摘要:柔性化是当前汽车主机厂所普遍采取的生产策略,条形码技术作为车身识别的手段在该策略中起着举足轻重的作用。然而由于条形码质量问题导致的识别系统可靠性较低的问题给生产活动带来了困扰和挑战。为了提高车身识别成功率从而提高汽车装配线的生产效率,研究了提高数字化控制系统可靠性的问题,创新性地提出了基于RFID识别系统冗余设计的解决方案。对导致控制系统可靠性降低的条形码识别失效进行了分析,对RFID系统设计进行了阐述,最终给出优化后的冗余系统程序流程。该系统的应用有效地提高了控制系统可靠性及汽车装配线的生产效率,取得了良好的经济效果,具备一定的示范效应。
关键词:条形码,RFID,冗余,自动化系统集成
0引言
当今我国汽车制造业正朝着数字化、柔性化、高效、可持续智能制造的趋势发展[1]。柔性化的内涵是在满足客户个性化需求而实行订单式生产的同时又不增加生产成本,这要求汽车装配线能够装配任意混批甚至单辆汽车。在汽车车型、配置、排产数量频繁变动的情况下,条形码技术在编制和优化汽车装配线的生产计划与调度,控制整个装配工位的装配节奏,使其负荷均衡并保持与大规模生产线一样的资源利用率的过程中起到了关键作用[2]。然而由于各别条形码质量问题,导致车身装配信息不能被识别,这直接影响了生产的正常进行。原渊[3]通过图像处理技术把条形码的提取方法进行升级,由Hough直线检测对图像检测进行处理以及对条形码水平进行校准,使条形码的扫描更加便捷高效。彭楷烽等[4]通过机器视觉技术结合图像金字塔算法实现了较好的条形码识别效果。上述学者在理论上进行了非常清晰的阐述,在提高条形码识别领域的研究均取得了一定的成果,但并未在硬件及其集成方面进行阐述,研究成果转化概念模糊。本文区别于上述专家学者研究单个器件(条形码)的可靠性,从而提高识别率的做法,从系统角度出发,创新性地提出冗余设计的解决方案。冗余技术作为提高系统可靠性非常重要的一种手段,越来越被现代工业的设计者们所采用。本文通过RFID作为冗余设备来提高系统可靠性,该方案可行性高,可执行性强,实际应用效果良好,研究成果转化落地快捷,很好地提高了车身装配信息识别成功率,从而提高了车间的生产效率。
1条形码技术
条形码技术是一种是以计算机、光电技术和通信技术为基础的自动识别技术,在工业生产自动控制等领域得到了广泛的使用[5]。自20世纪被发明至今按码制分类常用的条形码类型10余种,如Code-39码、UPC码、Code-128码等。Code-128码因能表达128个字符而得名,包含符号、字母和数字,在国内得到了广泛的应用。Code-128码在结构上被分成空白区和符号字符区,其中符号字符区由起始字符,表示数据和特殊符号的字符,符号校验字符,终止字符组成。在使用时读码器向条形码发射660 nm波长的光波,光波在遇到条形码后会因为条形码的条与空的反射率不同,接收到不同的反射信号,这些信号以上升沿和下降沿的形式记录被记录。信号经光电转换后经过放大电路将信号放大整形,转化成标准的模拟信号。
车身进入总装车间车身交付中心(Body Delivery Center,BDC)前,车身纵梁上被贴上条形码(Code-128码),该码是车辆的唯一性编码,与该码对应的车辆配置信息如车身颜色、车型、天窗类型、螺钉扭矩等数据则存储在生产控制系统服务器上,如图1所示。通过在生产线初始端设置读码器来读取纵梁上的条形码信息,并将信息通过PROFINET总线发送给PLC,PLC将该信息打包成标准格式的报文发给生产控制系统服务器,随后服务器将包含有车辆配置信息的标准应答报文发到各个需求终端(涂胶机器人、扭矩扳手、物流等)。
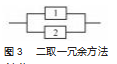
条形码的质量是一个系统的工程,包括打印设备、条形码本身和读码设备3个部分组成。实际条形码的印制过程中,由于纸张、碳带、打印参数和打印机的影响,打印出的条形码经常存在污点、空隙,甚至局部大面积信息丢失的情况[6]。条形码质量问题导致读码器读码失败的案例时有发生。由于打印设备、条形码本身是由IT管理,设备维护人员难以掌控。在这种限制情形下,为了降低读码系统失效率,设备维护人员能做的只有改善读码设备的性能。在对读码器各项配置参数一一优化后,最终得到一项最优解,此时某总装车间读码失效率为2%。应对失效的解决方案是人工手动输码,即将条形码的数值通过上位机直接传输至PLC数据块中,该处理过程单次需要5 min,工作流程如图2所示。某总装车间生产节拍为44JPH(jobs per hour),单班产量440辆,照此计算每个班次由于读码失效造成的停线时长为440×0.02×5=44 min,对生产目标的达成形成挑战。
2冗余技术
可靠性(reliability)是指在一定条件下、在规定时间内设备或产品正常运行的概率。提高设备可靠性的两种策略包括[7]:(1)提高每个元件的可靠性;(2)提供冗余。
生产系统由一系列既相互独立又相互关联的元件组成,如果其中任何一个元件失效,那么整个系统将出现故障,如上述条形码读码失效导致的整条装配线停产。在对读码器的各项参数进行优化后,其作为单个元件的可靠性得到了一定程度的提高,但仍难满足生产节拍的要求。
要提高系统可靠性,需要增加冗余(redundancy)。冗余技术是提高系统可靠性非常重要的一种手段,它在现代工业生产中扮演越来越重要的角色[8]。该方法通过增加额外的元件提供元件备份,元件并联系统是一种标准的运作管理策略,其示意图如图3所示。
冗余技术下系统的可靠性评估方法为:
RS=R 1+R2×(1−R 1)(1)
式中:R1为元件1的可靠性;R2为元件2的可靠性。
综上,设计一种备份系统与条形码系统并联形成冗余系统,可有效提高某总装车间装配线系统的可靠性。
3 RFID技术
无线射频识别(Radio Frequency Identification,RFID)技术是一种非接触式的自动识别技术,它是通过磁场、电场,利用无线射频信号自动识别目标对象,无需人工干预,就可以实现目标对象的数据采集和数据交换[9-10]。由于这些特性,非常适合用作第2节中的R2元件。一套完整的RFID系统由读写器(Reader)、电子标签(Tag)和数据管理系统3个部分组成。读写器是RFID系统信息控制和处理中心,在一个区域内发送射频能量形成电磁场,处于区域内的标签凭借感应电流所获得的能量向读写器发送存储在芯片中的数据信息(读操作),或根据读写器的指令修改存储在其中的数据(写操作)[11-12]。读写器具备外设接口,用于与控制接口单元连接,支持多种工业网络通信协议。电子标签由耦合元件和芯片组成[13],被安装在车身输送设备(滑橇、吊具等)的表面,存储着和输送设备装载的车身条形码一致的信息内容。
自动化是一项基于机械、电气、计算机技术以及自动控制等学科理论相互交叉结合之后产生的专门应用于工业生产领域的复杂技术。所谓自动化系统集成就是利用工业总线技术和控制策略将单个独立的用于完成特定工艺和工序的机电设备有效融合在一起形成一个系统的过程[14]。RFID系统适用过高或过低的温度、过度磨损以及安装在金属内或金属上的工业应用场景,RFID标签是无源的,因此基本上无需维护,有较高的可靠性。RFID控制接口代表通往更高级别系统(如PLC)或其他IT系统的网关。它们适用于所有常见的现场总线系统和工业以太网协议(PROFIBUS、PROFINET、以太网/IP、TCP/IP、MODBUS TCP/IP、EtherCAT),可为几乎每种识别应用提供多种选择。某总装车间企业网络主体规划为信息网络及控制网络2部分,控制网络规划为PROFINET以太网协议[15]。RFID系统支持PROFINET以太网协议,这是其能集成到当前自动化系统的前提条件。
自动化系统集成包括硬件集成和软件集成两个方面。硬件集成主要包括配电和网络集成。根据RFID硬件手册使用M12连接器连接RFID读写器和控制接口模块。计算开关电源功率余量,确保其足以驱动RFID系统。规划配电端子,使用M12连接器对控制接口模块进行配电。根据网关物理层和数据链路层的定义制作通信线缆,设置交换机,使RFID的媒体访问控制地址(Media Access Control Address,MAC)集成到自动化系统局域网内。软件集成主要任务是实现数据和信息的传送、存储、处理及完成控制策略和人机界面。国际电工委员会(Interna⁃tional Electrotechnical Commission,IEC)和现场总线基金会将现场总线定义为连接现场智能设备和自动化系统的数字式、双向传输、多分支结构的通讯网络,其实质上定义了硬件接口和通信协议的标准。现场总线是将自动化最底层的现场控制器和现场智能仪表设备互连的实时控制通讯网络,遵循ISO/OSI开放系统互连参考模型的全部或部分通信协议,是工业自动化系统集成技术的基础[16]。ISO15745标准(工业自动化系统和系统集成-开放系统应用集成框架)解决了系统集成的应用需求和接口两个基本问题[17],标准要求开发接口规范时用可扩展标记语言(Extensible Markup Language,XML)表述。
组态技术是自动化系统集成的一个重要组成部分,这使得用户程序和现场设备物理地址建立起连接。RFID产品设备数据库文件或GSD文件用XML表述,在表述数据单中不仅定义了接口,而且对功能(I/O信号数量和诊断信息)和总线参数(IP地址和设备名称)等进行了描述。安装RFID GSD文件,对其进行组态,建立其硬件的实际安装与软件中的地址、管理数据的对应关系[18]。定义符号和变量,根据现场工艺编制用户程序,检测到条形码读码失败后启动RFID,将读取的标签内的数据存储在和条形码共享数据块内。
4效果验证
升级后的冗余系统工作流程也发生了变化:当车身在装配线0工位被定位检测到,即启动条形码读码器,如果读码成功则将条形码数据存储在PLC相应数据块中供通讯程序调用;如果读码失败,设备发出报警信息并同步启动RFID系统,RFID将读取的标签内的数据存储在和条形码共享数据块内;如果RFID失效,则最终采用人工输码的处理方式,如图4所示。RFID系统上线后的统计结果显示其可靠性为99%,那么根据式(1),升级后的车身识别系统的可靠性为RS=98%+99%×2%=99.98%,这较升级前的系统可靠性98%提升了1.98%,改善效果显著。升级后的车身识别系统的可靠性99.98%为理论值,在实际的生产应用中,并未发生由于该系统失效引起的停机时间。为了保障系统长期稳定的运行,冗余系统的诊断报警尤为重要,当元件1故障后系统及时切换到元件2工作,并给出报警提示,维护人员根据报警信息及时进行在线维护或更换。
5结束语
中国乘用车市场经历近30年的高速发展,成为了全球最大的单一汽车市场。面对规模如此大的一个市场,为了抢占市场份额和扩张市场占有率,各主机厂纷纷加快产品迭代速度,加大生产产能,同时降本增效,推出更具性价比的汽车产品。在这种背景下,生产设备的可靠性显得尤为重要。条形码设备作为总装车间车身码识别的关键设备,受条形码质量问题等因素制约,其可靠性不能满足生产节拍的要求。对条形码技术的原理进行了阐述,在此基础上对其失效原因进行了分析,得出条形码设备作为单一元件其可靠性已无提升空间的结论。因此,需要另辟蹊径提高设备系统的可靠性。在对如何提高设备可靠性课题进行大量研究的情况下,结合某总装工厂生产线设备的实际架构,本文创新性地提出RFID技术作为条形码技术的备份,从而设计一种冗余识别系统。对冗余技术从理论上进行了论述,并给出冗余技术下系统的可靠性评估方法。方法表明冗余技术对于提高系统可靠性的可行性,为后续工作提供了理论支持。对RFID技术进行了阐述,剖析了其技术特点及使用场景,这为条形码设备的备份设备科学选型提供了基础。结合RFID实例对工业自动化系统集成从概念、过程等方面进行了阐述,强调了现场总线及组态技术在系统集成中的重要作用。最后更新了加入RFID设备后的冗余系统流程图,并对升级后的系统可靠性进行了量化验证,结果表明升级后的系统可靠性较改造前有较大幅度提高,效果显著。在当今各汽车主机厂识别技术普遍采用单一元件的背景下,冗余系统概念新颖、可行性高、实际应用效果良好,为行业提供了一种创新思路,希望能对行业贡献一点有益的借鉴与参考。
参考文献:
[1]王志远.单轨电动输送系统中的数据管理[J].工业控制计算机,2023,36(5):9-11.
[2]Yan Hongsen,Xia Qifeng,Zhu Minru,et al.Integrated production planning and scheduling on automobile assembly lines[J].IIE Transactions,2003,35:711-725.
[3]原渊.针对纸品包装图像条形码进行定位识别方法研究[J].造纸科学与技术,2021,40(2):62-64.
[4]彭楷烽,朱厚耀,施冬冬,等.基于PCA的条形码定位识别方法[J].机电工程技术,2020,49(6):82-84.
[5]庞东平,张绍芳,曲杰.条码扫描系统在汽车纵梁折弯全自动生产线的应用[J].锻压装备与制造技术,2009,44(4):53-55.
[6]王良涛,杨斌,石飞飞,等.基于code 128码质量、评价标准的研究及其在汽车制造中的应用[J].汽车工艺师,2022(5):44-49,53.
[7]海泽,伦德尔.运作管理[M].北京:中国人民大学出版社,2011.
[8]贺伟超,马吉强,龙威.数字化仪控系统冗余设计分析[J].自动化博览,2011,28(6):80-86.
[9]高颖.物联网技术在物流行业中的应用[J].中国高新科技,2021(17):59-60.
[10]王瑞娜.基于RFID技术的智能仓储管理系统研究[J].湖南邮电职业技术学院学报,2023,22(1):29-31,36.
[11]佚名.射频识别技术(RFID)[J].Computer engineering&soft⁃ ware,2018,39(5):228-229.
[12]胡博.射频识别(RFID)技术的应用[J].卷宗,2017(27):233-233.
[13]薛冰.RFID技术的仓储物流自动化技术探讨[J].时代汽车,2021(23):32-33.
[14]孙祺麟.自动化系统集成项目质量综合评价及其应用[D].南昌:南昌大学,2019.
[15]王志远.工业以太网在电动单轨系统中的应用研究[J].自动化仪表,2023,44(4):60-64.
[16]陈在平.现场总线及工业控制网络技术[M].北京:电子工业出版社,2008.
[17]卞正岗.关于工业自动化系统的集成技术[J].测控技术,2007 (9):1-3.
[18]龚仲华.S7-300/400系列PLC应用技术[M].北京:人民邮电出版社,2011.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/78186.html