SCI论文(www.lunwensci.com):
摘要:为进一步提升焦炉气制甲醇生产效率和安全性,以某化工企业甲醇生产线火炬系统的现存问题作为研究案例,基于自动控制原理和方法,利用PLC技术对焦炉气制甲醇生产过程中的火炬系统进行全方位的技术改造,并探究其安全防护措施。预计,本次技术改造将进一步提升该企业火炬系统的运行质量,有助于进一步推动焦炉气制甲醇生产线的稳定高效运行。
关键词:焦炉气;甲醇生产;技术改造;火炬系统
0引言
为降低焦炉煤气排放造成的环境污染和资源浪费等问题,当前焦炉气制甲醇成为多家化工企业重点研究的一项内容。在该工艺中,通常通过焦炉煤气净化、焦炉煤气重整、甲醇合成和甲醇精馏4个步骤实现。该工艺流程中火炬系统是不可或缺的一个组成部分,其承担着热能回收、安全排放和确保炉内压力平衡等多方面的重要作用。因此,提升焦炉气制甲醇环节的效率和质量,其关键则在于对火炬系统进行技术改造研究。
1项目概况
某化工企业拥有年产48万t甲醇生产线,在该生产线中,主要采用焦炉气制甲醇技术模式,每年可消耗该企业焦化车间焦炉煤气达2亿m³以上,其环保效益和经济效益均较为突出。从具体工艺流程分析,该企业甲醇生产车间的装置工艺流程如下:对焦炉煤气进行脱除大分子杂质操作,并依次经过干式螺旋气柜和焦炉煤气压缩机,进行加压脱除硫化氢等操作;对焦炉煤气中残余的部分有机硫化物进行加氢处理,对焦炉煤气进行脱硫,使之总硫含量不足4mg/m³;对脱硫后的煤气,按照化学计量比充入蒸汽,使两种组分混合均匀,并将其加热到650℃,至纯氧转化炉中进行转化反应,得到转化气后,进行加压,并将其送入合成工序;将反应后的合成气进行冷却,降温至40℃后分离得到粗制甲醇;对粗制甲醇进行闪蒸、加压等操作得到精制甲醇12。具体合成工艺流程如图1所示。
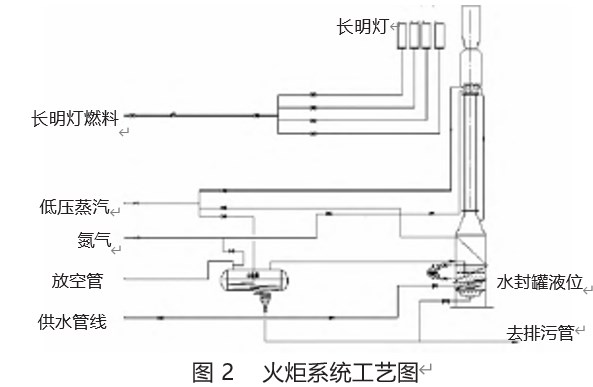
在该生产工艺流程中,火炬系统在多个工艺环节均发挥作用,主要表现为以下3个方面:一是对焦炉气燃烧释放的热能进行回收利用,降低生产中的热能消耗;二是对焦炉气中的一氧化碳等有害物质进行燃烧转化;三是通过控制焦炉气的排出,保持炉内的压力平衡。该企业现有的火炬系统中,高度达到60m,采用3座互为120°的塔架予以支撑。在该系统运行·过程中,主要针对甲醇制造生产线上产生的各种副产物气体进行燃烧处理,将副产物气体全部转化为无害的二氧化碳和水等组分后排入空气中[3-4]←。火炬系统的整体工艺图则如图2所示。
在当前的运行过程中,经过技术部门综合分析后,确定火炬系统仍存在以下几方面的问题:其一,火炬系统与甲醇生产车间的距离超过2km,但仍然基于人工调节模式控制火炬水封罐液位,对于特殊情况的调节能力不足,需采用自动控制模式进行改进;其二,该火炬系统的煤气管道规格为DN50,气源为未处理的焦炉煤气,由于既有系统未考虑疏通措施,当前部分管线已出现堵塞现象,需对点火器进行优化调整。对此,技术部门决定对火炬系统进行优化改造。
2火炬系统优化调整策略
2.1高空点火器的优化改进
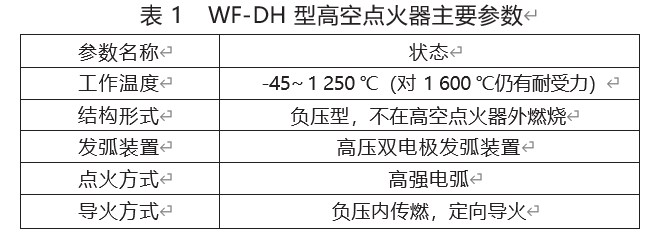
在综合分析火炬系统的运行情况后,首先对高空点火器进行优化改造,其主要目标是,确保高空点火器在无引火燃气的条件下即可启动火炬系统,且点火器材料应当具有耐高温的能力。对此,综合对比各类高空点火器的工艺参数后,选取WF-DH型高空点火器,其主要参数如表1所示。
在此基础上,为本次WF-DH型高空点火器配备型号为WF-SY的电极石英绝缘子,其同样具有较高的高温耐受能力,且在1 200℃下骤冷至常温的极端工况下不会发生损坏。
2.2引入自动控制系统
为有效解决传统人工控制模式存在的困难和问题,本次决定应用自动控制系统,对火炬系统进行自动控制。综合考虑实际情况后,本次确定选用西门子S7-1200型PLC,同时设置以下几类控制信号:DI控制信号,主要用于调节阀的远程开关控制;AI信号,主要用于对水封槽液位、火炬头温度、分液罐进口压力、分液罐液位和低压伴热蒸汽流量的监测与控制;AO信号,主要用于对调节阀的开度大小进行控制;DO信号,主要针对点火器的点火控制。
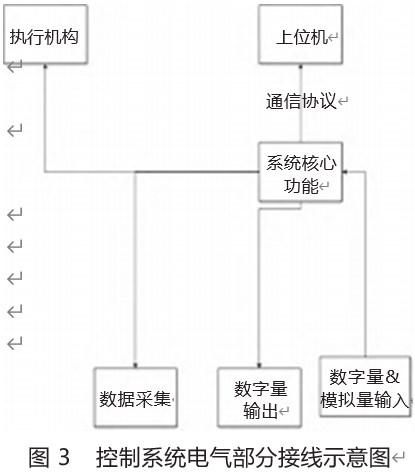
据此,以PLC为核心,并参考上述输入输出端口分配情况,根据实际需要输出不同的信号,由此设计电气部分的接线图如图3所示。
基于该电气接线方法,在系统实际运行过程中,PLC即可根据采集到的数据进行自动分析处理,将采集到的数字量或模拟量全部转换为数字量输出,以此实现对执行机构的有效控制。
2.3对火炬系统提供的反应压力进行调整
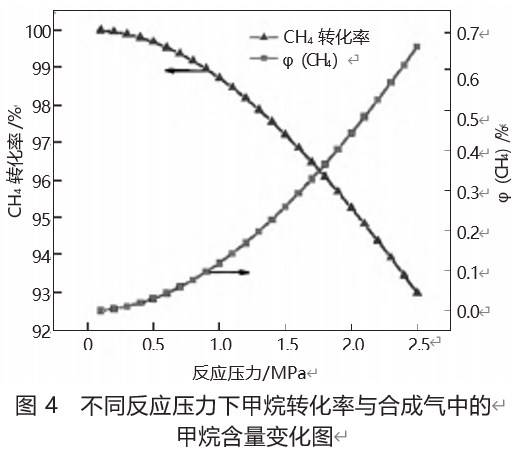
由于本生产线中,焦炉气制甲醇所需的反应压力主要由火炬系统提供,因此技术人员在该环节研究中,应用化学平衡相关理论和实验方法,重点分析在改变反应压力的情况下,焦炉气中甲烷组分含量及其转化效率是否随之发生显著变化。在控制反应温度为950℃的前提下,分析不同反应压力的影响,分析结果如图4所示。
根据图4可知,随着反应压力的逐步提升,焦炉气中甲烷组分体积分数及其转化效率两项指标的变化大相径庭,其中前者呈现出显著下降趋势,而后者则加速上升。相对而言,前者所受的影响程度相对较低,据此推断,为确保甲烷得到充分转化分解,不应过度提升反应压力,需将反应压力控制在1.8 MPa以下,以确保甲烷组分体积分数始终处在低于0.4%的低水平,使之对合成气的负面影响降至最低。因此,技术人员对火炬系统的PLC控制模块进行调整,确保其输出的压力始终在1.8 MPa以下。
3火炬系统安全防护措施
为提升火炬系统在改进后的运行安全性,技术部门从以下几个方面入手,对安全防护措施进行制定:首先,系统配备了可监控燃料气压力的传感器型开关。无论何时,当燃料气的压力处于预设值以下时,可编程逻辑控制器(PLC)都将接收到传感器发来的异常信号。此时,控制柜面板上的指示灯和燃料气控制阀均处于关闭状态,以确保操作人员在安全模式下进行故障分析与排除。其次,该系统配备了热电偶,用于监测火炬长明灯的运行状况。一旦长明灯意外熄灭,自动点火程序将自动启动。如果点火多次失败,系统也会关闭燃料气控制阀,以确保安全运行。此外,现场操作柜还设置了可靠的接地装置。放空气管道和燃料气管道之间设有静电跨接线,以防止静电积聚和电火花的产生。
4结语
整体来看,在本次研究工作中,针对某化工企业在火炬系统运行中存在的不足,基于自动控制原理对火炬系统进行改造。在火炬系统改造完成后,可以实时监测火炬现场设备运行情况,可以及时发现任何情况,降低了事故发生的可能,同时其对于焦炉气制甲醇的效率提升也将发挥一定作用,有利于整条生产线的高效稳定运行。
参考文献
[1]王丽平,高飞龙.焦炉气制甲醇装置精脱硫系统优化改造总结[J].中氮肥,2023(2):38-41.
[2]杨永杰,冯传壮.焦炉气制甲醇中驰放气回收利用工艺的探讨[J].化学工程师,2021,35(11):82-86.
[3]汪家铭.徐州龙兴泰能源30万吨/年焦炉气制甲醇及10万吨/年液氨项目开工[J].合成技术及应用,2021,36(3):60.
[4]邓晶.一种新型分离过滤一体式煤气过滤器在焦炉气制甲醇工艺中的妙用[J].智能矿山,2021,2(3):56-57.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/77950.html