摘要:随着气田的深入开采,三甘醇尾气处理技术的潜在问题逐步浮现。常规的尾气处理方法在放空前,尾气未完全冷凝或冷凝液未充分分离,导致放空头滴液,严重影响环境安全。对尾气进行燃烧净化改造,虽然可以解决滴液问题,但是,由于三甘醇重沸器尾气温度高,尾气轻烃无法被完全回收,导致轻烃资源的浪费和火炬燃烧黑烟问题出现。针对以上问题,进行创新工艺,从改造成本、施工作业难度和回收物硫化氢对工艺系统的腐蚀影响等方面综合考虑,在不影响三甘醇尾气回收装置(冷却器)加装效果的前提下,将冷却器加装至放空分液罐下游至闭排罐流程中间。加装冷却器后,达到了降温冷凝回收液烃和减少火炬黑烟的目的,应用效果显著。
关键词:火炬黑烟,贫富三甘醇,液烃,气液分离,天然气脱水,水合物
0引言
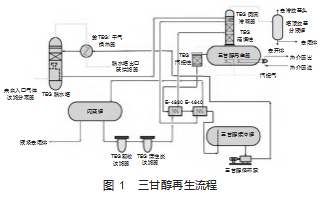
某海上气田为了确保外输天然气在长距离海底管道中安全输送,设有一套三甘醇脱水及再生系统,用于井口湿气的脱水处理,以达到天然气最大含水量小于32 mg/m3的干气外输标准。同时,防止管道输送过程中水合物的形成。吸收了水分的富三甘醇将直接进入三甘醇再生系统,进行提纯处理以便循环使用[1-2]。三甘醇再生流程如图1所示。
为了将富三甘醇更好地提纯重复使用,再生系统塔底重沸器温度设点在190℃左右,富甘醇中的水分和少量烃液气化进入塔顶放空分液罐,温度为90℃。受高温影响,放空分液罐在短时间内无法对混合尾气进行有效的气液分离。同时,该系统下游闭排罐长期处于50~60℃的高温状态,且火炬有持续黑烟燃烧。为改变当前三甘醇重沸器尾气处理装置中出现的问题,创新设计了一种三甘醇重沸器尾气回收处理装置,通过在三甘醇重沸器尾气出口加装回收处理装置,达到尾气冷却以及油、气和水三相分离的作用,彻底消除尾气对环境造成的危害和资源浪费。
1某海上气田设施火炬黑烟问题研究
设施作业人员尝试验证系统中各管线及设备与放空系统相连的PSV、PV和BDV是否存在内漏。随后,又针对性开展了高压容器液相至高、低压火炬系统LV控制阀内漏情况排查,均无异常。在此基础上,作业人员结合生产过程中闭排罐罐体高温升高的情况,对三甘醇塔顶分液罐物流组分进行了取样分析,确认了液烃的存在。通过查找相关资料,对烷烃熔点、沸点温度与现场实际工况进行了分析比对,并尝试对现有流程进行切换,验证排查效果,最终锁定了进入放空分液罐的混合尾气温度过高(90℃左右),导致闭排罐温度长期维持在50~60℃,无法将尾气中部分烃类冷凝回收的问题所在。
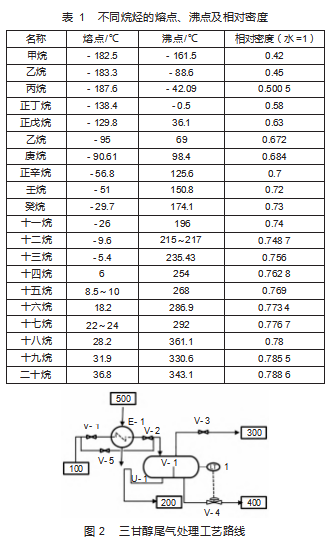
天然气脱水过程中,贫三甘醇在接触塔与湿气逆向接触,在吸收水分的同时,将少量烃液带入三甘醇再生系统,在高温和气提气的作用下,尾气中的正戊烷、己烷及庚烷等以气相状态存在。由于尾气从闭排罐顶部进入,未完全与闭排罐下部液体接触,因此,大部分气相烃类直接放空。不同烷烃的熔点、沸点如表1所示。
技术方案详细说明:三甘醇重沸器的尾气(100)进入换热器(E-1),通过与冷端介质(500)进行换热后,达到尾气冷却的作用。同时,可通过冷端介质回收尾气余热。冷却后的尾气进入尾气分离器(V-1),通过重力分离达到油、气、水三相分离。油、气、水三相分别通过流程进入下游,达到回收处理的效果。三甘醇尾气处理工艺路线如图2所示。
2创新方案制定及效果验证
2.1冷却器加装位置
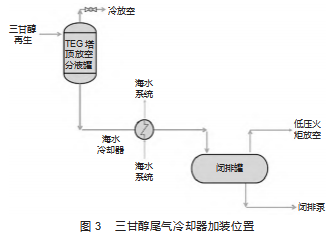
通过现场实际调研,充分考虑冷却器及附属管线的加装成本、施工作业难度和回收物流中含有少量硫化氢对工艺系统的腐蚀影响等问题,在不影响三甘醇尾气回收装置(冷却器)加装效果的前提下,决定将冷却器加装至放空分液罐下游至闭排罐流程中间,改造后流程如图3所示。
2.2冷却器功率核算
由物料平衡表可知设施生产年限内三甘醇再生尾气含水的最高峰值。根据式(1)换热器负荷计算公式,可核算出新增冷却器需要的功率。
Q=CmΔt+γm.(1)式中:Q为换热器热负荷,kW;C为介质比热容,kJ/(kg·℃);m为介质流量,kg/h;Δt为进出口温度差,℃;γ为水蒸气潜热,kJ/kg;水(液态)的比热容为4.2 kJ/(kg·℃);甲烷的比热容为2.2 kJ/(kg·℃);乙烷的比热容为1.77 kJ/(kg·℃);二氧化碳的比热容为1 kJ/(kg·℃);水蒸气潜热为2 257.2 kJ/kg。
甲烷(气体)密度为0.717 kg/m3;乙烷(气体)密度为1.356 kg/m3;二氧化碳(气体)密度为1.997 kg/m3。
2.3应用效果验证
加装冷却器后,可以实地检测到闭排罐温度由50℃降至22℃,温度明显下降。同时,在设施天然气产量没有变化的前提下,闭排罐液位上涨速度较之前变快,闭排转液回收液态烃的次数也明显增多。
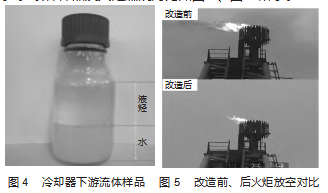
随后,作业人员从冷却器下游对冷却后的流体进行取样,观察到从三甘醇塔顶放空分液罐到闭排罐的流体含烃体积分数约为50%,从而可以确定,加装冷却器后,液态烃得到了充分回收,且火炬黑烟明显减少。取样样品及火炬燃烧对比如图4、图5所示。
3结语
采用甘醇脱水的气田处理装置,在气田生产中普遍存在火炬黑烟问题。通过加装冷却器,能有效解决甘醇再生过程中高温尾气携带液烃放空导致的产品损耗和环境污染的问题。改进后的三甘醇尾气处理工艺的应用具备液烃回收增效和绿色发展减排、降碳的双重成效,较行业内采用甘醇脱水处理工艺的气田,该工艺具有极强的创新性,可以推广至行业范围内。该新工艺的成功实施,为行业内新增天然气处理设施甘醇再生流程基础设计提供了指导性的建议,具备极大的借鉴价值。
参考文献
[1]白明月,王游.天然气三甘醇脱水系统工艺技术探讨[J].化工管理,2020(2):180-181.
[2]张旭.浅谈天然气的三甘醇脱水工艺[J].科学与财富,2010(8):178-179.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/80811.html