SCI论文(www.lunwensci.com):
摘 要 :在金属零件加工中最常见的内孔加工是利用机床的主轴旋转运动加工出来的。在主轴上加上刀柄、刀架、镗刀,主轴 圆周运动,再采用直线进给就能加工出内圆孔来。当然还有另一种方法加工内圆孔,那就是用数控铣床采用圆弧插补加工内孔。 二者加工原理不一样,加工出来的孔的效果和质量有一定的区别。在我国目前将成为制造强国的大环境下,对金属零件高质量 切削加工, 我们就要有所取舍。
关键词 :高精度数控铣床 ;金属构件加工 ;镗孔圆弧插补铣孔加工 ;数控编程
在实际生产中镗孔是机械加工最常见的生产加工方式。对 于高要求的孔, 不仅需要好的设备还要一套高精度的镗刀, 在镗 孔时需要多次试镗,测量,试镗测量,有些工件还需要先加工基 准面,做定位工装,并多次装夹。其成本高,效率偏低且不是一 次装夹完成还保证不了行位公差。所以我们要利用高精度数控 铣床铣加工孔以达到镗孔的效果。
1 数控加工以铣代镗的数据参数
我公司主要生产的产品为金属结构件。其结构件的特点为形 状不规则,有些地方还干涩机床行程。但我们要尽量做到一次装 夹完成高要求的孔。为了提高效率保证质量我们只用两把铣刀完 成对孔的加工,减去镗孔这一工序。现在我们以下图为实例介绍 以铣代镗的加工过程。此图 ø90通孔深227 为 ø160深22 ø145深 20 ø130 深25 三个台阶孔,其中 ø160公差为 +0.04~0.08 。Ø130 为轴承孔公差为0+0.04 圆柱度为0.012与对称孔的同轴度为0.03. 孔的光洁度为 1.6。
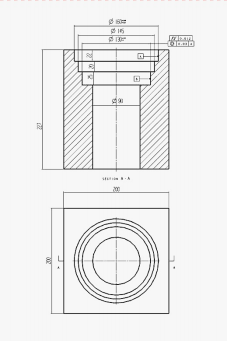
图 1 以铣代镗加工图
工艺分析 :关键孔 ø130, 毛坯为实体圆柱。工艺步骤①先用 ø50 深250 的方尖铣刀依次粗铣台阶孔 ø160, ø145, ø130, ø90 都 留量 1MM. 且不用打底孔,省去一道钻孔工序。②不用换刀,同 样用 ø50 深 250 方尖铣刀精铣 ø90 深 160 孔,可以达到图纸 12.5 光度要求。③换用 ø20 深 70 钨钢铣刀依次精铣 ø130, ø145, ø160 台阶孔。
硬件方面,首先我们需要一台高精度的数控铣床。各轴行程 应大于图纸工件最大尺寸。转速 0-1000 以上,定位精度 0.01MM, 重复定位精度 0.005,滚珠丝杠双螺母,伺服电机,西门子 840 以 上操作系统,主轴与进给轴的平行度 0.01 以内,主轴圆跳动也不 应超过 0.005。高精度钨钢铣刀,圆柱度 0.005 以内,圆跳动,直 线度均在 0.005 以内。
数控铣床专用语言是 G 代码,程序运行会涉及到运行轨迹 点相关坐标,G代码程序与金属构件装夹存在一定的关联性。如 果将铣刀看作一点,假定将铣刀运行轨迹设置为 OHIJKO,将铣 刀直径在多个点处形成圆弧,铣刀工作轨迹设计为 O-h-H-I-i-j- K-k-O, 控制铣刀直径。
所编辑 G代码程序如下 :
00001 M43 ;
G04 X5. ;
M04 S150 G04 X5. ;
G17 G90 G41 X215. Y124.13 F100 ;
X-107.21 Y142.08 ;
X-112.47 Y93.81 ;
X0 Y-38.4 ;
G00 G40 X0 Y0 ;
G04 X5. ;M05 S0 G04 X5. ;M30 ;
依据对称性得到铣刀三个点坐标为 :(105,124.13)(127.47 , 1566.17)(99.47, 93.81)右侧滑槽加工程序 :
00002 M43 ;
G04 X5. ;
G17 G90 G41 D07 G01 X-115.Y124.13 F100 ;
X121.31 Y150.46 ;
X138.25 Y93.81 ;
X0 Y-103.11 ;
G00 G40 XO Y0 ;
G04 X5. ;M05 S0 G04 X5. ;M30 ;
下侧滑槽转折点各点坐标如下 :
(-107,0)(-955, -150)(128, -155);
考虑到金属零件在数控切削加工时受到其他因素影响,编
写程序如下 :
00003 M43 ;
G04 X5. ;
M04 S200 G04 X5. ;
G17 G91 G01 X-140.Y0 FI00 ;
G01 G41 D08 X25. Y0 ;
X0 Y-1480 ;
X100 Y50 ;
X230 Y0 ;
X0 Y-50 ;
X100 ;
X560 ;
G00 G40 X-215.Y0 ;
G04 X5. ;
M05 S0 G04 X5. ;
M 30 ;
满足条件之后开始装夹找正工件,左右借量并确定工件坐 标,第一孔和第三孔在同一轴心线上,同轴度是 0.03。同轴度就 是定位公差, 理论正确位置即为基准轴线。确定工件坐标系后先 用 ø50 深250 方尖铣刀粗铣,端面开始铣最大外圆 ø200,依次粗 铣各台阶孔,直径方向留量 1MM, 深度方向留量 0.2MM,ø90 孔 可加工到尺寸,不用再换深孔镗刀了,因其公差和光度要求不 高。然后换钨钢铣刀首先精加工有要求的 ø130 孔。以西门子系 统为例, 编程如下 ;
R0=0.4 R1=[130-20-R0]/2
G0G64G54X0Y0
M3S1000F200
Z20
Z0
Z-67
G3X=R1Y0 CR=R1/2
G3 I=AC[0]
G3X0Y0 CR=R1/2
G0X0Y0
Z100
M30
在这个程序中确定了走刀路线,如图所示 ;铣内孔 G3 为顺 铣。从进给方向看,切屑从刀具的右侧排出为顺铣。切屑从刀具 的左侧排出为劣铣顺铣一般适用于精加工, 其切削平稳, 走刀顺 畅,加工表面质量好。劣铣一般用于粗加工。铣孔不同于镗孔, 镗孔是主轴旋转做圆周运动产生的标准圆。而铣孔是由X 轴和 Y 轴联动产生的圆,而铣孔产生的圆有可能不是标准的圆,产生 的原因是机床各轴间隙过大,或者是X 轴Y 轴伺服电机不同步, 或者是系统参数补偿不合理等原因。
金属零件加工中,外形的铣削涉及到多个圆弧过渡。传统金 属零件加工可以在普通的铣床上完成,给金属零件加工及夹取 带来不便, 导致生产效率下降, 零件的加工精度也无法得到整体 控制。加之金属零件需要进行轮廓加工、斜面加工等等,涉及到 加工参数计算较为复杂,对零件中心孔定位、内孔加工,需要将 加工质量及零件形状精度进行有效控制。此次数控切削采用两 次定位装夹,根据基准面主次,进行先近后远、先里后外、先粗 加工后精加工、先面后孔的原则依次划分工序加工。金属零件在 进行轮廓表面铣削通常使用立铣刀侧面刃性切削。对于外围轮 廓加工,所使用的加工路线为 : ①从起刀点到下刀点 ;②沿切向切入工件 ;③轮廓切削 ;④刀具向上抬刀,退离工件 ;⑤返回 起刀点。零件的尺寸无公差等级要求,区域面积不大,表面粗糙 度要求不高, 进行切削加工时要保证外轮廓形状不变形, 只需要 达到一般加工精度要求。所以此类金属零件定位基准是工件在 夹装定位时所依据的基准。
3 以铣代镗加工优势分析
现在我们要做的是以铣代镗,用铣削的方式加工出来的孔 达到镗孔规定要求的质量。前面我们硬件方面提出了高精密 的数控铣床,其各参数达到了要求,在进出刀和四个象限换轴 向时产生的圆滑点会小于图纸要求的圆柱度 0.012。刀具方面, 钨钢刀属于精加工刀,切削锋利顺畅,孔表面的光洁度能达到 1.6。这个光度已经等于或大于大多数镗孔的表面质量。程序方 面 ;走刀方向和走刀速度的控制可以避免椭圆度的产生,在实 际生产中 G3 顺铣加工出来的孔为最优,还有一个非常关机键 的走因素走刀速度,实践中,不能孔大小,走刀速度不能大于 200MM/ 分钟。大于这个速度孔的椭圆度会随着走刀速度的变 大而变大。此图为列,走刀速度大于200MM/ 分钟,孔的椭圆度 是 0.01MM~0.02MM。就超出了 0.012 圆柱度要求,从而不能达到 图纸要求。此工件合理走刀 120~140,当然机床的精密度不同, 走刀会有所不同。此图切削参数为转速 1000,吃刀深度单边 0.2, 走刀 120. 加工完成后三坐标检测结果为,ø130 和 ø160 同周度为 0.002, 圆柱度为 0.005. 光洁度为 1.6.各公差均达到图纸要求。
此工件如果镗孔需要 4 把镗刀,校对 4 次内量表,每个孔还 需要经过多次试镗、测量比较费时。
以铣代镗还有一个非常大的优势,那就是通过修改程序 中R0 的大小,可以精确控制圆尺寸的大小。比如精铣 ø130,当 R0=0.4 时,测量出尺寸为 129.6。也就是说孔的尺寸大小由程序 控制。当最后一刀精铣,切削用量不变的情况下我只要把R0=- 0.02 时,加工出来的孔就达到图纸要求 130.02。
所以以铣代镗有两大优势
(1)能精确控制尺寸大小, 省去多次测量的时间。
(2)省去【镗孔】一道工序,节约总加工 40% 左右的时间由 于这两个优点达到了提高效率, 控制质量的目的。
4 结语
随着工业制造中对金属零件加工精度要求的提升,作为先 进机械制造装备的代表数控铣床在加工过程中如何降低加工误 差、提高加工精度并保证产品的质量, 成为当前国内外研究者所 研究的热点。我们充分利用以铣代镗, 合理使用铣削的方式对金 属零件进行加工,运用理论加工 G 代码降低金属零件加工出现 误差, 以提高金属零件加工的质量。此文为笔者在实践中总结出 的一点经验, 希望此文能给同行们提供一些帮助, 有错误和不足 的地方望共同探讨。
参考文献
[1] 王雪芳 , 刘吉兆 , 杨国辉 , 周小桃 .TK6300 数控铣床几何误差多系统检测及软 补偿 [J]. 机械研究与应用 ,2020,33(03):194-196.
[2] 邓小雷 , 曹晓梅 , 胡佳妮 , 周宜博 , 王建臣 , 谢长雄 . 基于热设计的立式数控铣 床主轴箱多目标设计与研究 [J]. 机床与液压 ,2020,48(09):132-135.
[4] 李国龙 , 谢天明 , 任唯贤 , 崔岗卫 . 横梁蠕变松弛对龙门镗铣床运动精度可靠 性的影响建模 [J]. 中国机械工程 ,2020,31(08):944-951.
[5] 昝华 , 陈伟华 .SINUMERIK 828D 铣削操作与编程轻松进阶 ( 西门子运动控制 丛书数控 [M]. 机械工业出版社 ,2014.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/35802.html








