧 导板对中度、夹送辊及助卷辊水平度等, 从而减少带钢尾部溢出 边,减少烂尾卷, 提升生产及质量控制水平。
在控制开卷切损量方面,通过调整操作箱位置,找标记控制 规范开卷长度, 进而减少开卷切损量。
5 在线成材率控制效果
通过降低加热炉烧损和控制带钢在线切损,钢卷在线成材 率会不断提升, 以上控制措施也在不断优化完善, 近些年通过不 断总结分析与尝试, 钢卷在线成材率控制水平逐年提升, 由原来 仅 98.4% 的水平上升到今年上半年平均 98.57% 的水平,其中今 年第一季度更是达到了平均 98.61% 的水平。

6 结语
钢铁企业面临很大的市场竞争,也面临着极大的环保压力, 要想在激励的竞争中拥有一席之地, 且创造出足够好的利润, 在 保证及不断提升产品质量的同时,不断降低生产成本是企业提 高经济效益的有效途径,而轧钢系统中提高在线成材率是降低 成本中的重要部分, 故要侧重总结分析相关影响因素, 不断推进 改进措施, 使钢卷在线成材率不断提升。
参考文献
[1] 单传东, 孙丽荣 . 提高热轧带卷的成材率途径 [J]; 莱钢科技 ;2007 年 05 期 .
[2] 黄文慧 . 轧钢材成材率与成本的关系 . 冶金财会, 2010(11) :17-18.
[3] 王祥华 . 减少加热炉氧化烧损、优化加热工艺的研究 [A]; 全国轧钢加热炉综 合节能技术研讨会论文集 [C];2013 年 .
[4] 刘明 . 热轧成材率损耗原因分析及措施 . 科技展望, 2014(13) :103.
[5] 高月,王泽举 . 降低加热炉板坯氧化烧损的分析与控制措施 [A]; 中国钢铁业 2014 增刊 [C];2014 年 .
[6] 王宗斌 . 浅谈影响成材率的因素和提升措施 [J]; 莱钢科技 ;2017 年 06 期 .
[7] 胡亮, 崔秋艳, 吴秀鹏 . 降低2250 mm 热轧机组带钢头尾切损率的措施 . 轧钢, 2018. 34(3) :84.
[8] 达春娟,邹伟 . 本钢 1700 mm 产线热轧成材率生产实践 [J]; 金属世界 ;2019 年 03期.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!

据媒体报道,三大运营商目前均已制定了2020年... 详细>>

如何设计有效的环境治理政策, 是学术界和政策... 详细>>
