摘要:文章对南钢高强圆环链用钢LC120G的研发现状进行总结,通过化学成分及轧制工艺优化,试制出120级圆环链用钢盘条。通过对盘条进行热处理摸底试验并协同下游用户,成功开发出破断力120kN级圆环链用钢LC120G盘条。试制结果表明:试验钢通过优化成分设计并采用合适的热处理工艺,热轧盘条抗拉强度≥1300MPa、延伸率≥15%、面缩率≥60%。盘条经拉拔、退火、编链、热处理制成的链条拉伸破断力达到了126kN以上,满足120级链条的破断要求。
关键词:圆环链用钢,抗拉强度,破断力
链条是一种机械基础产品,在机械传动、起重、输送及一些特殊场合应用十分广泛[1]。
随着链条行业不断发展,用户对于圆环链质量的要求越来越高,为满足下游用户提高成品链条强度、减轻链条自身重量的需求,南钢率先开展了破断强度120级圆环链用钢盘条LC120G的研发。
1材料设计
1.1成分设计
通过合理设计化学成分,优化Mn、Cr、Ni和Mo元素的配比,可使热轧盘条具有优良的综合性能。
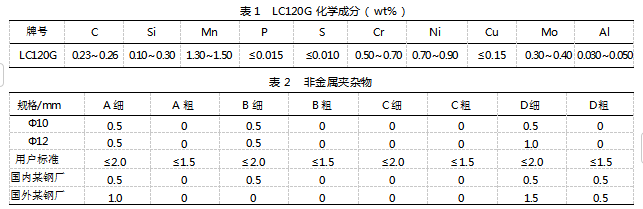
在100级圆环链用钢SAE8620D盘条的基础上进行化学成分优化,设计3种方案,通过JMate Pro模拟不同成分设计的力学性能情况,最终确定各元素具体控制范围详见表1。
1.2工艺设计
热轧盘条生产工艺路径为:电炉+炉外精炼(LF)+连铸+热轧工艺。为满足成品盘条对于夹杂物的要求,冶炼工艺围绕窄化学成分范围,低P、S以及减少夹杂物等方面进行控制[2],对电炉出钢、炉外精炼以及连铸工序关键环节进行重点管控。
钢坯的加热质量和轧制温度控制直接影响盘条的性能和后续圆环链加工性能,严格控制加热温度,防止出现过热、过烧等加热缺陷[3]。开轧温度按1010~1070℃控制;精轧机入口温度控制在900~960℃;吐丝温度控制在840~900℃。斯太尔摩风冷线风机全关,罩盖1~2开,辊道速度控制在20~30rpm。
1.3热处理工艺设计
在实际生产中起重用短环链的淬火工艺已有相关的研究[4],但120级圆环链的热处理工艺暂无相关报道。为摸索出适当的热处理工艺制度,对热轧盘条进行系列温度淬火、回火试验,系列淬火温度设计为840、870、900、930、960℃,回火温度400℃。淬火温度设计为930℃,系列回火温度设计为260、290、320、350、380℃。对各工艺热处理后的盘条进行力学性能和金相组织检测。
2材料试制与分析
2.1热轧盘条性能指标
按照文章设计的成分和工艺进行试制,热轧盘条的规格φ10~12mm。对热轧盘条的非金属夹杂物、力学性能和弯曲性能进行检测,各项性能检测结果详见表2、表3。非金属夹杂物、弯曲性能均满足用户要求。
2.2热处理试验与分析
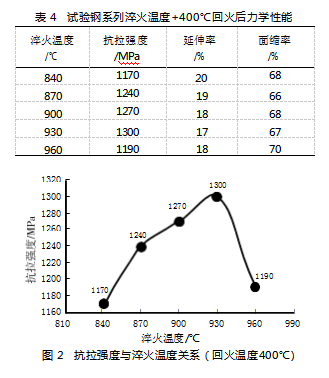
温度淬火试验,试验后力学性能检验结果如表4所示,热处理状态金相组织如图1所示,抗拉强度随淬火温度变化趋势如图2。当回火温度为400℃时,在930℃淬火盘条的抗拉强度最高,达到1300MPa,同时延伸率为17%,面缩率为67%。金相组织方面,840℃淬火仍存在部分未淬透的铁素体;870~930℃淬火组织为回火马氏体,960℃淬火时为粗大的板条马氏体。
根据系列淬火温度试验结果,选择930℃为淬火温度进行系列温度回火试验。试验后的力学性能结果见表5,热处理后金相组织如图3所示,抗拉强度与随回火温度变化趋势如图4。当淬火温度为930℃时,在320℃回火时盘条具有最高的抗拉强度,达到1340MPa,延伸率保持在16%,面缩率保持在70%。金相组织均为回火马氏体。
根据上述系列温度淬火/回火试验及相关的力学性能检测结果,初步设定120级高强圆环链的热处理工艺制度如表6所示。
3材料应用与评估
圆环链一般加工工艺为:拉拔→球化退火→编链→焊接(闪光焊)→热处理(淬火+回火)→检验→成品链条。圆环链通常采用中频感应差温热处理[5],与南钢热处理试验所使用的热处理炉有一定差异。下游用户通过南钢给定的热处理工艺制度,结合自身中频热处理设备进行相关试验,应用φ12mm的热轧盘条所制备的φ10mm规格成品链条检测结果详见表7。成品链条破断力达到了139kN,可满足120级链条强度要求,伸长率和表面硬度等指标满足圆环链行业标准中的各项技术指标要求。
4结论
针对120级高强度圆环链盘条LC120G的研发,通过对化学成分、轧制工艺优化并对热处理工艺制度进行试验,协同下游用户开展了全产业链产品试制。首先,采用成分及工艺生产的热轧盘条各项指标满足用户标准要求;其次,热轧盘条采用热处理制度进行热处理后,抗拉强度≥1300MPa,延伸率≥15%,面缩率≥60%;最后,下游用户采用南钢提供的热处理工艺制度生产的成品链条满足圆环链行业标准中120级链条的各项技术指标要求。
参考文献
[1]李浩.T(8)级起重用短环链编链与焊链技术研究[D].保定:河北农业大学,2015.
[2]樊晶.20Mn2链用盘条的研制[J].河北冶金,2009(6):18-19+56.
[3]贾元海,张春雷,邓博赜.圆环链用钢CG80盘圆的开发实践[C]北京:中国金属学会.2017:3.
[4]陈静,王宝奇,姜延飞.热处理工艺对新型C级矿用圆环链用钢组织与性能的影响[J].热加工工艺,2008(6):56-58.
[5]马瑞勇,王维喜,张兵军,等.25MnV钢矿用高强度圆环链的中频感应加热淬火[J].金属热处理,2004(11):65-67.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/80034.html