SCI论文(www.lunwensci.com)
摘 要: 自动化系统控制的有效性关系到整个生产系统的稳定和安全,是当前生产企业重点维护的内容。其中 PLC 作为 自动化系统控制的主要模块技术,是自动化系统中重要的组成部分。西门子 PLC 发展至今能够适应多种计算机网络的控制, 为实现自动化提供了可能性和安全性的保障。西门子 PLC 可以提供多种控制网络,它能满足不同自动化系统的通信控制任务, 其适配性和适用性在自动化领域属于领先的地步。本文基于西门子 PLC 控制系统的网络选择进行了进一步的研究和探讨, 目 的是通过实际的研究,为今后自动化系统中, PLC 能够实现更好的网络功能和操控目的提供借鉴。从而从根本上提升整个自动 化操控系统的稳定性和安全性,更好地为生产企业提供保障。
关键词:PLC,网络环境,选择
Network Selection Strategy and Practice Based on Siemens PLC Control System
YANG Shuyuan
(Shanxi Engineering Vocational College, Taiyuan Shanxi 030009)
【Abstract】: The effectiveness of automation system control is related to the stability and safety of the whole production system, which is the key maintenance content of the current production enterprises. PLC as the automation system control of the main module technology, is an important part of the automation system. Siemens PLC development has been able to adapt to a variety of computer network control, for the realization of automation to provide the possibility and security of the guarantee. Siemens PLC can provide a variety of control networks, it can meet the communication control tasks of different automation systems, its adaptability and applicability in the field of automation belongs to the leading point. This paper based on Siemens PLC control system network selection for further research and discussion, the purpose is through the actual research, for the future automation system, PLC can achieve better network function and control purpose to provide reference. So as to fundamentally improve the stability and safety ofthe entire automation control system, and provide better guarantee for the production enterprises.
【Key words】: PLC;network environment;choose
0 引言
PLC 作为自动化系统中的主要控制模块,在电气 自动化系统控制过程中,扮演着重要角色。德国西门子 (SIEMENS) 公司生产的可编程序控制器在我国的应用也 相当广泛,在冶金、化工、印刷生产线等领域都有应用。 西 门子 (SIEMENS) 公 司 的 PLC 产 品包括 LOGO、S7- 200、S7-1200、S7-300、S7-400、S7-1500 等。西门子 S7 系列 PLC 体积小、速度快、标准化,具有网络通信能 力,功能更强,可靠性更高。S7 系列 PLC 产品可分为微 型 PLC( 如 S7-200)、小规模性能要求的 PLC( 如 S7-300)和中、高性能要求的 PLC( 如 S7-400) 等。
1 PLC 控制系统概述
PLC 控制系统, 是可编程逻辑控制器, 通过计算机 语言的编程,将其写入 PLC 中,以此来实现对于电器 系统各部位的自动化操作。生产系统通过 PLC 编程的 控制可以实现设备的自动化运行,减少了人工的操作, 这样有效地避免了一些高压设备和危险系数较强的设备 在运行期间,因为人工操作带来的危险。
PLC 的标准定义是由国际电工委员会在 1987 年颁 布的 :“可编程逻辑控制器是一种数字运算的电子系统,专门为在工业环境下应用而设计的。它采用可编程的存 储器,用来在其内部存储执行逻辑运算、顺序运算、计 时、计数和算术运算等操作指令,并通过数字式或模拟 式的输入和输出,控制各种类型的机械或生产过程。可 编程控制器及其有关的设备,都应该按易于与工业控 制系统形成一个整体,易于扩展其功能的原则设计 [1]。” 从此,其有了一个长足发展的空间。经历了 5 次的技术 变革后,电气 PLC 也形成了如今的技术标准,并且随 着时代的进步和技术的发展仍在不断的进步和发展。当 前阶段的 PLC 主要和现代的大数据以及网络技术发展 相融合,并且体积相比于第一代的 PLC 变化很大,制 造商和科研团队,将新品做的更加微小,更加便捷,成 本也更低,更便于更多的领域进行应用。并且根据网络 时代的变化, PLC 的功能越来越强大,集成化也更高, 网络功能越来越强,未来通过网络信息技术,可以实现 PLC 网络操控的目的,扩大其应用范围,提升便携性和 安全性。发展趋势主要有以下几个方面。
1.1 微型发展趋势
PLC 向高性能微小型方面进行拓展和发展,同时利 用现代化的技术手段,将很多领域的技术进行融合与利 用,使得当前 PLC 能够更加智能化、高效化、稳定化。 微小型 PLC 的 I/O 点数一般在 8 ~ 128 点数字量 I/O 以 下,体积确实比传统 PLC 的五分之一甚至更小,这样的 体积能够适应一些特殊的结构需求,进行微观化的操控。 除了开关量 I/O 以外,还可以扩展连接模拟量 I/O 及其 他各种特殊功能模块。这种方式的连接,能够将设备接 入到更庞大的系统之中,利用超级计算机和云服务等存 储功能实现更加精密的计算和存储,使得 PLC 中的数 据能够更好地实现共享和模拟,对于保证设备的稳定性, 实现设备进一步的更新有着十分积极的促进意义。未来 的 PLC 正式向着互联网、大数据的方向进行发展,在 多技术融合领域实现最终的技术突破。更好地促进电气 自动化领域的发展,从而促进整个行业的发展。
1.2 大型网络化的发展模式
PLC 借助网络技术, 能够具有更高的兼容性, 同时 能够实现数据的共享。如今,计算机技术和网络技术的 发展,使得这种数据共享变得更加高效和使用,计算的 更加精确,内容也更加合理,能够同时完成大量的数据 处理而发出准确无误的命令。其中通信和网络化是 PLC 发展的一个重要发展趋势,各大品牌 PLC 均有各具特 色的 PLC 网络系统,现场总线、工业以太网、无线网 络、信息技术及 Internet 等技术得到广泛的采用,使 PLC 向分散控制系统方向发展。典型的 PLC 网络拓扑结构为设备控制层、过程控制层和信息管理层 3 个层 次。同时通过网络总线的形式,实现集成化的控制和操 作,能够将多个 PLC 模块进行线上的组合与集成,实 现更多更复杂的自动化控制功能。通过与 I/O 框架相连, 可以将现场设备与智能化设备进行充分的连接,如网络 传感器、智能检测装置等,只要是能够在同一网络下, 就能实现更大范围内的网络操作,让无人值守和远程值 守成为可能,提升了生产系统的本质安全。通过一根传 输介质连接起来,并按照同一通信规约相互传输信息, 构成一个现场工业控制网络,通过这样的网络,消除空 间上的隔阂与障碍,可以随时地进行现场的生产管控与 操作,可以说是颠覆了传统生产企业的操控模式,让整 个工业向着更加智能化与人性化的方向前进了一大步。 这是未来网络应用在 PLC 上的趋势, 按照这样的趋势 发展下去, PLC 技术能够促进各行业的产业升级,实现 更多更稳定的功能 [2]。
1.3 PLC 网络发展过程
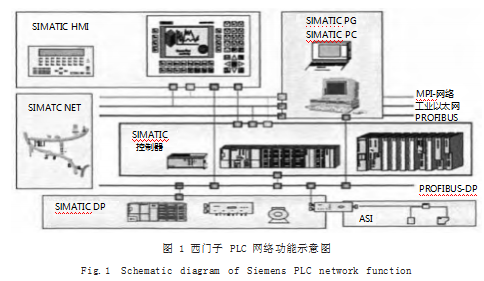
PLC 网络功能在不断地发展,目前已经能够从专业 角度上实现 NBS 或 ISO 模型要求的大部分功能,这些 功能基本能够满足远程操控和精确化操控的要求,为提 升工艺智能化水准提供了有效的工具支撑。PLC 要实 现 NBS 或 ISO 模型要求的功能,基本是通过多级通讯 来实现这样的网络功能。不同层级的功能是独立的并且 各不相同,承担的任务也是具有独立性的。上层所传送 的信息一般为管理方面的信息,信息的容量较大,传输 的信息量多,所通讯的范围相对较广,但是对于实时性 的要求并不高,这样就可以进行专项的网络设置,针对 上层通讯讯息的特点进行网络的设置。而底层传送的主 要是一些过程数据及控制命令,报文不长,每次通信量 不大,通信距离也比较近,但对于信息要求及时性和可 靠性的要求较高,因此需要更加快速和抗干扰能力强的 网络系统来实现底层数据的传输。中间层的需求介于上 层和底层之间,起到传递连接的作用。因此,在 PLC 网络发展的过程中,需要较为复杂的网络来构建其不同 的功能,这样才能进一步实现工业通讯的各种要求。采 用多级复合结构的网络形式,可以实现多种的功能,同 时在今后发展的过程中,可以进一步的拓展,实现必要 的功能。基于西门子公司的 PLC 控制网络架构,其表 现的就较为稳定和全面,能够适应世界不同地区的多种 通讯协议,这就极大地降低了安装的成本,并且在世界 范围内得到更加广泛的应用。当前世界上主要的通信协 议包括 PPI 通信协议、PTP 通信协议、MPI 通信协议、 PROFIBUS 通信协议、PROFINET 通信协议、ASI 通信协议和自由通信协议。西门子公司的 PLC 可以有效的 适应这些协议,根据实际的功能情况,选择必要的网络 协议配置,以实现自动化控制。西门子 PLC 网络协议 选择和控制结构如图 1 所示。
2 西门子 PLC 网络选择概述
通过以上的 PLC 网络发展情况来看, PLC 未来的网 络发展将成为主要趋势。而西门子 PLC 凭借其稳定性、 可靠性和先进性被应用于世界各地区的生产系统中,是 世界上较为知名的 PLC 设备的生产和技术制造厂家。纵 观历史,西门子的 PLCA 发展有着十分独特的优势,无 论是 S7-200.S7-300 还是后期的 S7-400. 都体现出西 门子公司超强的研发能力和技术水平。几乎每个型号都 有着极高的性价比,并且能够更加高效稳定的应用与自 动化控制系统中。
现阶段,整个 PLC 行业向着微型和网络化的趋势发 展, 西门子公司更是在这方面展开了多方面的合作和技术 研发,技术始终处于行业的先进行列。针对不同的通讯和 网络协议,西门子公司已经推出了 PPI、MPI 以及以太等 不同层次的网络解决方案,能够满足当前产业上不同行 业的需求,也能解决当前行业中面临的大多数网络的问 题。例如 MPI 是西门子系统内部的一种协议, 主要使用 的是 188.5Mbps 速率来运用令牌实现信息的网络通讯, 主 要针对于 CP3118-2 进行数据传输,传输的准确度和速 率很高。由此可见,西门子 PLC 在网络选择领域上,已 经处于一个较高的水平。与其他网络协议的融合也同样 能够实现当前一样的传输速率和准确性, 并且兼容的网 络通讯协议几乎涵盖当前所有的主流通讯协议,使得在 世界范围内各行业都有着更加广泛的应用与发展 [3]。
3 基于西门子 PLC 控制系统的网络选择策略与实践
接下来以实际某连铸机控制系统的 PLC 网络方案的设置为例, 来进一步探讨西门子 PLC 控制系统网络 选择的策略与具体的实践例子。
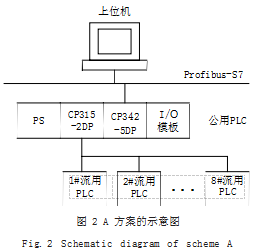
某炼钢厂连铸电控系统的控制对象为 2 台 8 机 8 流 小方坯连铸机,釆用研华工控机为上位机, S7-3OOPLC 为下位机。上位机和下位机之间的通讯通过 Profibus-S7 网络得以实现。根据实际的生产和工艺特点, PLC 包括 公用 PLC 和流用 PLC,公用 PLC 用于控制连铸生产中 的公用设备, I/O 点为 120DI/82DO ;流用 PLC 用以控 制流用设备, I/O 点数为 1344DI/1075DO。根据具体的 布置和生产要求,共提出以下两种方案。
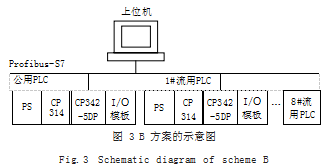
A 方案是以 CPU315-2DP 为主站公用 PLC,流用设 备采用 Profibus-DP 网络,两者在一起可以扩展为一个 通讯单元,以此创立整个连铸机控制的网络系统。 因此, 公用的 PLC 的 DP 从站可以用 8 个人流来组成,如图 2 所示。B 方案是以主站和流用设备都采用相同的 CPU315 网络,而又分别与 CPU342-5DP • 通讯处理器建立起 网络连接。然后通过其中任意的通讯卡,完成信息的传递和保存,上位机就能够顺利连接在通讯网络内。即方 案中仅需创建 10 个主站, 再通过网络通讯即可实现网 络各个站点之间的联系,如图 3 所示。
经过实际对两个网络选择方案的对比发现, B 方案 中,即使其中有一个站点出现通讯偏差或者未知故障, 仍可以安全可靠的通讯, 整个 PLC 的自动化控制不受 到任何影响。A 方案两个网络是独立的,一旦出现站点 故障,系统的完整性得不到保障。因此,从实际安全运 行和可靠性考虑,在连铸机控制系统中,选择 B 方案是 较为稳妥和实际的方案。
除了以上连铸机的网络选择方案之外,制氧机在某 炼钢厂连铸电控系统中也有着十分重要的作用,因此, 还要从网络 PLC 控制的方案中,选择适合整个炼钢厂 制氧机的 PLC 网络控制的方案。主要方案有如下两个 :
A 方案选取 CP414-2DP 中央处理模块通过 CP443- 5Basic 通讯模板与上位机构建 Profibus-FMS 网络, 如图 4 所示。
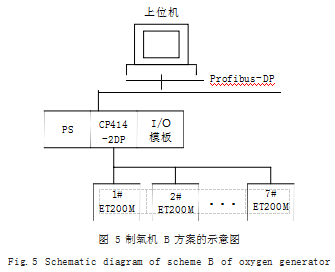
B 方案利用 CP414-2DP 的另一个 DP 接口与上位机 组成 Profibus-DP 网络,该方案设计的原则就是充分利用 了 CP414-2DP 的 DP 接口资源, 省去了 CP443-5Basic 模板,因此,选取的电源模板要比方案 A 中的小, 能够减 少成本,并且有着较高的通讯速率,如图 5 所示。
由于 Profibus-DP 协议完成的是小数据的传输, 无 法对应制氧机大数据传输要求,虽然成本低,但是 B 方 案不够安全和可靠 ;而方案 A 中上位机和 CPU 之间采 用的是 Profibus-FMS 通讯协议,波特率为 1. 5 Mbps, 可以适应制氧机的控制要求,通过对于工厂整体生产和 安全等方面的综合考量, 制氧机的 PLC 网络控制方案 选择 A 方案。
4 结语
PLC 技术的发展为工业发展提供了可能性,在未来 的发展趋势中, PLC 的网络功能将得到极大的发展和改 善。本文基于西门子 PLC 网络选择的策略进行实际的 论证和研究,目的是为了今后的 PLC 网络发展提供一 定借鉴与参考,同时可以延伸到其他品牌的 PLC 网络 选择上以及其他的领域中。做好 PLC 技术的更新,可 以更好地促进生产系统的稳定性,提升工业生产的效 率,更好地为社会发展所服务,实现更加稳定安全的生 产系统,为我国未来的经济发展保驾护航。
参考文献
[1] 徐小红.基于西门子PLC的控制网络选择策略与工程实践 [J].电子世界,2016(01):111-112.
[2] 梁成鹏.基于西门子控制网络的配置与应用[J].可编程控制 器与工厂自动化(PLC FA),2014(04):56-59.
[3] 陈瑞.可编程控制器与工控机通信技术的研究[J].电气自动 化,2002.24(05):47-48+17+3.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jisuanjilunwen/54574.html