摘要:生产过程中,KDF3滤棒成型机刀头部位偶尔会发生阴燃或者着火现象。为消除刀头部位火灾隐患,保障设备及作业人员人身安全,根据破坏燃烧三要素的工作思路,研制一种用于刀头部位的智能防火报警装置,具备自动清洁、温度检测、烟雾报警等功能。安装于KDF3设备刀头部位,通过PLC将智能防火报警系统与设备系统相连接,建立人机互动界面,通过人机界面设定温度预警值,一旦检测温度达到预警值,智能防火系统起动,传递指令给PLC控制系统,使设备停机,并对刀头部位进行清洁及降温处理。该装置智能化程度高,操作简便,效果显著,不仅能消除生产过程中产生的丝絮飞花、纸屑沉淀物及磨削火星等可燃物和点火源,而且降低刀头部位密闭腔体内的温度,同时作业人员通过人机界面可实时观测刀头部位密闭腔体内的温度变化,相比于红外摄像机,自动化程度高,不需要作业人员时刻关注,降低劳动强度。
关键词:刀头部位,温度检测,自动清洁,报警装置
0引言
近年来随着各行各业重大火灾事故频发,国家及烟草行业始终坚持“安全第一、预防为主、综合治理”的安全生产方针,对安全工作提出了更高的要求,消除火灾隐患是当前企业安全管理工作的重点之一,消防安全是关系到每个人的人身安全。
经调查,各地卷烟厂陆续地对烟机设备的安全性能进行了深入地大量研究,不断地优化升级烟机设备安全防护功能,消除设备火灾或电气火灾隐患。当前学者专家着重在烟机设备智能防控、智能监测以及隐患消除方面开展大量研究及改进。对于烟机的智能防控方面,部分学者通过对火灾监控预警系统[1-2]、环境监控与火灾预警系统[3-4]等进行深入研究,此外还有部分学者对智能化电气火灾预警模型[5]、电气柜火灾预警系统设计[6-8]、烟草粉尘着火特性[9-11]、高压细水雾灭火系统[12]、防火远程视频监控[13]等进行了研究,成效显著。但是,对KDF3滤棒成型机刀头部位防火装置的研究较少,因此,针对KDF3滤棒成型机刀头部位火灾隐患点进行攻关,通过技术改进,彻底消除该部位的火灾隐患。
本文通过实地勘测,提出问题并讨论分析,制定措施并安装实验,程序编写运行及效果验证等方法,研制一种智能化、自动化程度较高的防火报警装置,安装于KDF3滤棒成型机刀头部位。编写一套运行程序,通过PLC[14]将智能防火报警系统与设备系统相连接,建立人机互动界面,在人机界面上设定温度预警值,将温度预警值作为智能防火系统启动的指令,一旦检测温度达到预警值,智能防火系统起动,传递指令给PLC控制系统,使设备停机,并对刀头部位进行清洁处理,在火灾发生前起到智能预警作用,消除刀头部位火情隐患。
1刀头部位
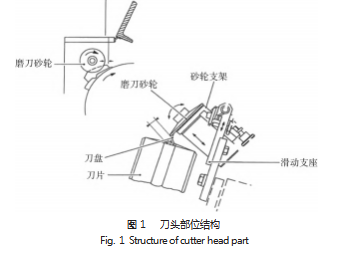
KDF3滤棒成型机是目前烟草行业生产滤棒使用的主流机型,与PROTOS卷接机刀头部位结构类似,该刀头部位示意图如图1[15]所示,主要由刀头罩、刀盘、刀片、磨刀砂轮、砂轮支架、滑动支座、主传动轴等零部件组成,安装于密闭腔体内。刀头部位四周由刀头罩壳覆盖,生产运行时刀头罩壳下降锁闭,起到安全保护作用,其内壁装有隔音海绵,减小噪声。
综上所述,刀头部位主要任务是切割滤棒条,为符合滤棒质量标准要求,保障切割后的单支滤棒切口平齐、光洁、切口平面与滤棒轴线垂直等。生产过程中,切割刀片自动进刀并不断由磨刀砂轮磨削,确保刀片切口保持锋利。刀头部位工作原理为两个磨刀砂轮位于刀片旋转圆周外侧的相对位置,以便刀架的旋转路径使两个磨刀砂轮以同样的形式磨削刀片两面。当机器启动时,固定在电机上的磨刀砂轮也同时启动。两磨刀砂轮必须与刀盘反方向旋转。
2问题及原因
滤棒条在切割过程中,刀头罩关闭锁定后刀头部位才能正常工作,因此在设备运行时,刀头部位处于密闭状态,生产中会有粉状纸屑和絮状纤维组织弥散于切割腔体中,并沉积于下方底板上,切割刀片连续性自动进刀且不断由磨刀砂轮磨削锋利,在磨削过程中,容易产生火星,火星温度高达1 000℃,一旦飞溅到丝絮飞花等易燃物上,或落进沉积纤维组织中,会造成丝絮飞花阴燃或燃烧,产生火灾隐患,若发现和扑救不及时,将进一步引发火灾,不仅造成严重的安全事故,而且会影响生产保供,有损企业良好形象。
同时纸屑及絮状纤维易沉积与滤棒切割机构周围结构及附近侧板、底板上,生产过程中,切割腔体处于密闭状态,只有设备停机时,人工才能打开刀头罩壳进行清理保养。当发生阴燃或着火现象时,现场人员对火情的预判仅限于人体嗅觉,即闻到燃烧气味后,才能发现着火现象,此时火情已经发生,不符合生产管理过程中火灾预警管理要求。
经现场调查分析得知,刀头部位存在火灾隐患,引发火灾发生的主要原因如下:
(1)该区域处于密闭状态,但下方留有25 cm2的方形小口,空气可进入密闭腔体中,为燃烧提供了一定氧气;
(2)设备运行时,为确保刀片锋利,磨刀砂轮需磨削刀片,不可避免地产生火星,为燃烧提供了点火源;
(3)生产过程中,丝絮飞花易附着在密闭腔体内壁及刀盘电机电线绝缘层上,下方底板凹槽内沉淀粉状纸屑,为燃烧提供了可燃物。
综上所述,以上3种情况的客观存在,形成了燃烧三要素,当达到一定条件时,就会造成阴燃或发生着火现象,引燃刀头电机电线绝缘层,导致设备停机,对生产造成一定的影响,若设备电线因火情短路,使设备外壳带电,存在作业人员触电的安全风险。
3智能防火报警系统
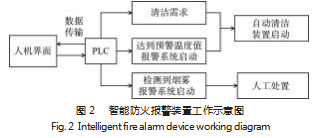
智能防火报警装置总体设计思路及工作示意图如图2所示,总体分为4部分。
(1)消除燃烧三要素消除火灾发生,通过安装自动清洁装置,对刀头部位的丝絮飞花、火星进行定期清理,降低密闭腔体内的温度,消除可燃物、点火源及燃烧温度。自动清洁装置可以在正常停机后启动,清理刀头部位丝絮飞花,降低人工劳动强度。
(2)设定温度预警值,实时监测刀头部位密闭腔体内的温度变化。通过安装温度检测装置,将刀头部位密闭腔体内的温度在设备屏幕显示,实时监测刀头部位密闭腔体内的温度变化,一旦超过预警值,设备将停机报警,并启动自动清洁装置,降低密闭腔体内的温度。
(3)增加最后一道防线,安装烟雾报警装置,在温度检测装置失灵的情况下,一旦发生阴燃或着火等现象,烟雾报警装置检测后报警,并使设备停机,提醒作业人员就近拿取二氧化碳灭火器,迅速对着火部位进行处置。
(4)建立一套“检测-报警-处置”的智能化防火报警系统,提高设备自动化程度。将自动清洁装置、温度检测装置及烟雾报警装置的信号接入PLC控制系统,将PLC控制系统与KDF3滤棒成型机系统相连接,自主编写一套运行程序,当达到条件时,给与系统指令,使程序运行,同时人工在设备控制屏幕上进行操作,形成人机互动界面,在人机互动界面上设定温度预警值、自动清洁运行时间等数值,使该系统运行更加灵活,当不同季节出现温度不一致时,可以根据实际情况进行设定,一旦监测温度达到预警值,设备将停机报警,启动自动清洁功能,最终完成防火报警工作。
3.1自动清洁装置
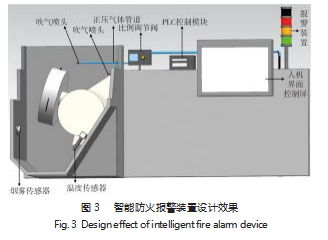
根据人工实验,选定喷吹效果最佳位置,将吹气喷头安装于刀头部位机身内壁上,与设备正压气体管道相连接,其中刀头内壁广角锥形喷头和刀头右侧广角锥形喷头,其喷口呈扇形,喷口处有球形转动球,实现刀头腔体95%区域面覆盖,有效清洁腔体堆积易燃物质和火源,降低腔体温度,其另一端带有PU气管快速接头,快速与PU气管连接。安装吹气喷头和适当调整喷头吹气角度后,将比例调节阀与PLC控制模块建立电信号,通过人机界面控制屏设定不同吹气量,实现气体流量的调节,当出现设备停机有清洁需求时或刀头部位温度达到预警值时,PLC程序接受指令并传递信号,启动自动喷吹功能,完成对刀头部位的清洁降温工作,如图3所示。
3.2温度检测装置
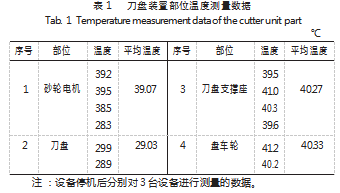
通过对生产过程中的3台设备的刀盘腔体工作停歇状态时的内部温度进行测量,得到不同部位的温度,如表1所示。根据测量结果,将温度传感器安装于火星易掉落的位置,暨下方底板存储纸屑、粉末的较多区域。当设备运行时,通过设备人机界面控制屏实现实时观测刀头部位密闭腔体内的温度,当该区域内的温度达到预警温度60℃时,设备将停机并报警,停机信号传递给PLC控制模块,通过PLC控制系统启动自动喷吹功能,对刀头部位密闭腔体内进行喷吹1 min,待密闭腔体内温度降到预警值60℃以下,作业人员方可重新启动设备运行。温度检测装置灵敏度高,对刀头部位密闭腔体内-50~100℃范围内的温度实施反馈。
3.3烟雾报警装置
在密闭腔体左侧下部位置安装工业级专用烟雾传感器,使用螺栓、螺母将其固定,通过导线连入PLC控制模块,实现刀头部位密闭腔体内烟雾情况监测功能,一旦温度检测装置失灵,发生阴燃或着火现象,可以第一时间检测到烟雾,使设备停机,将信号传递给报警装置,提醒作业人员拿取灭火器对着火部位进行应急处置,建立最后一道防线。工业级专用烟雾传感器灵敏度高,误报警现象概率极低,不受刀头部位密闭腔体内环境干扰。
3.4 PLC控制系统
PLC控制模块固定在机台背面控制柜体内,将220 V电源转变成24 V所需电压,其拓展的接口可以控制各种电子元器件的动作任务,其次分别将温度传感器、烟雾传感器及比例调节阀接入PLC端口,自主编写一套“检测-报警-处置”的运行程序,与KDF3滤棒成型机设备系统相连接,通过人机互动界面对智能防火报警装置进行控制,实现人工设定温度预警值、喷吹清洁运行时间、自动手动模式切换等操作。
在运行程序编写时,一是将成型机停止运行的指令信号设置为自动清洁系统启动运行的前置条件值,即成型机启动运行转变为停止运行时,自动清洁系统将启动运行。二是在人机界面新增时间设置模块,与PLC通讯完成后,操作人员在人机界面设定自动清洁时间,即喷吹时间。通过PLC其中一个端口输出此设置的数值,即自动清洁系统运行时间,超过设定的时间段后停止运行自动清洁系统。三是刀头部位密闭腔体内的温度通过温度传感器检测后,将温度值信号传送给PLC控制系统,检测到温度一旦超过预警温度值,将启动喷吹功能,待温度降到预警值以下,自动清洁系统停止工作。此时必须保证设定的自动清洁运行时间可以将温度降到预警值以下。四是工业级烟雾传感器更加灵敏,误报概率小,第一时间检测到烟雾,将信号传递至报警装置,声光报警器开始工作,同时PLC控制系统使设备停机,当作业人员听到报警后立刻进行应急处置,将火情消除在初期。
4改进效果
在刀头部位安装智能防火报警装置后,运行6个月期间,与未安装智能防火报警装置的设备相比,取得了以下效果。
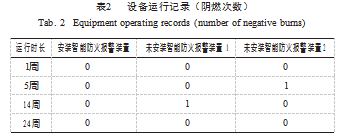
(1)阴燃及着火情况发生次数为零。检查设备运行记录,发现未安装智能防火报警装置的设备,出现过阴燃现象,设备运行记录情况,如表2所示。
(2)自动化程度提高。通过人机界面可清晰地观测刀头部位密闭腔体内的实时温度变化值,当出现温度达到预警值等异常情况时,控制系统将设备停机,并启动自动清洁装置,对刀头部位密闭腔体内进行清洁降温,使该部位温度快速降到51~55℃,且刀头部位密闭腔体内的丝絮飞花等燃烧物被清理干净,火灾预警处置时间由560 s下降至130 s,作业效率提升330.77%,如图4所示。
(3)劳动强度降低。该装置可用于自动清洁刀头部位密闭腔体,当因跑条等非着火因素导致设备正常停机情况下,启动自动清洁装置,对刀头部位进行喷吹清理,不需人工手动清扫,大大降低了作业人员的劳动强度,满足设备维护保养需要。
该装置的研制成功并运行,对企业来说,产生了一定的经济效益和无形效益。对现有的3台成型机进行改造,安装刀头部位智能防火装置,总预计花费约3万元,每台成型机预计节约34.01万元,共计节约102.03万元。刀头部位智能防火报警装置的有效运行,消除了该部位的火灾隐患,保护了企业职工的切身利益,维护了企业形象。
5结束语
本文研制的KDF3滤棒成型机刀头部位智能防火报警装置,消除了该部位的火灾隐患,将火灾事故发生的概率变为零,实现了设备火灾事故为零的安全目标。同时通过PLC控制系统将温度检测装置、自动清洁装置及烟雾报警装置信号连接起来,自主编写一套的运行程序,与设备系统相连接,建立人机互动界面,提高了智能化程度,保障作业人员更加直观地在操作屏幕上可以实时观测刀头部位密闭腔体内的温度变化。该部位通过技术改进、系统优化后,大大提高了设备安全防护性能,进一步强化了设备本质安全,保护员工生命及财产安全不受伤害。该系统自动化程度高,控制系统功能性多样化,操作简单便捷,实用性强。
参考文献:
[1]张海波.火灾监控预警系统技术及应用[J].煤炭与化工,2017,40(5):66-68.
ZHANG H B.The technology and application of fire monitoring and warning system[J].Coal and Chemical Industry,2017,40(5):66-68.
[2]赵勇.光纤光栅及其传感技术[M].北京:国防工业出版社,2007.
[3]白渊铭,吴晨旭,张靖,等.基于物联网技术的智能纺纱车间环境监控与火灾预警系统[J].物联网技术,2021,11(8):26-28.
[4]张玉清,周威,彭安妮.物联网安全综述[J].计算机研究与发展,2017,54(10):2130-2143.
ZHANG Y Q,ZHOU W,PENG A N.Survey of internet of things security[J].Journal of Computer Research and Development,2017,54(10):2130-2143.
[5]杨建鸣,程卫,喻民军,等.烟草行业智能化电气火灾预警模型的研究[C]//中国烟草学会2017年学术年会,中国烟草学会学术年会优秀论文集,2017:36-44.
[6]张超.电气柜火灾预警系统设计[D].绵阳:西南科技大学,2022.
[7]赵月爱,郭兴原,吴星辉.电气火灾大数据监测平台的设计与实现[J].太原师范学院学报(自然科学版),2021,20(2):73-78.ZHAO Y A,GUO X Y,WU X H.Design and implementation of electrical fire early warning big data platform[J].Journal of Taiyu⁃an Normal University(Natural Science Edition),2021,20(2):73-78.
[8]石拓,胡啸峰.一种基于分布式推理的火情探测系统[J].安全与环境学报,2019,19(3):837-846.
SHI T,HU X F.A renovated fire detection system based on the distributive reasoning and assessment[J].Journal of Safety and Environment,2019,19(3):837-846.
[9]何锐.烟草粉尘着火特性试验研究[D].上海:上海应用技术大学,2018.
[10]钟仙芳.烟草燃烧特性研究[D].昆明:昆明理工大学,2013.
[11]王信群,RKlemens,PWolanski,等.谷物纤维及粉尘阴燃试验研究[J].粮食与饲料工业,2009(4):14-15.
[12]罗天德,梁子瑛,林丽芝,等.高压细水雾灭火系统在烟草仓库中的应用[J].消防科学与技术,2014,33(10):1158-1161.
LUO T D,LIANG Z Y,LIN L Z,et al.High pressure water mist extinguishing system applied research in the tobacco warehouse[J].Fire Science and Technology,2014,33(10):1158-1161.
[13]孟令涛.森林防火远程视频监控预警系统建设[D].青岛:中国海洋大学,2014.
[14]赵凡,刘伟环.基于PLC控制的卷烟机组直流电源优化设计[J].机电工程技术,2024,53(1):103-105.
ZHAO F,LIU W H.Design of dc power supply for cigarette ma⁃chine based on PLC[J].Mechanical&Electrical Engineering Technology,2024,53(1):103-105.
[15]ZL26C型纤维滤棒成型机组机械操作手册[S].
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/82472.html