摘要:针对某特定的产品,设计一款柔性印刷电路板(FPC)探针测试模块,其主要通过测试探针与测试机之间形成稳定的电信号,通过电信号对产品进行测试,以达到测试产品的阻抗或性能。研究探针工作时的形变情况、与检测物体之间的接触良率以及电信号传输过程中的稳定性等数据,分析优化设计模型,并最终应用到实际的工位检测上。优化设计后选用IC探针,并采用PCB板作为探针的安装板,FPC的定位块开定位孔定位各探针,通过压平机构压平FPC等结构,最终使得FPC探针测试模块在测试中良率达到99.8%,使用寿命达10万次,能够很好地服务于测试设备。具有结构简单、可靠性高、响应速度快以及维护维修方便等优点,在自动化生产线上具有较高的实用性和借鉴意义。
关键词:探针,检测模块,PCB板,定位,自动化生产线
0引言
随着集成芯片的精细化与高度集成化,在含有芯片的产品生产中分析产品的性能与阻抗,从而检验产品组装或封装是否达到出厂性能尤为重要,特别是在汽车传感器的生产组装上。性能检测作为传感器生产时最后一道检测,要确保检测数据的可靠性,则要求相应的检测手段要有很好的稳定性与可靠性,此时探针检测机构作为检测产品的机构,其探针的稳定性,治具的可靠性至关重要。本文优化的探针测试模块很好地解决了现有设备对检测的要求,可为后面相似的项目提供一些思路。
在集成电路产业链中,集成电路测试是贯穿集成电路生产和应用全过程的产业[1]。此次的FPC作为集成电路中链接集成芯片链接的桥梁,通过印刷电路板把两元器件间的电信号连接起来,其具有配线密度高、质量轻、厚度薄、弯折性好的特点。IC测试探针又是一种应用于测试座中的精密连接器,广泛应用于IC测试中,起导电连接作用,减少了线缆连接的麻烦,使连接更加简单,也使内部电路更干净清爽;接触可靠、节约空间、接触稳定、寿命长等特点[2]。目前芯片加工工艺日趋繁难,人们对集成电路品质的日益重视,测试计量已成为集成电路产业中一个不可或缺的独立环节[3]。在目前的集成电路或芯片封装的测试计量中,探针台被广泛应用于复杂、高速器件的精密电气测试过程中,旨在确保质量及可靠性,并缩减研发时间和器件制造工艺的成本[4]。本文主要针对带有触点检测的FPC,通过IC探针接触FPC的触点,以PCB板作为IC探针的基座,从而实现测试机与封装好的芯片的形成的电信号连接,对产品进行性能或阻抗的检测。
1工作原理与结构组成
1.1工作原理
集成电路的频率越来越高,芯脚数也越来越多,随着芯片功能更强更复杂,高速与精确的测试需求也就更加重要。进而使探针卡产业将面临高密度探针分布、面积阵列测试、高频测试等技术挑战[5]。探针都是以阵列或成组的形式固定在专用的PCB板上组成探针卡[6],探针卡又是集成电路制造过程中非常细微并重要的一个物料[7-10]。本次探针测试模块是根据探针卡的模式进行设计,为FPC与测试机之间的电信号稳定传输提供了一个可靠的支撑,其具有快速更换,高精度定位以及高速传输电信号等优点,整体采用3×4的平面布局,对产品同时进行12个点阵测试。测试探针安装在测试模块底座中,测试的FPC放置在测试模块底座的放置位上,测试机通过导线与测试模块的探针相连。测试时,测试的电信号通过测试模块底座中的探针传导到FPC触点上进行产品测试。探针测试模块在整个测试过程中的一个桥介,起到定位、电信号传输的作用。
探针卡是指晶圆测试中被测芯片和测试机之间的接触部件,主要应用于芯片封装前对芯片电学性能进行初步测量,并筛选出不良芯片后,再进行之后的封装工程[6]。探针测试模块是根据项目特殊制作加工的一种测试结构,其主要的工作原理是把FPC测量端放置在探针测试模块底座上,弹簧探针的一端通过导线与测试机相连,另一端接触FPC的触点,当测试机给出测试电信号时,电信号通过导线、探针传导到FPC的触点上,从而实现对封装的芯片产品进行测试。利用弹簧探针具有一定的伸缩性,在测试时弥补了因触点高低不平导致的测量误差,而且可以利用弹簧探针的尖爪刺穿FPC表面的氧化层,直接接触到FPC触点上的电路,从而进一步减少测量误差。测试探针工作原理如图1所示。
1.2模块结构分析
测试模块整体结构分为产品定位治具、FPC压平机构、探针测试结构3部分。初步设计模型如图2所示。
(1)产品定位治具
产品定位治具是为了保证产品在测试过程中位置不变的工具。治具上根据产品的外形轮廓配备的两个定位销,确保产品在测试过程中的精确位置,这对于提高检测的准确性和产品质量至关重要。此外,为了确保FPC在测试中的稳定性和准确性,治具前端选用了防静电的PEEK材料,根据FPC外形的大小设计FPC定位块,整体定位穴位根据FPC的最大公差外形放大0.1 mm,上边缘做有导向斜角,以便于FPC能顺利地进入到穴位中。PEEK具有良好的绝缘性能,并且有效防止静电干扰,结合公差配合精准,能够在测试过程中稳定地固定FPC,防止因探针弹簧力导致的FPC位置偏移,从而避免了测试不良的情况,确保了测试的准确性和可靠性。
(2)FPC压平机构
FPC压平机构在产品测试过程中压紧FPC,防止PFC移动,从而确保FPC上的触点与测试探针保持良好的接触,以达到测试的稳定可靠。该机构通过两个精密的导轨滑台气缸组合,构建了一个能够实现前后上下运动的机械结构,同时每个方向上都安装有可调位置的定位机构,确保了操作的灵活性和准确性。在机构的末端,特别设计了一个压块,其尺寸比FPC的外形单边小1mm,这样的设计既保证了压块能够完全覆盖FPC,又不会对FPC造成过度的压迫。在实际操作中,当需要将待测试的产品放入产品定位治具时,FPC压平机构会自动避让到原始位置,为产品提供了充足的放置空间,确保产品能够轻松、准确地放入治具中。而当产品开始进行测试时,压块会在气缸的驱动下迅速压紧FPC的上表面,有效地防止了探针与FPC之间因接触不良而导致的测试误差。
(3)探针测试结构
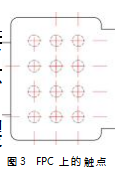
探针测试结构是确保测试探针尖端与FPC中的12个触点能够准确精准地对准组件。通过采用精密的导轨滑台气缸,保证了探针上下运动的稳定性和精度。在气缸上,连接着一块特别采用防静电的PEEK材料设计制作的探针安装板,探针安装板的设计是根据FPC上的触点(图3)布局定制。在探针安装板上,根据FPC触点的位置和数量,分布排列安装了一系列探针。这些探针的一端通过焊接与测试机的导线相连,另一端则在工作时与FPC的触点接触,形成电信号回路,确保测试信号的准确传输。同时PEEK材料具有优异的机械性能和耐磨性,还具备防静电特性,这对于保护敏感的电子元件至关重要。当开始测试时,气缸驱动探针安装板上升,使探针的另一端精准地接触到FPC的触点。通过探针传递的电信号,测试机能够实时读取和分析产品的性能数据,从而对产品进行性能或阻抗的测试。
2优化设计
2.1问题分析
探针测试模块从产品量产导入测试,经过一段时间的运行发现以下问题。
(1)探针的针头容易弯曲变形,蓝膜测试发现与FPC触点存在偏差,导致与FPC触点接触不良,并且每过一段时间就要重新修正,严重影响生产。
(2)装配不方便,由于探针较细并且FPC上的触点冼业荣,丘院震,杨俊,等:柔性印刷电路板探针测试模块优化设计多而密,安装时难以保证统一高度,导致测试接触不良,还会导致探针与导线焊接不方便;探针安装板每次拆卸后安装调试不方便。
(3)加工不方便,由于探针直径最大处只有0.98 mm,加上探针套后长度达57.4 mm,要保证安装的稳定性,需要在探针安装板上加工细长孔,且探针安装板材料需要采用PEEK材料,导致深孔的公差难以保证,加工合格率不高。
2.2探针重新选型
探针根据不同的应用分为多种类型,最常用的探针类型包括弹性探针、悬臂式探针和垂直式探针[11]。同时探针表面缺陷一般将影响其与测试点的接触电阻、触电压力等参数,从而影响测试过程的准确度[12-13],因此探针的外形对探针测试模块的稳定性有决定性影响。由于测试的FPC的触点间的中心距最小处只有1.52 mm,为了保证两个探针之间不引起短路,则需要寻找直径小于1.52 mm的探针;探针的长度不能太长,太长的探针尾部与固定点太远,尾端承受较大的弯矩,导致抗弯能力弱,在多次测试后容易引起变形,导致探针针头与FPC触点接触不良。
弹簧探针具有一定容错率,即使在安装时探针的高度存在一定的高度差,只要在弹簧探针的行程范围内即可,降低了安装的难度。探针垂直接触底板时,弹簧的弹性可缓冲探针对底板的机械压力从而降低了底板损坏的可能性[14]。
根据资料查找,PCB探针初步满足需求,PCB探针的工作原理是通过探针接触测试焊盘(TEST Pad)和通路孔(Via),从而测试在测单元(UUT)的单个元件。
测试探针通过多路传输系统连接到驱动器和传感器来测试U UT上的元件。其主要适用于以下几个方面的测试。
(1)半导体IC的性能检测:使用弹簧探针接触IC的被测点(如Pad、Ball等),尾部与测试基板触点连接,通过传输电流和频率来判断被测物是否合格。
(2)电路板(光板PCB)的导通测试:探针一般与套管配合使用,检测PCB板的电路连通性。
(3)已贴装器件的实物板(ICT/FCT)检测:用于在电路板上安装元件后的进一步检测。
(4)飞针测试:适用于PCB裸板和组装板的无源和有源模式测试,能够检查短路、开路和元件值,同时使用相机帮助查找丢失或方向错误的元件。
另外PCB探针的制造工艺和材料也十分重要,一般国内针杆采用SK4镀铑,针管磷铜管镀金,弹簧琴线镀金,针套采用黄铜管镀金。不同品牌和类型的PCB探针具有不同的性能和寿命,一般国产的平均寿命在2万~5万次检测寿命,而进口知名品牌的质量平均寿命约8万~30万次。
经过对比分析,选用型号为078-BF-6.3的弹簧PCB探针,如图4所示,总长6.3 mm,最大直径0.78 mm,一端为单锥形状针头,一端为四爪针头。
2.3优化分析
根据前期的经验总结,探针测试模块需要保留产品定位治具、FPC压平机构,优化设计探针测试结构。为了减少安装、调试与焊接的不便性,探针测试结构确定取消精密导轨滑台气缸,更改为PCB板固定的方式。PCB板主要用于承载探针,为确保针距不发生较大位移,依据应用环境选用不同的材料(包括金属片、陶瓷片、环氧树脂及垂直头等),将探针固定于PCB板[15]。环氧树脂式PCB探针卡由于其自身特性,制作针数通常小于1000 pin,测试频率也在100 MHz以下,适用于一般的铝焊垫逻辑或存储器产品[16]。PCB板作为探针电信号链接的重要路径,在线检测PCB传输线阻抗值,测量精度一般可达±1%[17-18],因此可以保证产品检测时的可靠性。
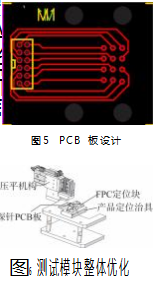
本次优化通过焊接的方式把探针的针脚与PCB板焊接在一起形成一个整体的结构,保证在测试过程中探针不会脱离PCB板,从而保证电线路的通畅。为保证整体测试为可靠稳定,PCB板的加工制作也尤为重要,其中介质厚度、介电常数、导线宽度、导线厚度是影响PCB传输线阻抗值的几个重要工艺条件[18-19],当阻抗值超出公差范围时会影响传输信号的完整性[20]。根据与产品开发端沟通,在满足产品在生产过程中阻抗测试与性能测试的前提下尽可能的把PCB板做小,结合FPC的触点重新设计一块PCB板,如图5所示。PCB板采用市面2mm厚的标准板进行加工,线宽采用12.0±4 mil,过孔大小根据探针的尾端直径设计为0.52 mm,同时为了方便后期的维护,在PCB板上增加12 Pin的连接器,确保电信号的稳定传输和焊接在PCB板上的探针能正好对准FPC上的触点。
为了进一步提高安装、调试的可靠性以及加工的合格率,优化设计FPC定位块,把原来在探针安装板上的探针孔移到FPC定位块上,把焊接好探针的PCB板通过螺丝固定在FPC定位块上,把带有PCB板的FPC定位块锁在产品定位治具上,简单来说就是把原来的探针测试结构合并到产品定位治具上,具体设计如图6所示。
3优化设计后验证与结果分析
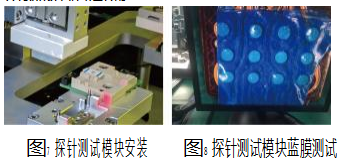
根据优化设计的要求重新制作新的FPC探针测试模块,根据设备的安装方式重新安装在设备上,如图7所示。为了保证探针的安装与焊接的可靠性,同时设计探针安装焊接工装,并在安装好后对探针位置进行初步的测试,重新调整设备的相关的动作程序以满足设备的自动化生产。
根据生产的情况连续收集一个月的测试数据并对相关的数据进行分析。在测试NG的情况下首先通过蓝膜测试,如图8所示,检测是否因为探针的偏移导致探针无法接触到FPC的触点,从而导致检测NG。经多次比对,探针的尖端触点都能与FPC的触点对应上,因此这种可能性较低。另外发现在测试过程中,测试软件有时候会因同时处理大量的数据导致系统变慢,从而导致测试超时报错或数据错乱,因此同步优化了测试机的内部测试程序,同时在测试NG的情况下系统默认进行二次测试来保证测试的准确性。在测试过程中还发现,前期的电信号无论在测试过程还是非测试过程是一直保持着通路的情况,会导致探针尖端触点与一定距离的FPC的触点形成放电的情况,从而导致触点的损坏或接触异常,因此通过优化系统的测试启动与停止的功能程序,防止出现放电的情况。
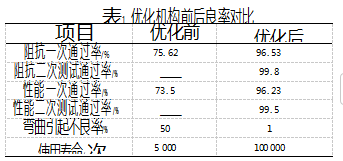
经过结构与程序的优化与测试后,产品在阻抗测试的一次性通过率由75.62%提升至96.53%,二次测试通过率达到99.8%;性能测试一次性通过率由原来的73.5%提升至96.23%,二次测试通过率达到99.5%;探针弯曲变形导致的不良情况由原来50%降低至1%;探针的使用寿命由原来5000次提高到100 000次,提高了95 000次。如表1所示。
优化后探针测试模块,无论从探针的本身刚度,测试的次数以及测试通过率来看都得到了大幅度的提升,同时减少了探针因弯曲变形而引起的调试次数。
4结束语
从整体项目测试的结果来看,优化后的测试结构充分实现了设计之初的构想,达到了预期的效果。通过减少探针的长度,可以显著提升了探针测试的良率,因为更短的探针减少了因材料疲劳和弯曲造成的误差,确保了测试的精确性和稳定性。另外PCB板作为探针座的基板,根据产品测试的点位来制作的PCB探针点,使得探针与FPC的触点相对位置更加准确,更加有效稳定的传输电信号。根据PCB板的布局设计优化了整体结构,减少探针整体上下移动,改为与FPC固定块一体式的结构,减少了不必要的零件加工,使整体结构更加合理,进一步降低测试结构的难度。这些改进措施共同作用,不仅降低了维护的频率,延长了探针的使用寿命,而且显著提升了测试模块的整体稳定性,进一步降低了制造成本。这些成功经验对于未来项目的开发和优化具有一定的指导意义。
参考文献:
[1]童志义.探针测试设备简介[J].电子工业专用设备,2008(2):28-31.
[2]王支刚,尤凤翔.基于良率改善的IC测试探针优化设计[J].电子世界,2018(2):100-103.
[3]朱倩颖.手动式探针仪的自动化改造[D].天津:天津大学,2012.
[4]顾吉,吴建伟.一种微型探针台的设计和应用[J].电子与封装,2017,17(1):41-46.
[5]张宛平.为探针卡制作本土化再作贡献[J].电子工业专用设备,2007(2):4-5.
[6]顾吉,陈海波.探针卡nA级漏电故障判断与分析[J].电子与封装,2015,15(8):13-16.
[7]倪韵,田冲,施京美.晶圆测试温度对探针卡PCB基板材料影响的研究[J].电子技术,2020,49(1):21-23.
[8]唐德兴.自动探针台的现状及发展[J].电子工业专用设备,1992(3):13-16.
[9]胡玉.浅谈高温晶圆探针测试[J].卷宗,2014(3):282.
[10]蔡瑾.晶圆探针卡的分类及设计参数[J].卷宗,2014(1):174.
[11]李晓惠.测试探针结构的技术发展[J].制造业自动化,2013,35(21):97-100.
[12]徐鹏,黄志红,刘飞飞,等.基于Halcon的IC测试探针表面质量的机器视觉检测系统[J].江西理工大学学报,2014,35(1):60-64.
[13]徐锐.微小零件尺寸及表面缺陷的机器视觉检测技术研究[D].赣州:江西理工大学,2009.
[14]北京工业大学信号与信息处理研究室.PCB测试面临底板的挑战[J].国外电子测量技术,2000(4):6-7.
[15]杨跃胜,武岳山.探针卡在芯片产业化中的应用分析[J].中国集成电路,2017,26(4):58-61.
[16]王莉莉.新的测试技术发展的产物—探针卡[J].轻工科技,2012,28(7):96-97.
[17]周伟.小口径身管直线度测试系统研究[D].南京:南京理工大学,2014.
[18]黄少奇.不同介质厚度对PCB特性阻抗测试结果的影响[J].机械工程与自动化,2024(3):11-13.
[19]徐越,范红,金浩.分析影响PCB阻抗主要因素及影响差异对比[J].印制电路信息,2021,29(S2):1-10.
[20]张召宾,宋宝,程建军.高速数字PCB板的信号完整性仿真与验证[J].合肥工业大学学报(自然科学版),2015,38(6):778-782.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/81447.html