SCI论文(www.lunwensci.com):
摘要:《机械制造工艺学》课程中的机械零件加工误差统计分析部分,一些学生总是感到相关计算困难,更谈不到进一步的分析。本文就此展开讨论,分析产生问题的原因,试图让学生能够更深入地理解,并在实际中应用。
关键词:误差分析;统计;教学
本文引用格式:张平宽.“统计误差分析”教学方法探讨[J].教育现代化,2019,6(81):178-179.
零件加工误差统计分析计算,至少涉及到,如:公差带、上下偏差、公差带中心尺寸(位置)、正态分布曲线及其特性,分布中心与样本平均尺寸的关系、均方根差、概率计算等基本概念因此,基本概念不清或理解不准,是导致学生不容易学习和掌握这部分理论的根本原因。
一讲解方法探讨
在教学中,首先讲清每一个基本概念是每一位老师都很清楚的,老师们也都会这样做。但针对上述分析,要解决好上面的问题,本文认为应在以下三个方面着力讲清楚:一是要在一些概念之间的关系上着力讲清楚;二是要把一些前期课程讲过的、但这里要用到概念着力讲清楚。因为这些概念往往是老师认为学生应该明白,但其实学生是一知半解的现象;三是要在一些灵活运用的概念上着力讲清楚。有些概念或问题在前期课程中讲到了,学生也明白了,但在这里使用时进行了一些变化,学生只有在透彻理解的基础上才可理解这种变化,需要再加深。
(一)关于一些概念之间的关系
常值系统性误差,和机床调整误差类似,可以改变被加工零件的尺寸,所以它影响零件的平均尺寸,在统计误差分析时,影响样本即实际分布曲线的中心尺寸(绘图时曲线的位置)也即x;公差带中心尺寸(位置)是零件设计的理想尺寸,是加工的目标值,是要求;针对一个具体事例,二者如果不同,即尺寸不等,其主要原因是因为常值系统性误差引起的,解决方案是对机床进行重新调整。变值系统性误差。此类误差会使样本的分布曲线变成非正态分布曲线,这只会在定性分析时遇到,因不是正态分布,目前不能进行进一步的计算,故此类问题在误差统计计算中不会出现。
随机误差。此类误差一是会影响分布曲线的“胖瘦”,即样本数据的均方根差σ。σ大,则分布曲线会矮胖,反之则会高瘦。二是会影响合格率、工艺能力系数。其产生的原因较复杂,一般认为可能有零件的毛坯误差、定位误差、加工方法选择不合适等原因,这里主要指加工方法选择,在计算工艺能力时,用p 6时,认为工艺能力可以满足要求。此时一定要讲清两个问题:
1.假设零件的加工误差(样本数据)符合正态分布,且分布中心和公差带中心重合,分布曲线的均方根差为σ,公差带为δ,那么以分布中心为中心的,左右各3σ的范围内,正态分布曲线下的概率为99.73%,可以满足一般工程要求,所以,认为当6σ=δ时,成品率达到99.73%,即c1,认为工艺能力满足要求。
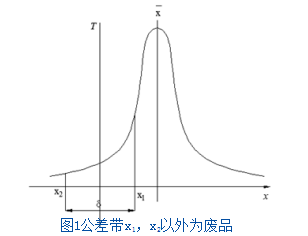
2.工艺能力达到要求,合格品率不一定就高,因为如果样本分布中心偏离公差带中心较多,尽管工艺能力很高,加工之后合格品率也可能很低,如图1所示,T表示公差带中心线,公差带x 1,x 2以外为废品,x为样本分布中心。所以,工艺能力和合格品率是两个完全不同的概念,工艺能力高是合格品率高的必要条件,非充分条件。
(二)前期课程讲到的概念,学生理解不够
公差带,工程中任何零件的任何尺寸都无法准确得到,所以零件上的任何尺寸都是一个范围值,即某尺寸允许的最大值与最小值范围,此二值之差称公差,此范围即公差带。最大允许尺寸称为最大极限尺寸;最小允许尺寸称为最小极限尺寸[1]。
公差带中心(位置)。某尺寸允许的最大值与最小值的平均值为公差带中心值,也称公差带中心(作图时就是位置),是零件的加工要求,是目标值之中心。公差的上下偏差。既然工程中任何零件的任何尺寸都无法准确得到,零件上的任何尺寸都是一个范围值,那么如何表达合适呢?如某尺寸范围是20.0-20.1,通常写作200+0.1,那么此尺寸的上偏差为+0.1,下偏差为0,公称尺寸为20。但此尺寸范围也可写作、、等等,表达方式可以是无数的。所以,一个尺寸的上下偏差只能说明它的公差带,或公差值,并不知道其所表达的极限尺寸多少。
(三)正态分布曲线及其概率计算
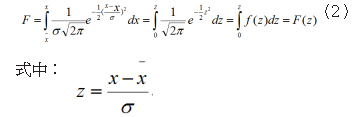
正态分布曲线是学生大一时高等数学中的一个内容,到大三、大四,许多同学已经记不清了。另外高数中讲的概率计算方法和一些定义,在此有些变化,需要多次强调,以引起学生注意。在高等数学中的正态分布概率计算式一般是[2]:

式中:x是正态分布中心位置;σ是正态分布的均方根差。
此式表示的是,从负无穷到x的正态分布曲线下的面积即尺寸在此范围的概率。本课程中,研究的是零件样本数据即尺寸落在公差带范围的概率,所以计算是从正态分布曲线的中心开始。由于正态分布曲线是以其分布中心对称,所以计算概率时,是以分布中心为0点计算,需要做变量代换,其关系如下[3]:
由于正态分布曲线函数没有原函数,所以其概率计算只能用数值法求解,为方便起见,一般给一个以z为参数的一个表来查,工艺课中一般只要求学生理解,并求出z值,用F函数或者Φ函数表达即可。
1.示例。如某零件的加工要求是公差0.1,加工后一个样本的分布符合正态分布,且分布中心比公差带中心小0.02,该样本的均方根差为0.025,试计算该工序的废品率(用F函数表示),并画示意图,分析工艺能力是否可以满足要求?产生废品的原因。如果加工的是一个小轴,又无法采用其它工艺,问如何可以减少最终的废品量[4]。
因为样本分布符合正态分布,所以首先画一个正态分布曲线,并画出对称轴x;据题意分布中心比公差带中心小0.02,即△=0.02,故在分布中心右侧0.02位置画公差带中心线T,以公差带中心为对称轴,两边分布距离公差带一半即0.05画最大最小极限尺寸线x 1、x 2;图中公差δ范围,即x 1、x 2线以外均为不合格品,其概率为废品率。分布中心线x与零件最大极限尺寸线x 1之间、分布曲线下的面积设为F 1,分布中心线x与零件最小极限尺寸线x 2之间、分布曲线下的面积设为F 2,F 1、F 2表示的是零件尺寸落在公差带范围内的概率,即合格品率。如图2所示。
废品率=1-合格品率=1-(F 1+F 2)=1-(F(z 1)+F(z 2))根据图2和式(2)可知:
3工艺能力系数:
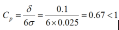
2.由于工艺能力系数小于1,所以该工序的工艺能力不足。由图2所示可以看到,样本分布中心与公差带中心相差0.02,相对于其公差值0.1是较大的,所以常值系统性误差是产生废品的主要原因之一;另外该工序的工艺能力系数小于1,说明工艺能力不足,是产生废品的主要原因指二[5]。
二 结语
零件加工误差的统计分析计算本身并不复杂,但涉及的知识面较广,基本概念较多,尤其是大一课程内容的应用,对学生来讲难度是很高的,让学生真正理解相关问题,必须把所涉及到的基本概念加以回顾,然后再往下讲解,才可以达到较好的教学效果。
参考文献
[1]冯强.浅谈高等数学信息化教学模式[J].科技风,2019(22):53.
[2]胡元《.机械制造工程学》课程教学实践探讨[J].考试与评价,2017(09):108.
[3]韩权利《.机械制造工程学》教学改革设想[J].装备制造技术,2011(05):198-200.
[4]孙波,李福援,万宏强,等.“机械制造工程学课程设计”教学改革探讨[J].中国新技术新产品,2009(05):182.
[5]胡雪,夏博,曾海峰,等.基于本科教育工作审核评估的机械制造工艺学课程评价体系建设[J].教育现代化,2018,5(49):136-138.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jiaoyulunwen/29242.html