摘要:为了提升煤矿废水处理效果,以某煤矿为例,介绍了一种煤矿矿山综合废水处理与重回收利用技术。首先,简单介绍了某煤矿的基本情况,然后以此为基础,通过混凝试验与可生化试验的方式,确定了废水处理的最佳工艺参数。通过研究可知,煤矿综合废水处理时,pH值8.0左右,混凝剂添加量在100 mg/L左右时,PAM添加量在0.2 mg/L左右时,对煤矿废水连续处理3 d的效果最佳,CODcr去除率可以达到80%以上,且所需成本相对较低,因而可将该技术推广到现代煤矿领域。
关键词:煤矿废水,综合废水处理技术,重回收利用,混凝试验
0引言
煤矿生产过程中会产生大量废水,若直接将这些废水进行排放,将会对自然环境与人类生活造成较大影响,不符合现代社会长期可持续发展的要求。所以,现代煤矿企业生产经营过程中,应采取科学合理的方式对煤矿废水予以处理。现代废水处理领域存在多种废水处理技术,如生物过滤技术、膜处理技术等,通过这些技术的应用,在一定程度上提升了煤矿废水的洁净度,降低煤矿废水对自然环境的破坏。但通过大量实践表明,现有煤矿废水处理技术也存在较多缺陷,如污染物处理效率低,不利于废水的回收利用,在一定程度上影响煤矿企业的正常生产与运行。针对这一情况,提出一种基于混凝沉淀的煤矿矿山综合废水处理与重回收利用技术,对进一步提升煤矿废水处理与回收利用效果具有重要意义。
1某煤矿概况
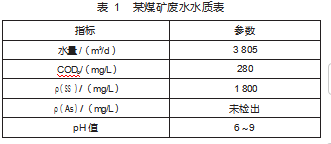
以某煤矿为例,提出一种基于混凝沉淀的煤矿矿山综合废水处理与重回收利用技术。该煤矿位于我国陕西省,总占地面积约为3.24 km2,主要业务有采煤、选煤等,不论是采煤还是选煤作业过程中,均会产生大量废水,其水质如表1所示。由于废水中有害成分较多,含量远高于国家相关规定要求,若直接将废水排放,不仅会对自然环境造成较大破坏,而且还会严重威胁周边居民的身体健康。所以,在煤矿废水排放之前,煤矿企业应注重对煤矿废水的处理。
2混凝试验
2.1试验试剂与设备
聚合氧化铝(PAC),工业纯,作为实验中的混凝剂,跃江钛白化工有限公司;聚丙烯酰胺(PAM),工业纯,作为实验中的助凝剂,宜水源净化材料有限公司。
六联搅拌机,JJ-4AH,未来仪器制造有限公司;电子分析天平,FA120B,越平精密仪器制造厂;pH仪,MIK-PH3.0,美控自动化技术有限公司[1]。
2.2试验操作方法
称量200 mL样品,并将样品放入有磁力搅拌器的烧杯中,添加NaOH溶液与HCl溶液后,调节样品溶液的pH值,以使溶液pH值达到各种方案条件。然后按照0.5 mL/次的方式,按照方案内容向样品中添加适量的PAC与PAM,每次添加后,先快速混合1 min,然后再缓慢混合3 min,并观察样品溶液状态,若未发现絮凝物,则继续添加PAC,直到发现大量絮凝物为止。之后,启动搅拌设备,在300 r/min的转速条件下,对样品快速搅拌3 min,再在70 r/min的转速条件下,对样品缓慢搅拌12 min。搅拌接触后,将样品上清液去除,并测量与计算样品中SS质量浓度与CODcr值[2-4]。
2.3试验结果分析
2.3.1 pH值对煤矿废水处理效果的影响
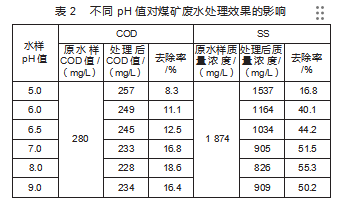
根据研究需求,共设计出6种不同pH值的实验方案,分别为5.0、6.0(原水)、6.5、7.0、8.0与9.0进而以此为基础,模拟分析了不同pH值对煤矿废水处理效果的影响,由此可以得到如表2所示结果。由表2可知,随着样品溶液pH值的不断提高,SS与COD去除率均呈现先上升再下降的趋势,其中,峰值均出现在pH值为8.0时,这时样品中的COD值降低到228 mg/L,COD去除率约为18.6%;样品中SS质量浓度降低到826 mg/L,SS去除率约为55.3%。与此同时,样品溶液在7.0左右时,COD与SS的去除率也相对较高,分别达到了16.8%与51.5%。由此表明,对煤矿废水处理时,将pH值控制在8.0左右为最佳,具体情况根据实际情况而定。
2.3.2 PAC添加量对煤矿废水处理效果的影响
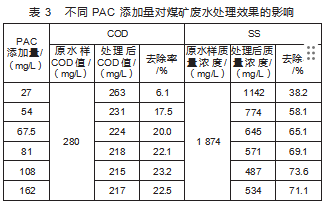
根据研究需求,共设计出6种不同PAC添加量的实验方案,分别为27、54、67.5、81、108、162 mg/L,进而以此为基础,模拟分析了不同PAC添加量对煤矿废水处理效果的影响,由此可以得到如表3所示结果。由表3可知,随着样品溶液pH值的不断提高,SS与COD去除率均呈现先上升再下降的趋势,其中,峰值均出现在PAC添加量为108 mg/L时,这时样品中的COD值降低到215 mg/L,COD去除率约为23.2%;样品中SS质量浓度降低到487 mg/L,SS去除率约为73.6%。继续提高PAC添加量后,COD与SS去除率均有小幅度下降。由此表明,对煤矿废水处理时,将PAC添加量控制在108 mg/L左右为最佳,具体情况根据实际情况而定。
2.3.3 PAM添加量对煤矿废水处理效果的影响
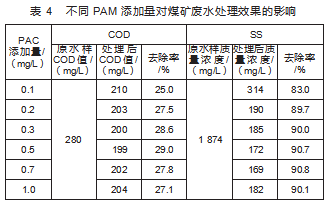
根据研究需求,共设计出6种不同PAM添加量的实验方案,分别为0.1、0.2、0.3、0.5、0.7、1.0 mg/L,进而以此为基础,模拟分析了不同PAM添加量对煤矿废水处理效果的影响,由此可以得到如表4所示结果。由表4可知,随着样品溶液pH值的不断提高,SS与COD去除率均呈先上升再下降的趋势,其中,对于COD来说,在PAM添加量为0.5 mg/L时最高,样品中COD值降低到199 mg/L,去除率约为29.0%;对于SS来说,在PAM添加量为0.7 mg/L时最高,去除率约为90.8%。但需要注意的是,PAM添加量在0.2~1.0 mg/L范围内时,COD与SS去除率的差异均不是很大,基本可以忽略不计,因而将PAM添加量设置成0.2 mg/L为最佳。
3可生化试验
3.1试验方法与步骤
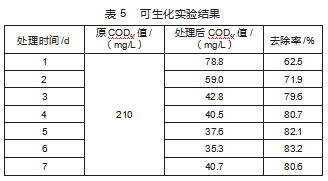
为了进一步了解煤矿废水综合处理技术是否合理与可靠,还应对煤矿废水综合处理技术进行可生化试验。现代试验研究领域存在多种可生化实验方法,如好氧呼吸参量法、综合模型法、模拟生化反应器法等,每种方法具有不同的特点[5]。其中,模拟生化反应器法具有操作简单,得到结果较为精确等优点,因而选择该方法进行了可生化试验,主要操作流程为:称量出600 mL煤矿污水,在pH为8.0,PAC添加量为108 mg/L,PAM添加量为0.2 mg/L条件下对废水予以处理,然后,将处理后的废水放入到1 000 mL烧杯内,并添加200 mL液固比为3:1的好氧污泥,最后,以微型增氧泵为主要工具,模拟污水Biofor曝气处理环境。整个煤矿废水处理过程中,通过CODcr监测仪动态对水样中的CODcr浓度予以检测,并计算出CODcr去除率,共监测7 d[6]。
3.2试验结果分析
通过可生化试验可以得到如表5所示结果。由表5可知,随着处理时间的增加,CODcr去除率呈先增加再下降的趋势,其中,峰值出现在第6 d,达到了83.2%,但需要注意的是,处理时间为3~7 d范围内时,CODcr去除率的差异并不是很大,而处理时间的增加,则需要投入大量资金,增加污水处理成本,所以,将处理时间设置成3 d为最佳。
4结论
现代煤矿生产过程中,应加强对混凝沉淀处理技术的应用,通过该技术可有效去除煤矿废水中的SS与COD,显著提高废水的洁净程度,以使煤矿废水可以重新应用到其他生产工作当中,在降低煤矿废水对自然环境与周边居民身体健康危害的同时,减少煤矿生产用水成本。其中,当pH为8.0,PAC添加量为108 mg/L,PAM添加量为0.2 mg/L条件下时,煤矿污水处理效果最佳,煤矿企业应以此为依据对混凝沉淀处理工艺参数进行设置。
参考文献
[1]李安琪.煤矿废水污染处理与综合利用方法探析[J].清洗世界,2023,39(11):79-82.
[2]赵书晗,金修齐,邓强,等.响应曲面法对纳滤处理关闭煤矿山酸性废水的研究—五马河流域为例[J].膜科学与技术,2023,43(5):127-135.
[3]王焕英.煤矿综合废水处理及回用技术研究[J].清洗世界,2023,39(5):68-70.
[4]顾良波.矿尾水和生活废水净化处理技术在煤矿中的应用[J].山西化工,2022,42(8):122-124.
[5]杨海毅,杨开贵,张孝益,等.贵州省鱼洞河流域酸性矿井水水质特点及处理工艺探讨[J].皮革制作与环保科技,2022,3(15):146-148.
[6]李晖.五阳煤矿矿井水深度处理:超滤+臭氧+生物活性炭滤池系统设计研究[J].煤,2022,31(1):43-45.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/80798.html