SCI论文(www.lunwensci.com)
摘要:选区激光烧结覆膜砂是增材制造的一个重要分支, 应用于快速制造覆膜砂铸型 (芯), 极大缩短传统砂型铸造产品的开发周 期。通过选区激光烧结制备覆膜砂试样并进行了后处理强化, 通过拉伸、压缩及抗弯实验测试其力学性能, 通过扫描电镜及红外 分析揭示固化特性。研究表明: 酚醛树脂低温时第一次固化乌洛托品与游离酚、残留水分反应, 氮原子上的化学键与线性酚醛树 脂反应, 缩聚为体型结构产物, 随着温度升高, 一次固化的二羟基苄胺与三羟基苄胺进一步分解形成体型结构达到二次固化, 强 度得到提升。在后处理中添加玻璃微珠, 190 ℃下覆膜砂强度最大, 抗拉强度能达到 4.22 MPa。覆膜砂试样后处理 190 ℃下固化较 完全, 断裂方式为内聚断裂及附着断裂共存, 160 ℃及 220 ℃下存在碗状断口, 断裂方式为附着断裂。
Study on Post-treatment Curing Process and Properties of Selective Laser Sintered Coated Sand
He Mingzhi1. Dun Yapeng1. 2. Jiang Fang2. Tang Xing1. Li Guobin3. Xie Zhihang1
( 1. School of Materials Science and Engineering, Hubei University of Automotive Technology, Shiyan, Hubei 442002. China;2. Hubei Cultural Industry Economic Research Center (Hubei University of Education), Wuhan 430205. China;3. Haixi (Fujian) Institute, China Academy of Machinery Science & Technology Co., Ltd., Sanming, Fujian 365500. China) Abstract: Selective laser sintering coated sand is an important branch of additive manufacturing, which is used to rapidly manufacture coated sand casting (core) and greatly shorten the development cycle of traditional sand casting products. The coated sand samples are prepared by selective laser sintering and strengthened by post-treatment. The mechanical properties are tested by tensile, compression and bending experiments. The curing characteristics are revealed by scanning electron microscopy and infrared analysis . Research has shown that phenolic resin for the first time when low temperature curing methenamine reaction and free phenol and water, the chemical bonds on the nitrogen atoms and linear phenolic resin reaction, condensation product for body structure, as the temperature increases, the decomposition of dihydroxybenzylamine and trihydroxybenzylamine gives methyramine, further formed shape structure to secondary curing, intensity is improved. When glass beads are added in the post-treatment, the strength of coated sand reaches the maximum at 190 ℃ , and the tensile strength reaches 4.22 MPa. The coated sand samples are cured completely at 190 ℃ , and the fracture mode is the coexistence of cohesive fracture and adhesion fracture. There are bowl-shaped fractures at 160 ℃ and 220 ℃, and the fracture mode is adhesion fracture.
Key words: selective laser sintering; precoated sand; post-processing; curing reaction
0 引言
选区激光烧结 (Selective Laser Sintering, SLS) 是增 材制造的一个重要分支, 其快速且精确的试制特点, 应用于快速制造覆膜砂铸型 (芯), 极大缩短传统砂型铸造 产品的开发周期, 降低单件及小批量产品的成本[1-3]。因其成型原理为逐层烧结, 可成型制造任意结构, 针对外 形结构复杂的高端铸件可以解决其传统开模难度大及精度不高等问题[4-6]。随着绿色铸造智能工厂的发展, 选区激光烧结技术为砂型铸造开辟了一个新路径.
由于在激光烧结过程中是逐层烧结松散覆膜砂, 存在砂粒连接强度不够、孔隙率高等现象, 影响铸件质量[7-8]。诸多研究机构及学者研究其激光烧结工艺及强化工艺, 刘泰涞[9] 以拉伸强度和精度指标对激光烧结预热温度、激光功率、扫描速度和铺粉层厚等工艺参数进行 优化, 获得 SLS最佳工艺参数; Xu Z F 等[10]探究了激光 能量密度与抗拉强度的关系; 刘兆平等[11]使用 BP 神经网络建立精度与选区激光烧结工艺参数间的预测模型, 预测选区激光烧结覆膜砂制件的最佳精度; 没有进一步探究激光烧结后的后处理固化工艺, 以满足铸造使用要求。 芦刚等[12]研究浸渗硅溶胶工艺对 SLS 覆膜砂强度的影响 及其强化机理, 随着浸渗温度上升, 浸渗时间增加, SLS 覆膜砂强度明显增大, 当浸渗温度和时间为 30 ℃和15 h 时, SLS 覆膜砂强度最大; 王祥宇等[13] 通过真空浸渗, 将浓度不等的水玻璃/二氧化硅混合液到砂型中, 试 验研究其抗拉强度与高温残留强度的影响, 常温抗拉强 度最高达到 8.38 MPa, 强度增加超过 5 MPa, 但对后处 理后的力学性能以及固化特性揭示还不够充分。杨伟 等[14] 针对 SLS 成型的试样通过真空浸渗水玻璃的方法, 发现能够增加常温强度并且可得到良好的高温强度, 通 过测试其常温抗拉强度为 6.87 MPa。由于选区激光烧结 覆膜砂初坯强度很低, 无法直接浇注, 在工业应用中需 要后续强化, 后处理工艺能够提升其力学性能, 故本文 研究后处理固化工艺对激光烧结试件的力学性能的影响, 揭示在后处理工艺下覆膜砂的固化机理。
1 实验材料及方法
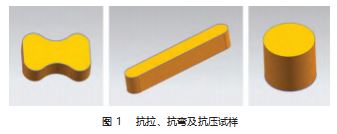
试验用覆膜砂为 100~200 目酚醛树脂覆膜砂, 其中 腰果壳液改性酚醛树脂含量为 5%~8%, 三聚氰胺甲醛树 脂含量为 1%~2%, 固化剂六亚甲基四胺含量为 0.6%~ 0.8%。采用某公司 EP-C5050 设备依据 JB/T 8583—2008 标准选区激光烧结成形抗拉、抗弯及抗压试样。试样形 状如图 1 所示。
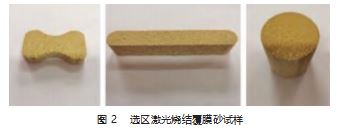
三维模型转成 STL 格式的文件导出再切片处理, 根 据前期实验通过正交分析选取的较优的打印工艺参数: 激光功率选择 35 W, 扫描速度为 3 000 mm/s, 扫描间距 为 0. 17 mm, 分 层 厚 度 为 0.28 mm , 预 热 温 度 则 选 取 55 ℃, 得到的选区激光烧结覆膜砂制件成型质量较好。 如图 2 所示。
由于覆膜砂的固化分为两个过程, 先在 150.5 ℃时酚 醛树脂与乌洛托品反应二胺与三胺, 其后随着温度升至167.7 ℃时分解转化为亚甲胺, 完成固化。另根据覆膜砂 TG 曲线在 220 ℃前已无失重表现, 说明固化结束。故后 处理温度选定在 160~220 ℃区间以探究温度对强度的影 响。在后处理中在各烘烤温度下分别填玻璃微珠以及裸 烘。通过 KSL-500X-270 电热恒温干燥箱设置 3 组后处理 温度, 针对选区激光烧结的试样烘烤, 在每个后处理温 度下设置填充玻璃微珠和不填充材料。填充玻璃微珠能 够利用其小的膨胀系数支撑试样以防开裂。将选区激光 烧结试样室温下放入电热恒温干燥箱升温至目标温度后 保温 2 h, 然后炉冷将试样取出。将后处理后的烧结样放 在 XQY- Ⅱ 型智能型砂强度仪测量, 分别测试其抗拉强 度和抗弯强度和抗压强度。
2 实验结果与分析
2.1 强度分析
在不同后处理条件下抗拉、抗压及抗弯强度的测试 结果如表 1 所示。酚醛树脂于 150.5 ℃时产生一次固化, 使试样的强度提高, 固化产物为二 (羟基苄) 胺与三 (羟基苄) 胺不稳定, 会因温度的提升发生分解, 故试样 在后处理温度 160 ℃测试强度不高。 随着后处理温度增 加, 一次固化的二胺与三胺仍要分解出次甲基胺, 进一 步 形 成 体 型 结 构 达 到 二 次 固 化, 试 样 的 强 度 上 升 , 190 ℃ 下 抗 拉 强 度 达 到 4.22 MPa, 抗 弯 强 度 达 到 3.24 MPa。后处理温度再增加, 乌洛托品反应完全且存在酚 醛树脂发生分解继而导致强度下降。
从抗拉、抗压及抗弯强度分析得出, 有填充玻璃微 珠的后处理比未填充更能提高激光烧结试样强度, 这是 因为玻璃微珠线膨胀系数小于原砂的线膨胀系数, 在后 处理加热过程中, 覆膜砂受热膨胀对玻璃微珠有挤压作 用, 玻璃微珠的小的膨胀更有助于紧实覆膜砂, 而不至 于膨胀过大将覆膜砂型结构破坏, 填充玻璃微珠的后处 理更有利于提升激光烧结覆膜砂的强度。
2.2 后处理固化特性
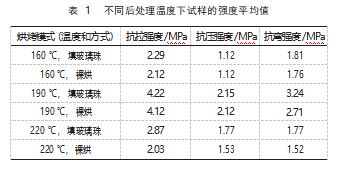
在选区烧结覆膜砂过程中, 快速移动的高能束激光 扫描覆膜砂表面, 其会吸收激光能量, 转变为热能, 扫 描区域温度升高极快, 使酚醛树脂在固化剂作用下发生 固化反应, 但激光扫描时间极短, 只有一部分酚醛树脂与乌洛托品参与固化反应, 因此选区激光烧结过程的固 化特性有别于常规热固化过程。图 3 所示为不同条件 下覆膜砂的红外谱图, 因其酚醛树脂含量不高, 存在 一些特征峰表现不显著, 乌洛托品的特征峰位于 1 000. 1 509 、1 453 以及 1 232 cm- 1 是酚醛树脂苯环的震动峰以 及酚羟基的伸缩震动峰[14] 。160 ℃后处理下峰型变化小, 在 190 ℃后处理下乌洛托品的特征峰变得不明显, 说明 其中两种固化反应结束, 得到充分固化。
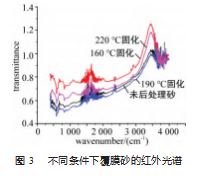
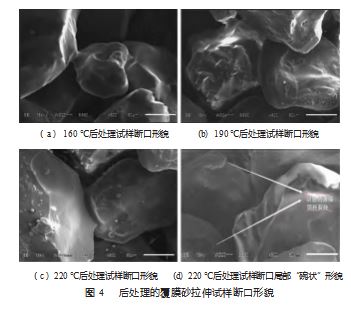
对后处理后的覆膜砂拉伸试样断口进行扫描电镜观 察, 在不同温度下 (160 、 190 、220 ℃) 固化后扫描电 镜下的断口形貌如图 4 所示。图4 ( a ) 是后处理温度在 160 ℃下断口形貌, 酚醛树脂部分发生固化, 低温时第 一次固化乌洛托品与游离酚、残留水分反应, 氮原子上 的化学键与线性酚醛树脂反应, 缩聚为体型结构产物, 得到不稳定固化产物二 (羟基苄) 胺与三 (羟基苄) 胺, 此时抗拉强度能达到 2.29 MPa。另外根据覆膜砂的断裂 机理分析, 断裂源于微裂纹, 在微裂纹扩展中会在裂纹 端部形成应力环, 图中覆膜砂间的连接颈就会成为最后 应力环位置, 产生附着断裂。图 4 (b) 是后处理温度在 190 ℃下断口形貌, 从微观形貌中可看出酚醛树脂交联 程度高, 覆膜砂紧密结合。因为随着温度升高, 一次固化的二胺与三胺仍要分解出次甲基胺, 进一步形成体型 结构达到二次固化, 抗拉强度能达到 4.22 MPa。因其在 190 ℃下酚醛树脂固化比较充分, 连接面多, 覆膜砂粒 间紧密结合且平整, 在拉伸过程中能承受较大力, 提升 了抗拉强度, 断裂形式为内聚断裂。图 4 ( c )、(d) 是 后处理温度在 220 ℃下断口形貌, 此时酚醛树脂已固化 完全, 且存在部分发生分解, 因为在高温下酚醛树脂发 生歧化及分解反应, 导致力学性能降低, 介于 160 ℃与 190 ℃后处理的强度值, 从断裂特征看存在因连接颈的应 力环导致的碗状断口的附着断裂, 同时也存在内聚断裂。
3 结束语
选区激光烧结砂型作为增材制造技术在铸造行业的 典型应用, 凭借其快速且精确的试制特点, 应用于快速 制造覆膜砂铸型 (芯), 极大缩短传统砂型铸造产品的开 发周期, 降低单件及小批量产品的成本。由于在成型过 程中是逐层烧结, 可成型制造复杂的铸型, 解决开模难 度大等问题, 但存在砂粒连接强度不够、孔隙率高等现 象, 影响铸件质量。本文通过选区激光烧结制备覆膜砂 试样并进行了后处理强化, 分析了后处理工艺参数对覆 膜砂试样的力学性能, 同时也分析了在不同温度下覆膜 砂试样的固化特性以及断裂形式, 得到以下结论:
( 1) 选区激光烧结覆膜砂试样在后处理温度 190 ℃ 时达到强度最大值 4.22 MPa, 后处理中添加玻璃微珠有 利于提升试样力学性能。
( 2) 覆膜砂试样后处理 190 ℃下固化较完全, 断裂 方式为内聚断裂及附着断裂共存。 160 ℃及 220 ℃下为附 着断裂特征。
参考文献:
[1] 樊自田,杨力,唐世艳 . 增材制造技术在铸造中的应用[J]. 铸造, 2022.71(1):1- 16.
[2] LI He, LIU Yongsheng, LIU Yansong, et al. Effect of sintering temperature in argon atmosphere on microstructure and proper⁃ ties of 3D printed alumina ceramic cores[J].Journal of Advanced Ceramics,2020.9(2):220-231.
[3] 赵文杰, 张昕,赵占勇,等 . 选区激光烧结覆膜砂的保温实验研 究[J]. 热加工工艺,2020.49(5):32-34.
[4] 李彬,廖慧敏, 曾明,等 .3D 打印在砂型铸造中的应用及发展现 状[J]. 特种铸造及有色合金,2020.40(9):953-957.
[5] Thomas P Alen, Aahlada P Kavya, Kiran N Sai. A Review On Transition In The Manufacturing Of Mechanical Components From Conventional Techniques To Rapid Casting Using Rapid Prototyping [J]. Materials Today, 2018 (5).
[6] 洪润洲,周永江,左强,等 . 基于仿真与 3D 打印砂型的复杂铝合 金壳体制造[J]. 特种铸造及有色合金,2019.39(11):1192- 1194.
[7] 陈志平, 叶福源 . 树脂和热处理对 3D 打印成形砂型抗拉强度的影响[J]. 特种铸造及有色合金,2020.40(12):1380- 1384.
[8] 岳泉,李峥, 张伟民 . 高强度酚醛树脂覆膜砂的研究[J]. 热固性 树脂,2020.35(2):26-29.
[9] 刘泰涞 . 宝珠覆膜砂选择性激光烧结的数值模拟与实验研究 [D]. 哈尔滨: 东北林业大学,2019.
[10] Xu Zhifeng, Liang Pei, Yang Wei, et al. Effects of laser energy density on forming accuracy and tensile strength of selective la⁃ ser sintering resin coated sands[J]. China Foundry, 2014. 11(3):151- 156.
[11] 刘兆平,王宏松,修辉平 . 基于 BP 神经网络的覆膜砂选择性激 光烧结件精度预测[J]. 热加工工艺,2016.45(21):91-93.
[12] 芦刚, 张小松,严青松,等 . 浸渗硅溶胶对 SLS 覆膜砂强度的影 响及强化机理[J]. 铸造,2016.65(2):193- 197.
[13] 王祥宇, 薛铠华,姚山,等 . 真空浸渗水玻璃对选择性激光烧结 覆膜砂强度的影响[J]. 铸造,2018.67(7):569-574.
[14] 杨伟, 曾大新,姚武李 . 选择性激光烧结覆膜砂后处理强化工艺研究[J]. 特种铸造及有色合金,2019.39(12):1362- 1366.
[15] Shifeng Wen, Qiwen Shen, Qingsong Wei, et al.Material optimi⁃ zation and post-processing of sand moulds manufactured by the selective laser sintering of binder-coated Al2O3 sands[J]Journal of Materials Processing Technology,2015(225):93- 102.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/65401.html