SCI论文(www.lunwensci.com):
摘要:中国石化海南炼油化工有限公司(以下简称海南炼化)加氢裂化装置于2017年大检修期间对原催化剂FF-46与FC-16B采用器外再生后重新装入反应器并补充新的精制剂FF-66与裂化剂FC-80。通过FRIPP对催化剂的级配作优化调整后,根据裂化剂FC-80具有良好的环状烃开环与优异的的芳烃加氢饱和特性,加裂尾油的黏度指数提高了20,尾油中BMCI值(芳烃指数)降低8,但加氢后的尾油凝点提高10℃,作为润滑油基础油。下游装置的进一步的临氢异构脱蜡后产品的凝点在-20℃以下,加氢后的产品性能满足要求。
关键词:加氢裂化;催化剂FC-80;级配优化;粘度指数;BMCI值
0引言
加氢裂化装置采用FRIPP研制的FDC单段两剂串联多产中间馏分油技术工艺,提高加氢裂化技术对原料的适应性、生产灵活性,延长催化剂运转周期,提高装置处理能力[1]。根据工艺的加工特点,在保持装置转化率前提下,最大量生产中间馏分油兼顾满足加裂尾油作为高档润滑油基础油的要求[2-3],2017年大检修期间,对加氢裂化的催化剂级配作出调整优化,新增裂化催化剂FC-80,生产具有高黏度指数的润滑油基础油。
1加氢裂化装置运行情况
本装置采用单段串联一次通过,炉前混氢、热高分工艺流程,2017年大检修升级改造后加工处理量达到了150×104 t/a,加氢精制催化剂与加氢裂化催化剂的体积空速分别为1.4 h-1和1.6 h-1。反应单程转化率85%,采用中油型加氢裂化催化剂,主要的目的产品重石脑油作为催化重整进料,加氢裂化尾油作为优质润滑油基础油供给下游装置,同时生成航煤产品,部分液化石油气、轻石脑油以及柴油,是企业改善产品结构、提高清洁油品与走绿色环保加工流程的一套重要装置。在2017年11月大检修中,加氢裂化装置采用部分催化剂器外再生,补入新裂化剂FC-80,此次催化剂级配体系在实现最大量生产重石脑油和航煤,同时改善尾油产品质量的作用更为明显,为下游装置提供优质原料。
2催化剂级配优化后的标定情况
2.1两次标定期间原料性质及主要参数
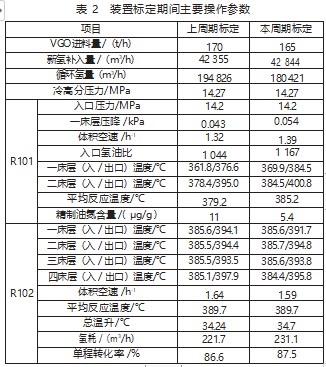
两次标定周期的标定数据(表1)显示,本周期的原料性质偏重,蜡油馏程的初馏点与终馏点的都较上周期增加,氮含量、残炭及芳烃含量增加,密度较高且有沥青质存在,原料性质变差导致装置的整体的反应苛刻度提高。
2.2装置标定期间主要操作参数
从表2标定的主要参数可看出:本周期一反(R101)的体积空速较上次标定大,入口氢油比较上次标定增加,一反新加入少量的新催化剂FF-66,主要的精制催化剂还是以再生剂FF-46为主,为保证精制反应器的脱氮效果,平均反应温度提高6℃;二反(R102)体积空速较上次标定降低,由于二反四床层新加入裂化剂FC-80,在平均反应温度相同总体温升有提高的情况下,整体裂化催化剂加氢活性反而加强,氢耗有所增加,单程转化率提高。
3加氢裂化尾油性质影响分析
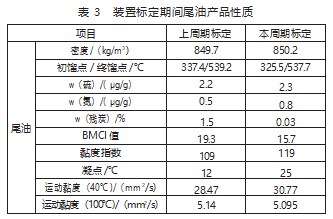
上周期的加氢尾油的黏度指数不能完全满足下游装置的需求,时常因原料性质波动导致尾油的黏度指数变化,本周期采用FF-46/FF-66加氢精制催化剂和FC-16B/FC-80加氢裂化催化剂级配体系,生产加氢尾油的性质良好,各项生产指标达到了优质润滑油基础油的标准。本周期运行标定期间尾油性质见表3。
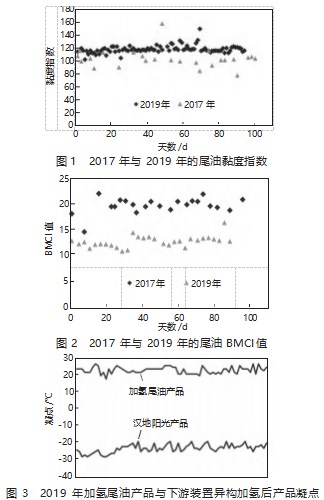
2017年大检修前以精制剂FF-46/裂化剂FC-16B的催化剂级配生产的尾油性质与检修后以精制剂FF-46/FF-66裂化剂FC-16B/FC-80级配优化后生产的尾油性质的比较如图1、图2所示。2019年加氢尾油产品与下游装置异构加氢后产品凝点见图3。
加氢裂化尾油中的链烷烃含量高,BMCI值较低,是乙烯裂解的一种优质原料,其硫氮含量低也是润滑油加工的优质基础油。图1显示尾油的黏度指数在催化剂级配优化前最高值能达到158,最低时达到78,平均值保持在100,2017年加入新裂化剂FC-80后,尾油的黏度指数平均值稳定在120,整体提高了20。图2显示尾油BMCI值在加入新催化剂前保持在20附近,级配优化后正常生产下降至12,整体下降了8,说明二反四床层加入的新裂化剂FC-80对环烷烃的加氢开环及芳烃的加氢饱和能力改善明显,产品尾油的BMCI值与黏度指数变化明显,达到了催化剂级配优化的预期效果。
4结论
1)通过装置标定数据对比显示,采用了新的催化剂级配技术后,黏度指数也提高了20,尾油的BMCI值(芳烃指数)降低了8,加入的新裂化剂FC-80对环烷烃的加氢开环及芳烃的加氢饱和能力改善明显,达到了催化剂级配优化的预期效果;
2)加氢裂化尾油中凝点在催化剂的级配优化前保持在10℃以下,下游装置异构加氢降凝后产品的凝点在-20℃左右,加氢裂化尾油凝点在催化剂级配优化后保持在20℃以上,下游装置异构降凝后产品的凝点在-20℃以下。催化剂级配优化后产品的性能得到有效改善。
参考文献
[1]彭冲,曾榕辉,黄新露.FDC单段两剂加氢裂化技术的工业应用[J].石油炼制与化工,2014,45(7):52-55.
[2]姜维,姚春峰,金爱军,等.FC-16B级配FC-14加氢裂化组合催化剂工业应用分析[J].中外能源,2017(22):68-74.
[3]孟宪筠.加氢脱蜡催化技术在润滑油基础油生产中的应用[J].当代化工,2006,35(4):239-242.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/77827.html