SCI论文(www.lunwensci.com)
摘要:热塑性聚氨酯 (TPU) 作为一种高分子聚合物材料具有高弹性和良好的力学性能, 在工业和服装等领域中均得到了广泛应 用, 3D 打印技术进一步拓展了TPU 材料在这些领域中的应用。但是 3D 打印工艺参数对 TPU 材料成品的力学性能有一定的影响, 因此选用直径 小1.75 mm 的 TPU 丝材为试验材料, 进行了 TPU 材料FDM 打印试样的力学拉伸试验, 通过单因素试验方法研究了打印 层高、打印温度、填充率、填充方向等打印工艺参数对试样拉伸强度及断裂伸长率的影响规律。研究表明: 3D 打印工艺参数对 TPU 试样的力学性能有显著的影响。在打印层高 0.2 mm、打印温度 220 ℃、填充率 40%、填充方向 0 °时制备的试样, 最大平均抗 拉强度为(48.01±1.49) MPa, 延伸率为(258±16.52) %, 其力学性能优于其他参数制备的试样。通过极差分析得到最大抗拉强度的 影响依次为: 填充方向>填充率>打印温度>打印层高; 对断裂伸长率影响依次为: 打印层高>填充角度>打印温度>填充率。
Effect of 3D Printing Process Parameters on Mechanical Properties of TPU Samples
Xierenguli Maitituersun1. Li Nan1. 2. Wurikaixi Aiyiti1 ※
( 1. School of Mechanical Engineering, Xinjiang University, Urumqi 830017. China;
2. Normal College of Education College of Dongguan Institute of Technology, Dongguan, Guangdong 523808. China )
Abstract: Thermoplastic polyurethane (TPU), as a kind of polymer material with high elasticity and good mechanical properties, has been
widely used in industry and clothing and other fields. 3D printing technology further expands the application of TPU materials in these fields .
However, the 3D printing process parameters have certain influence on the mechanical properties of TPU materials . Therefore, the TPU wire
with diameter of 1.75 mm was selected as the test material to conduct the mechanical tensile test of TPU material FDM printing sample . The
printing process parameters were studied by single factor test method, such as printing height, printing temperature, filling rate, filling direction
and other effects on the tensile strength and elongation at break of the sample . The results show that the mechanical properties of TPU samples
are significantly affected by 3D printing parameters. The maximum average tensile strength is 48.01±1.49 MPa and the elongation is 258±
16.52%, when the printing layer is 0.2 mm, the printing temperature is 220 ℃, the filling rate is 40% and the filling direction is 0 ° . Through
range analysis, the influence of maximum tensile strength is as follows: filling direction > filling rate > printing temperature > printing height.
The effect on elongation at break is as follows: printing height > filling Angle > printing temperature > filling rate.
Key words: 3D printing; process parameters; thermoplastic polyurethane (TPU); mechanical property
0 引言
随着智能制造的进一步发展成熟, 新的信息技术、 控制技术、材料技术等不断被广泛应用到制造领域, 3D 打印技术也将被推向更高的层次。 3D 打印技术是以数字 化建模为基础, 将粉末或聚合物材料通过逐层堆叠制造 出实体物品的制造技术[1-2] 。3D 打印技术主要包括熔融 沉积成型 (Fused Deposition Modeling, FDM)、立体光固 化成型 (Stereolithography Appearance, SLA)、选择性激 光烧结 (Selective Laser Sintering, SLS) 等。其中, FDM 打印技术机械结构和操作简单、制造、维护和材料成本均 较低, 因此被广泛应用于医疗, 工程建筑和服装等领域[4]。
热塑性聚氨酯弹性体 ( TPU) 属于特种合成橡胶,具有良好的弹性、耐磨性和抗疲劳性等特点[4]。国内外 对 3D 打印 TPU 材料的力学性能做了大量研究, 例如喷头 温度、层厚、填充率、填充角度、填充方式、打印速度、 顶层厚度和基板温度等打印参数对打印制品的精度、质 量和性能的影响进行了系列研究。文献[8]研究了石蜡与 TPU 复合材料的力学性能, 研究发现采用此复合材料 3D 打印的零件具有更好的能量储存/释放能力, 熔化焓值高 于理论值的 80%, 绝对值可达 80 J/g。文献[9]研究了打印 温度和填充方向对 TPU 材料力学性能的影响, 研究得到 当打印温度为 215 ℃, 填充方向为 45 °时 TPU 材料具有 良好的力学性能, 此时抗拉强度为 46.7 MPa, 断裂伸长 率为 702%。文献[7- 11]研究了不同扫描方式、试样在打印平台上摆放位置、后处理和粉末配合比等工艺参数对 TPU 材料力学性能的影响。研究得到, 粉末配合比是提高 TPU 材料力学性能的关键因素。与重复使用粉末相比新型 粉末具有更好的打印质量和力学性能。此外,摆放位置也 是重要因素。沿平台边缘方向打印的 TPU 试样显示出的力 学性能均优于直立方式打印的。另外,后处理也显著提高 了 TPU 零件的力学性能。文献[12]用 TPU 制作了血管内动 脉瘤模型, 在采用 100% 的填充率时, 模型最透明, 打印 精度为 2. 61%, 可用于血管内动脉瘤的修复。上述文献虽 然对 TPU 材料的力学性能进行了一定的研究但是都涉及到 某一单因素的影响, 因而在考虑影响因素方面缺乏全面性。
为此, 本文以 TPU 试样为研究对象, 通过单因素试 验方法对影响 TPU 试样抗拉强度和断裂伸长率的 3D 打印 工艺参数进行了对比分析。研究结果表明, 最大抗拉强 度的影响依次为: 填充方向>填充率>打印温度>打印 层高; 对断裂伸长率影响依次为: 打印层高>填充角度 >打印温度>填充率。
1 实验设计
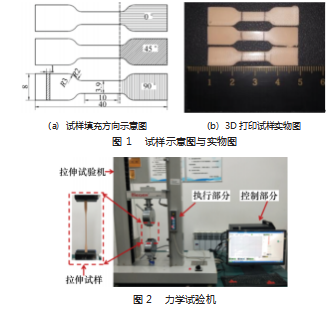
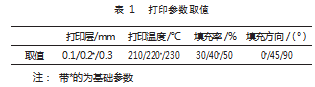
采 用 的 TPU 材 料 的 直 径 为 1.75 mm, 使 用 弘 瑞 ( Z300 ) FDM 式 3D 打印机制备拉伸试样。根据国标 GB/ T 528-2009 硫化橡胶或热塑性橡胶拉伸应力应变性能测 定设计拉伸试样, 如图 1 所示。 3 种不同填充方向试样的 示意图如图 1 (a) 所示, 打印的拉伸试样如图 1 (b) 所 示, 标距为 10 mm, 每个参数打印 3 个试样, 取平均值。 使用万能力学试验机 (3005T 型) 进行拉伸试验如图 2 所 示, 加载速度为 5 mm/min。
打印试样时工艺参数分为固定参数和变量参数, 固 定参数包括打印速度 40 mm/s、扫描间距 0.4 mm、热床 温度 45 ℃和打印喷头直径 0.4 mm。变量参数包括打印层 高、打印温度、填充率和填充方向, 其取值如表 1 所示。
2 实验结果与分析
2.1 打印层高对TPU 试样力学性能的影响
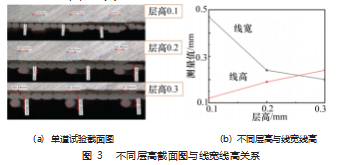
打印层高是指喷头与打印平台之间的距离, 如图 3 (a) 是在超景深显微镜 (VHX-6000) 测量的 3 种打印 层高下的单道沉积线的截面图像。从图中可知, 随着打 印层高的不断增加, 截面形貌表现出由扁平到椭圆状, 再到圆形状截面变化的特点。主要原因是在选定其他工 艺参数不变的条件下, 成型过程中伴随着打印层高的不 断增加使喷嘴到平台的空间不断增大。当层高 0. 1 mm 时, 受喷嘴与打印平台间距的限制材料向两边铺展, 因 此呈现出扁平状, 当层高增大后间距变大, 压力随之减 少, 材料向两边铺展不断减少, 呈现出近似于圆形截面 的形状。因此考虑到层高对层间粘着的影响, 在研究层 高对 TPU 试样力学性能的影响之前进行了线条截面形貌 的测量。线宽的测量采用图像拼接方式, 可对单道成型 试件的长度进行测量, 以减少测量误差。选取 3 条相同 参数制备的单道成型试件进行线宽测量, 对所选择 3 个 截面的线高进行测量, 然后对测量结果取平均值, 最终 测量结果如图 3 (b) 所示。
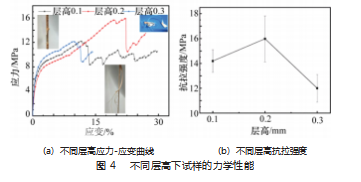
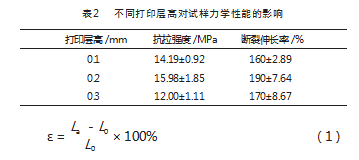
根据文献设定打印速度为 40 mm/s, 设置的打印层高 分别为 0.1 mm 、0.2 mm 和 0.3 mm 。3 种打印层高制备的 拉伸试样的应力应变曲线如图 4 (a) 所示, 根据公式 ( 1) 计算断裂伸长率。实验结果如图 4 (b) 和表 2 所示。
式中: ε 为断裂伸长率; L0 为试样标距; La 为试样拉断时 标距间的长度。
由表 2 可知, 打印层高为 0.2 mm 时试样的抗拉强度 最大, 在 0.3 mm 时制备的试样抗拉强度最小, 但断裂延 伸率高于层高 0.1 mm 时的断裂伸长率。主要原因是当层 高 0.3 mm 时呈现出近似于圆形截面的形状, 层与层之间 的粘结不牢固导致试样出现一根一根断裂的现象,使应力 应变曲线出现不同程度的波折, 导致抗拉强度有所降低, 当层高 0.1 mm 时试样的抗拉强度虽然接近层高 0.2 mm 时 的抗拉强度但是断裂伸长率远低于层高为 0.2 mm 时的 断裂伸长率, 因此后续实验打印层高选用 0.2 mm。
2.2 打印温度对TPU 试样力学性能的影响
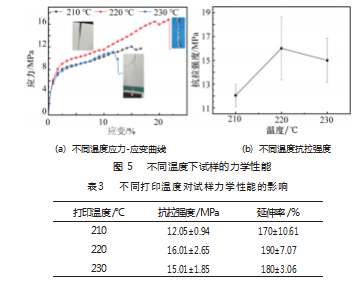
打印温度是指打印过程中设定的喷头加热温度。打 印温度决定了材料通过喷头时的熔融状态, 温度过低会 使材料熔融不充分, 流动性降低, 导致层间粘结度降低。 温度过高会使经过加热的材料更加偏向液态, 并可能发 生热分解反应, 最终影响试样的力学性能。如图 5 所示。
由表 3 可知, 打印温度为 220 ℃时试样的抗拉强度最 大, 在 210 ℃制备的试样抗拉强度低于 220 ℃制备的试 样,且断裂延伸率较低。抗拉强度较低的原因是当温度较 低时层间结合力较差,低温导致材料没有完全熔化,导致 抗拉强度有所降低, 因此后续实验打印温度选用 220 ℃ 。
2.3 填充率对TPU 试样力学性能的影响
设 定 的 打 印 参 数 为 打 印 层 高 0.2 mm, 打 印温度220 ℃, 设置填充率分别为 30% 、40% 和 50% 。3 种填充 率下制备的拉伸试样的应力应变曲线如图 6 所示, 根据式 ( 1) 计算断裂伸长率。实验结果如图 6 和表 4 所示。
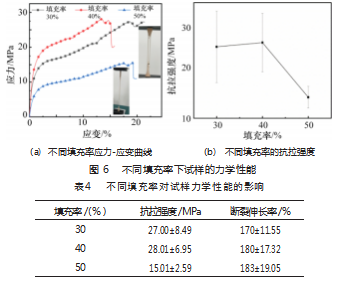
填充率是指对一个封闭区域进行实体填充的百分比。 填充率对采用 FDM 技术制备的拉伸试样具有显著影响。 从实验结果可以看出, 当填充率为 40% 时试样的平均抗 拉强度最大。填充率为 50% 的试样的抗拉强度低于填充 率 30% 和 40% 的抗拉强度, 但是它的断裂伸长率为最 大。填充率越高, 打印时耗费的材料就越多, 打印时间 也就越长。填充率增大会使已堆积材料的层与层之间相 互影响增大, 可能导致试样翘曲, 填充率低会影响层间 粘结率, 导致弹性材料一根一根的断裂。因此, 应根据 试样具体形状和尺寸确定合理的填充率。
2.4 填充角度对TPU 试样力学性能的影响
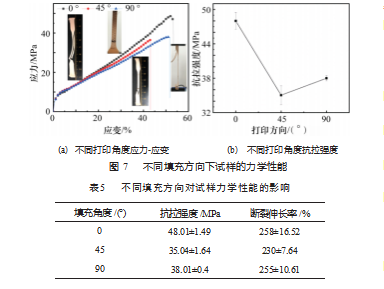
FDM 打印过程是由沉积线逐条搭接成分层面, 再由 分层面逐层堆积成体的过程。不同填充方向会导致打印 件的性能和微观缺陷也有所不同, 本文选取了 3 个基本 的填充角度参数进行分析。
3 种填充方式打印试样的应力应变曲线和抗拉强度如 图 7 (a) 和 7 (b) 所示。由图可知, 0 °方向填充的试样 在拉伸过程中表现为良好的力学性能, 而 45 °和 90 °填充 方向打印的试样出现剪切式断裂和一根一根断裂现象。 由图可知, 采用 0 °填充方向打印的试样的平均抗拉强度 最大, 约为(48.01±1.49 ) MPa, 45 °和 90 °填充方式打印 的 试 样 的 平 均 抗 拉 强 度 分 别 为(35.04±1.64 ) MPa、 ( 38.01±0.4) MPa。这是因为当填充方向平行于载荷方向 时,载荷可以均匀分布在所有丝上,而当填充方向与载荷 方向存在一定的角度时,丝线除了受拉力外还承受垂直与 填充方向的丝线间的粘着力分量, 削弱了试样的抗拉能力。 当填充角度为 45 °是从图 7 (a) 中可以看到, 此种类型试 样的断裂方式与其余两种不同,主要原因是沉积层间连接 的部分受到了与其走向呈45 °的拉力作用斜向撕裂造成的。
2.5 极差分析
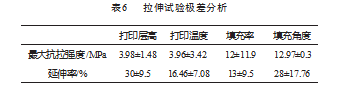
拉伸实验的极差分析结果如表 6 所示。实验研究的 几个打印参数对试样的抗拉强度的影响依次为: 填充方 向>填充率>打印层高>打印温度, 对延伸率影响依次 为: 打印层高>填充方向>打印温度>填充率。
3 结束语
本文通过单因素试验方法研究了打印层高、打印温 度、填充率、填充方向等 3D 打印工艺参数 TPU 对试样拉 伸性能和断裂伸长率的影响, 主要结论如下。

( 1) 打印层高为 0.3 mm 时, 拉伸强度较差, 此时试 样的抗拉强度为(12.00±1. 11 ) MPa, 层高 0.1 和 0.2 mm 的 试样抗拉强度相近, 二者差为(1.79±1.86 ) MPa, 但断裂 伸长率有明显的差别, 相差为(30±9.5 ) %; 当打印温度 在 210℃时, 由于丝材熔化不充分, 粘结力变差, 力学性 能降低, 此时试样的抗拉强度为(12.05±0.94 ) MPa, 与 温度为 220℃时试样的相比相差为(4±2.25 ) MPa; 制备的 TPU 材料试样的最大平均抗拉强度为(48.01±1.49 ) MPa, 延伸率为(258±16.52 ) %, 表明合理的成型参数能够提髙 TPU 的力学性能。
( 2) 由极差分析可知, 工艺参数对试样抗拉强度的 影 响 依 次 为: 填 充 方 向((12.97±0.3 ) MPa)> 填 充 率 (( 12±11.9 ) MPa)>打印层高((3.98±1.48 ) MPa)>打印温 度((3.96±3.42 ) MPa ); 对延伸率影响依次为: 打印层高 (( 30±9.5 ) %)>填 充 角 度((28±17.76 ) %)>打 印 温 度 (( 16.46±7.08 ) %)>填充率((13±9.5 ) %)。
参考文献:
[1] Rigotti,Daniele,Dorigato,et al.Low-cycle fatigue behavior of flexi ⁃ ble3Dprinted thermoplastic polyurethane blends for thermal en ⁃ ergy storage/release applications[J]. Journal of Applied Polymer Science,2021.138(3/4).
[2] 陈盛贵, 薛晨昊,李楠,等 . 个性化轻量化运动头盔 3D 打印制造 技术综述[J]. 机电工程技术,2022.51(11):31-37.
[3] 朱彦博,杜淼, 陆超华,等 .3D 打印 TPU 软材料工艺参数对层间 粘接的影响[J]. 高分子学报,2018(4):532-540.
[4] 王莹,杜武青,钟慧婷,等 . 聚丙烯/热塑性聚氨酯复合材料的力 学性能及微观形态研究[J]. 塑料工业,2020.48(10):134- 137.
[5] Rigotti D, Dorigato A, Pegoretti A. 3D printable thermoplastic polyurethane blends with thermal energy storage/release capabili⁃ ties[J].Materials Today Communications,2018(15):228-235.
[6] Garzon Hernandez, S Arias, A Garcia-Gonzalez D. A continuum constitutive model for FDM 3D printed thermoplastics[J]. Com⁃ posites, Part B. Engineering,2021(11):108373. 1- 108373. 13.
[7] Xiao J, Gao Y. The manufacture of 3D printing of medical grade TPU[J].Progress in Additive Manufacturing,2017.2(1):117- 123.
[8] Penumakala P K,Santo J,Thomas A.A critical review on the fused deposition modeling of thermoplastic polymer composites[J].Com⁃ posites Part B Engineering, 2020(11): 108336. 1- 108336.28.
[9] Xu T,Shen W,Lin X,et al.Mechanical Properties of Additively Man ⁃ ufactured Thermoplastic Polyurethane (TPU) Material Affected by Various Processing Parameters[J].Polymers,2020.12(12):3010.
[10] 雷芳, 张燕琴,孟鑫沛,等 .FDM 工艺成型参数对软材料 TPU 制 品力学性能的影响[J]. 塑料,2019.48(2):123- 126.
[11] 陆文君,孙君,石世宏,等 . 聚乳酸基木塑 3D 打印材料性能研 究[J]. 合成技术及应用,2018.33(3):10- 12.
[12] Michael Chung,Norbert Radacsi,Colin Robert,et al. On the opti⁃ mization of low-cost FDM 3D printers for accurate replication of patient-specific abdominal aortic aneurysm geometry[J]. 3D Printing in Medicine,2018.4(1):2
[13] Shahrubudin N, Chuan L T, Ramlan R. An Overview on 3D Printing Technology: Technological, Materials, and Applications [J].Procedia Manufacturing, 2019(35):1286- 1296.
[14] Ritzen L, Montano V, Garcia S J. 3D Printing of a Self-Healing Thermoplastic Polyurethane through FDM: From Polymer Slab to Mechanical Assessment[J].Polymers, 2021(2):305.
[15] ASD Leon, A Dominguez-Calvo, Molina S I. Materials with en⁃ hanced adhesive properties based on acrylonitrile-butadiene- styrene (ABS)/thermoplastic polyurethane (TPU) blends for fused filament fabrication (FFF) [J]. Materials & Design, 2019. 182:108044.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jingjilunwen/59262.html