SCI论文(www.lunwensci.com):
摘 要:根据安川机器控制器运动程序以及机床切削加工的特点,搭建了由安川机器控制器、伺服控制器、上位机和机床平台组成的数控切削加工系统。探索建立指导学生将运动程序编写、机床电气设计、切屑加工等机电一体化知识相融合的实训模式。在实训中设计了运动语言程序与梯形图程序编写,触摸屏界面程序组态设计,机床原点及限位设计,系统通信联调测试等模块,使学生掌握运用编写的运动控制程序实现零件自动加工的基本方法。通过该实训模式学习,有助于学生对专业知识的融会贯通和提高用理论解决实际工程项目的能力。
关键词:运动控制;数控系统;机床平台;实训模式
本文引用格式: 林国勇 , 徐刚 , 罗钦 , 等 . 基于运动控制技术的数控切削加工实训模式探索 [J]. 教育现代化 ,2021,8(35):149-152,156.
Research on CNC Cutting Training Mode Based on Motion Control TechnologyLIN Guoyong1,2, XU Gang1,2, LUO Qin1, SHEN Jianhao1,2, CHI Cheng2, ZHANG Chenle3(1.College of Urban transportation and Logistics, Shenzhen technology University, Shenzhen Guangdong; 2.Shenzhen Key Laboratory of Urban Rail transit, Shenzhen Guangdong; 3.College of New Materials and New Energies , Shenzhen technology CNC University, Shenzhen Guangdong)
Abstract: According to the motion program of Yaskawa machine controller and the characteristics of machine tool cutting, a CNC cutting system composed of Yaskawa machine controller, servo controller, upper computer and machine tool platform is built. This paper explores the establishment of a practical training mode to guide students to integrate the knowledge of motion programming, electrical design of machine tools, chip processing, etc. In the training, the modules of motion language program and ladder diagram program, touch screen interface program configuration design, machine tool origin and limit design, system communication joint debugging test and other modules are designed, so that students can master the basic method of using the motion control program to realize parts automatic processing. Through the training mode, it is helpful for students to understand the professional knowledge and improve the ability to solve practical engineering projects with theory.
Keywords: motion control; CNC system; machine tool platform; training mode
一 引言
在工业 4.0 的背景下,数控加工等机电一体化技术得到前所未有的重视。因此,大力打造具有“工匠精神、人文情怀”的综合型技能人才是应用型技术大学的教学任务 [1-2]。以我校机械设计制造及其自动化专业的实训教学为例,在人才培养方案里开设了机械制造工艺学、金工实习、自动运动控制系统等一系列实验课程。从课程实验项目设计上看,各门课程之间的内容没有形成有效的交叉,几乎都是只对某一门课程的某个知识点进行验证性实验 [3]。
为配套相关课程的实验教学,国内较多高校采购现成的仪器来搭建实验平台,如美国 LEGO 公司的 RCX 教学产品 [4-5],Googol technology 研制的 GXYZ 工作台 [6], 以及上海中瓯科教仪器的 SZJ 系列数控机电一体化教学平台等。这些教学仪器具备较强功能, 其系统也能兼容多种主流数控系统控制格式,但是大部分系统的底层代码均不开放,因此用户难以在原有的基础上增加新的控制算法,系统难以进行二次开发 [7-8]。
因此,探索通过在机床平台上搭建编程代码完全开放的运动控制系统,实现编写运动程序与机械切削加工相结合的实训模式,尝试建立新的实现模式与培养具有专业实践能力强,能够在智能制造领域从事系统设计,装备开发及技术改造的工程师培养定位。
二 数控切削加工系统布局设计
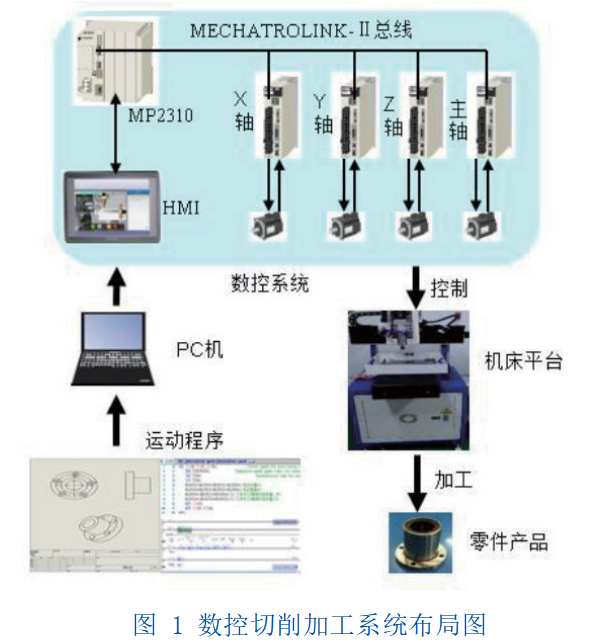
图 1 所示的数控系统由 YASKAWA MP2310 机器控制器、Weinview 人机界面以及各运动轴伺服控制器组成。运动程序通过 PC 机写入机器控制器,并且使用上位机(HMI)进行相关零件加工参数设置, 控制机床平台运行,实现零件产品的加工。
三 数控切削加工系统的规划建设
(一) 数控切削加工系统的工艺流程规划设计
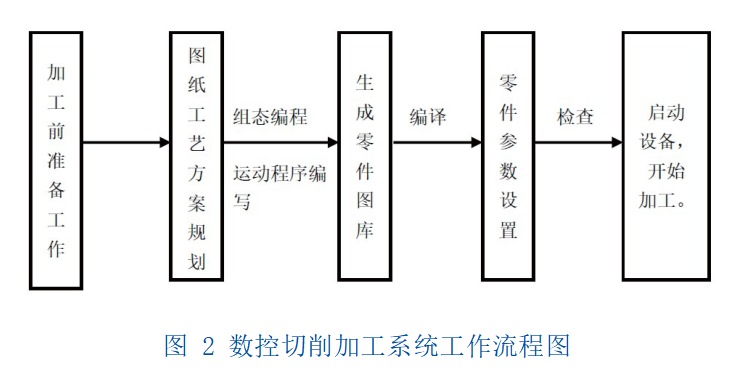
根据图 1 数控切削加工系统的设计方案,参照我校本科培养计划制定一套系统的加工工艺流,并以此进行课程建设。如图 2 所示。
整个工作流程分为 5 个步骤进行。加工前准备工作。在进行整个加工前需要做好前期的准备工作,包括机床平台、数控系统的通电, 一键式原点复归,零件的安装以及分中对刀等。图纸工艺方案规划。对需要加工的目标零件CAD 图纸或者手工绘制草图进行分析,规划设计出最优的加工方案。通过对比人机界面组态的零件图库,判断是否可以直接调用已有图纸资料进行参数设置。
生成零件图库。经过前期的加工工艺规划,界面的组态编程,运动程序的编写,经过编译完成了刀路的生成以及走刀轨迹模拟。
零件参数设置。在界面中组态了零件的加工信息,包括常见零件的尺寸信息,刀具信息和切削进刀量信息等。启动设备,开始加工。在项目实训中,个别学生加工经验不足,可能会出现设置参数不当的现象, 同时指导老师也无法现场一一核验设置的参数,因此系统程序中需要有对参数进行互锁与联锁的功能。启动加工前,系统会自动遍历输入的参数,错误的数据系统会产生报警提示。为前期编写的运动程序、界面程序和设置的零件参数均需要进行必要的参数检查。
(二) 典型零件加工规划设计
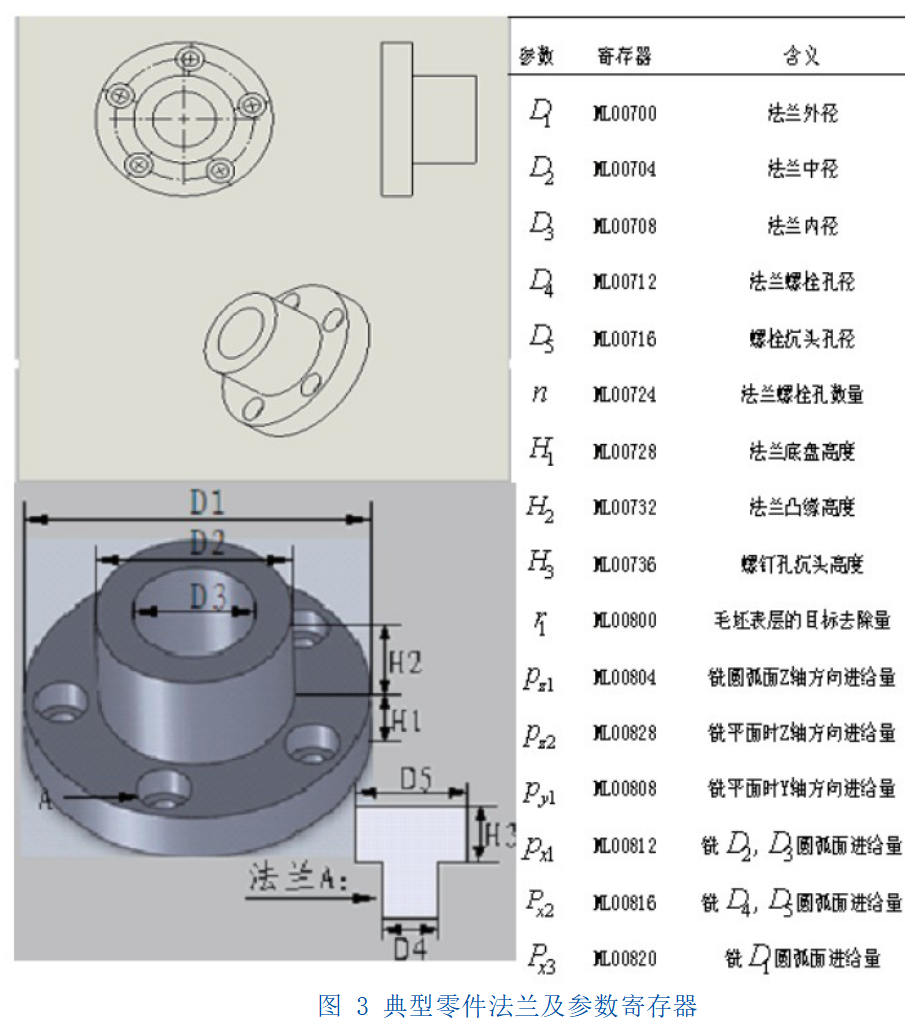
法兰类零件在机械工业中广泛使用,是典型的实用零件。设计如图 3 所示的加工尺寸参数图以及参数寄存器,由于这里主要讲述数控切削加工系统的规划建设,限于篇幅,对运动程序编程和界面组态编程在这里就不再累述,仅以法兰零件作为典型零件类进行下一步的建设。
(三) 法兰零件加工程序分析与设计
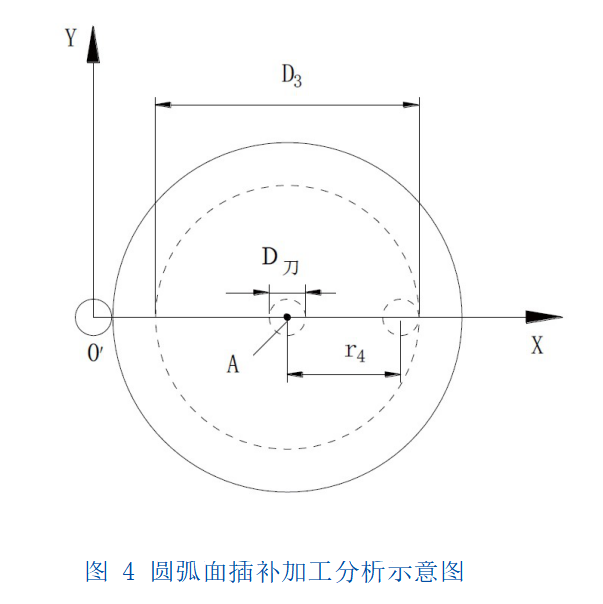
针对法兰零件的特征,需要使用圆弧插补算法进行弧面切屑加工,主要通过使用圆弧插补(MCW、MCC)指令,在指定的上同时使用 X、Y 轴在由圆心位置(U-,V-)或者圆半径 R 确定的圆弧上,用插补进给速度(F)从起始位置到终点位置。本项目设计的加工程序使用如下的圆弧插补命令:
其中 A:插补运动完成位置;B:圆心坐标;C: 次数;D:进给速度(F)。
将圆弧加工平面指定为(X0’Y)坐标平面, 如图 4 所示。
图中 A 点为工件(法兰)的(X0’Y) 坐标平面中心坐标。将铣刀从当前位置移动到 A 点后,加工内径 D3 的目标切削量为 r4,容易得到圆弧插补的重点位置
圆心的位置
进行圆弧插补加工,需要在指定的 XOY 平面内并使用绝对值(ABS)模式进行法兰圆弧面加工程序ML00652=(ML00708-ML00500)/2-ML00812; WHILE ML00812<ML00654;
ABS;PLN [X] [Y];MCC [X]ML00640 [Y]ML00544 U ML00540 V ML00544 F52000;WHILE ML00812<ML00642; MOV [X]ML00812; ML00644=ML00644+ML00812; WEND;
(四) 根据典型法兰零件进行参数界面组态设计
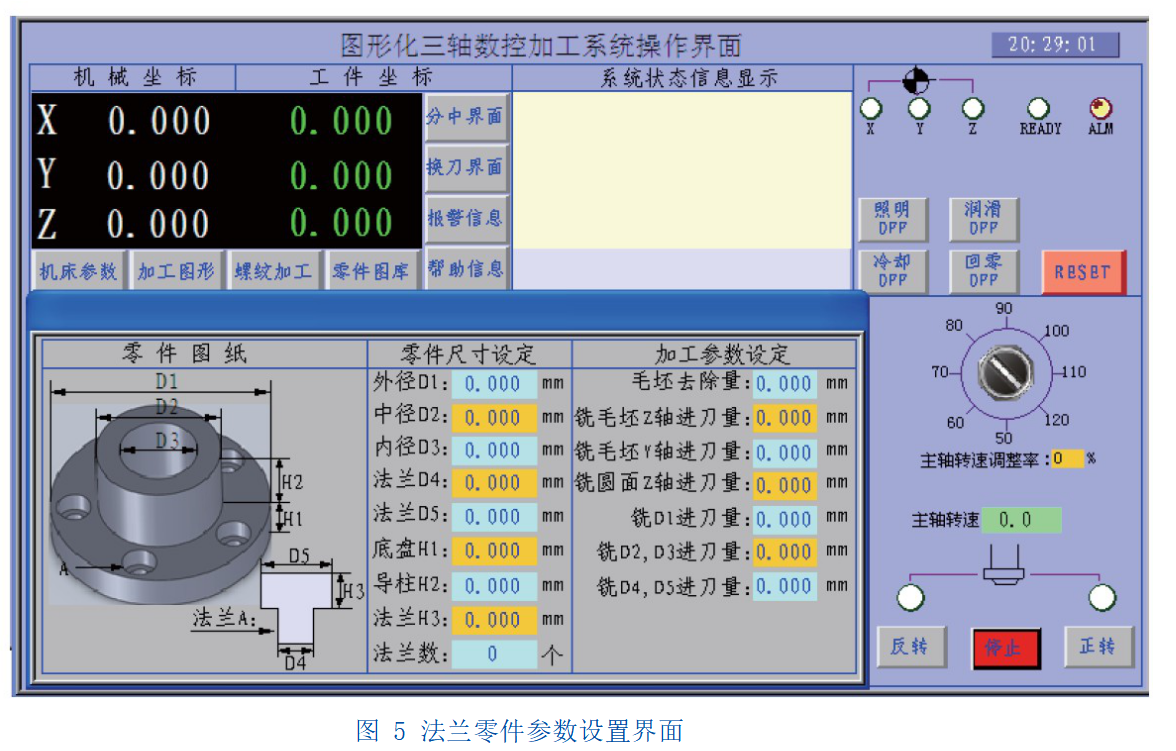
根据机床平台的加工实际需要与操作人员的使用方便性,进行友好的人机界面编程设计。本项目主要设计图 4 圆弧面插补加工分析示意图编写,由于零件的参数尺寸可变,在程序中定量切削的目标去除量均以寄存器代替。限于篇幅,列出了加工的部分程序。为方便调用,将此程序命名为“MPS012”, 实现的主要程序部分如下:
MPS012:MOV [X]ML00540 [Y]ML00544; WHILE ML00804<=ML00648; MOV [Z]ML00636;的界面具有分中对刀、换刀、主轴调整、机床平台主要参数设置、螺纹加工、零件图库信息保存以及报警信息显示等基本功能。法兰零件设置界面主要用于写入零件的特征尺寸参数、加工参数和刀具参数等数据,如图 5 所示。零件参数设置不正确,加工程序将不被执行,同时错误的设置项在主操作界面的系统状态信息中输出。
四 数控切削加工系统实训模式的建立
在建立基于运动控制技术的数控切削加工系统的软硬件建设之后,还尝试探索进行了将运动控制技术融入机械切削加工的具体实训,实施方案设计如下:
(一) 实训目标
学生参加本项目实训后,对数控机床以及数控切削加工有了更加深刻的理解,从而实现对应用型本科生机械类专业或非机类专业人才的培养需求,引导学生更加深入参与工业 4.0 智能加工的教学目标 [9]。
(二) 实训对象
大三机电一体化专业和交通运输专业本科生。
(三) 实训方案
综合考虑实训平台的承受能力和指导老师的数量,设定同时参与实训的学生为 20 人,实训分四次进行,平均每次 5.5 个课时,总的实训时间为 22 课时。
(四) 实训内容
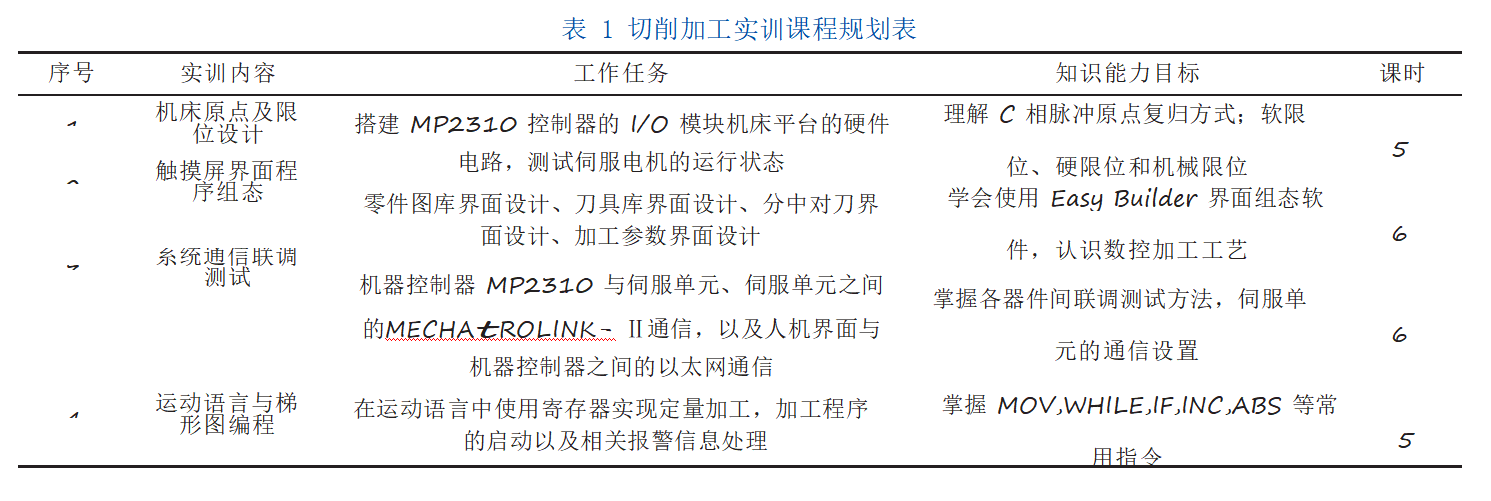
学习数控机床的电气控制原理,PLC 梯形图编程和运动语言编程等数控加工技术。由于实训平台的加工代码完全开放,实训学生可在指导老师的带领下进行个性化项目的设计,学生编写的每一条代码(指令)均能在加工零件刀路上显示出来,不仅直观体验课程实训效果,也能发现代码(算法)存在的问题,从而能提出改进方案,获得更多的创新。基于将运动编程融入机械切削加工的教学改革思路, 对原来 22 个实训课时工作任务重新进行规划,具体的课程规划见下表 1。
五 结束语
本实训系统的搭建,使用的实训项目与实际应用紧密联系并结合数控实训课程的理论知识开设了一系列的实验操作的实训课程,学生的理论知识得到进一步的巩固,同时也提高学生的独立是靠能力和动手实践能力。针对高校本科生的机械切削加工实训教学实践,急需改革教学实训内容适应新技术的发展,不能仅局限于传统的《金工实习》的纯机械切削加工实训方式,而是通过融入运动控制技术使学生掌握更多加工编程知识。本教学改革项目目前已在交通运输专业 2018 级本科生“四创”项目专题中实践, 学生的创新意识、动手能力得到进一步提升。
参考文献
[1]蒋林利,邓洁 .“互联网 +”环境下应用型本科院校混合型教学研究 [J]. 教育现代化,2019,6(54):108-109+125.
[2]张鹏飞 , 李正生 , 陈丽君 , 等 . 机械创新技术领域创新创业实践教育研究 [J]. 教育现代化 ,2019,6(47):26-27.
[3]朱艺锋 , 郑征 , 余发山 , 等 . 专业课程“运动控制系统”的课程教学方法探析 [J]. 实验室研究与探索 ,2013(11):374-377.
[4]吴刚 , 何岭松 . 简易运动控制实验教学平台的设计 [J]. 实验技术与管理 ,2007(7):79-85.
[5]卢梅 , 于晓红 , 李威 , 等 . 基于 LGEO 可编程控制器开展机械创新设计的教学改革 [J]. 实验技术与管理 ,2004(6):79-85.
[6]高煊 , 何广平 . 基于 VC++ 的四轴运动控制卡软件系统开放研究 [J]. 机械制造与机床 ,2009(6):24-28.
[7]林国勇 , 徐刚 . 图形化三轴数控加工系统设计 [J]. 机床与液压 ,2016(21):44-48.
[8]陈凯云 , 王骏飞 , 谭平 . 高校创新创业教育融入专业教育的路径探析 [J]. 教育现代化 ,2019,6(34):12-14.
[9]黄晓华,罗平尔,徐立华 . 深化“数控加工工艺”课程改革, 促进应用型人才培养 [J]. 机械职业教育,2010(7):57-58.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jiaoyulunwen/32491.html