SCI论文(www.lunwensci.com):
摘要:本文仅探讨如何让学生正确理解在普通卧式车床上加工外圆柱面时,由于刀具磨损对零件加工精度的影响及其相关计算。
关键词:刀具磨损;加工精度;教学方法
本文引用格式:张平宽.刀具磨损对加工精度影响的教学方法探讨[J].教育现代化,2019,6(69):173-174.
一 引言
刀具磨损对零件加工精度的影响是《机械制造工艺学》中,工艺系统原有误差对加工精度影响的内容之一,是机械制造专业学生将来从事车间零件加工质量保证应该掌握的知识之一。但在教学过程中发现不少同学不能顺利完成相关计算,本文旨在探讨其问题产生的原因,试图在教学中帮助学生更好地理解此问题。
二 存在的问题
在教学活动中,相关内容讲授结束后,一般要做一些练习,从学生练习的情况来看,存在的问题主要有下列三类。
(一)不会计算切削行程长度
切削行程长度是《金属切削原理》中的一个概念,是指刀具切削刃相对于被切削面的开始切削点移动的距离。
如在车床上切削一直经为的圆,需加工的工件轴向长度为L,切削的进给量为fr,则加工完成后,切削行程长度Lx的计算为:

工件每旋转一周的切削行程长度是πD,计算切削行程长度需要乘以完成加工的长度所旋转的总周数才行。一些同学误以为切削行程长度是刀具相对于工件移动的距离,经常把被加工工件加工长度当成切削行程长度,是概念有误。
(二)不会计算磨损量
另有一部分学生,把切削行程长度求解出来后,在计算刀具磨损量时出现错误。
(三)不会分析比较
还有错误表现是,刀具磨损量计算正确,但最后一步,根据题意分析是否能满足加工要求时出错。另外,还有一类问题的表现是不解题意,无从下手。这种情况较少,但每届都有个别学生面对此类题目,不做任何回答。
问题分析及解决方法探讨针对上面发现的问题,逐一进行分析,找出出现问题的原因,再针对原因提出相应的解决措施。
1.关于切削行程长度计算。首先要解决好概念的理解问题。“切削行程长度Lx”,这个在实际中似乎很简单的问题,对部分同学来讲就很难被理解。经过和学生的交流发现,这些同学的空间想象力都较差,如讲到工件转一转,刀具相对于工件移动了πD距离,学生一般认为刀具几乎没动,但如讲此时相当于刀具绕工件转了一圈,这时理解就好一些。这也许与学生的地域用词习惯有关。所以,讲解表达时要多几种用词,以便照顾到不同地域同学的习惯。
其次,要解决好学生不能根据题意进行相应计算的难点问题。因为题目中往往没有直接给出公式中所有参数,需要根据题中数据进行一些转换。不少同学由于对公式中的符号所代表的参数基本概念的本身就理解不了,再涉及到相互间的转换就更是晕头转向。如题中给出被加工零件长度L,切削速度V,进给速度Vf,没有给出被加工零件的直径,一些同学就不会求解了。实际上有两种求法如下 [1]:
内刀具相对于工件行进的距离即可。
2.关于刀具磨损量计算。在切削行程长度求解出来后,不能根据刀具磨损曲线求出刀具磨损量,或者不能正确求出结果,主要原因有:
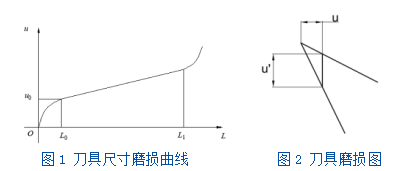
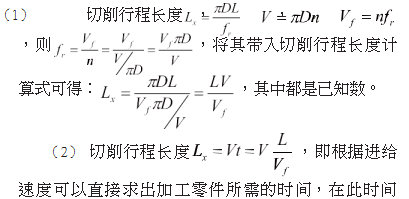
(1)对刀具磨损曲线所表达含义理解有偏差。首先表现在,刀具尺寸(长度)磨损曲线,如图1所示,与“金属切削原理”中的刀具磨损曲线相同,都表示的是刀具磨损。但所不同的是,在“金属切削原理”中表示的是刀具后刀面磨损尺寸[2,3]u',在此处表示的是刀具长度尺寸磨损u,如图2所示。其次,设刀具的前后刀面都是平面,那么二者的磨损规律就是相同的。
(2)对刀具的初始磨损切削行程长度L0理解欠缺。刀具的初始磨损是指,刀具重新刃磨后,由于刀具前后刀面的粗糙度等原因,刀具磨损较快,并且磨损量与切削行程长度不成线性关系。但计算时,为简化起见,一般按线性化计算。个别同学对线性化概念理解不清,应该给同学们重点予以解释。
刀具磨损量的具体计算。在正确求出刀具切削行程长度Lx后,首先要看题中刀具是否是新刃磨的刀具,如果是,应该与刀具的初始磨损切削长度做一比较,即看 Lx 是否大于 L0,如果 Lx L0 则刀具磨损量为 [4]
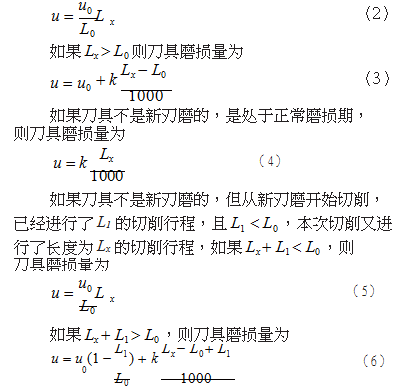
由此可以看到,应该根据各种情况进行分析比较和计算,有些同学一时转不过来,需要加以解释。此外,刀具的正常磨损量一般按每一千米切削行程长度刀具尺寸磨损值给出,部分同学在计算时,切削行程长度单位本身就是Km,但很多学生代入公式时还要除以1000,从而造成错误,也应引起注意。
3.关于如何分析比较。在这个问题中,一般有两种问法,一是仅考虑刀具磨损对加工精度的影响,是否可以保证加工精度;二是仅考虑刀具磨损对加工精度的影响,是否可以保证零件的圆柱度。
首先,应该让学生明白:在普通卧式车床上加工外圆柱,刀具磨损是在工件的半径方向,而工件尺寸精度都是用直径表示的,所以在比较时,一定把刀具的磨损量乘以2,或者把工件的精度要求,即公差值除以2,然后比较。
其次,应该让学生明白:零件的圆柱度就是用两个半径差为圆柱度要求的圆柱体把被加工出的零件外形完全包起来[5],即用刀具磨损量直接与圆柱度要求值比较即可。
另外,工件的圆柱度概念许多同学不理解,这里应该特别解释,尤其是如果有同学立体感不强,需要反复解释,否则学生对后面的计算,即使计算正确,也是一知半解。
至于有些学生一点不会,可能是前期落下太多的基础内容,相关知识就不是在本课堂可以补起来的,需要指导学生课后努力进行知识补缺。
三 结束语
刀具磨损对加工精度的影响,是《机械制造工艺学》课程中分析零件加工误差原因的手段之一,也是机械制造专业学生应该掌握的一个知识点。通过本文的分析与解释,可以让大多数同学利用课堂比较容易的掌握该内容。
参考文献
[1]张平宽,王慧霖.机械制造工程学基础[M].北京:国防工业出版社,2014.8.
[2]武文革,辛志杰.金属切削原理与刀具[M].北京:国防工业出版社,2012.6.
[3]贾振元,王福吉.机械制造技术基础[M].北京:科学出版社,2011.2.
[4]王启平.机械制造工艺学[M].哈尔滨:哈尔冰工业大学出版社,2005.8.
[5]王伯平.互换性与测量技术基础[M].北京:机械工业出版社,2000.2.
[6]汪华方,王歆,徐雨哲.机械制造专业教学创新共同体模式研究 [J]. 教育现代化 ,2017,4(11):28-29+37.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jiaoyulunwen/27897.html