SCI论文(www.lunwensci.com)
摘要:针对风力发电机组预应力墩基础工程设计施工中对整装式大尺寸金属波纹筒产品的需求,为对应的可移动式波纹筒自动生产线配套设计了一种新型整装式大尺寸波纹筒成型装置。分析了波纹筒成型装置的工作原理和主要功能,设计了波纹板成型和卷筒成型装置等关键核心部件;研究并设计复杂异性截面波纹板冷弯成型、筒体自动螺旋拼接压制成型等关键技术工艺;分析了成型装置在波纹筒生产试验中出现的波纹板成型时阻力过大、用于锁边的波形出现起皱现象、用于锁边的波形外形尺寸不一致、卷筒成型时波纹筒出现偏心、锁边成型后有干涉现象等主要技术和生产工艺问题,提出了处理方案并解决了试生产中的问题。研制的样机投入工程现场生产试验,验证结果表明所设计的装置达到了设计性能指标要求。
关键词:金属波纹筒;波纹板;成型装置;卷筒;锁边成型
Design of the Forming Unit for the Self-contained King-size Corrugated Metal Pipe
Wang Jianying1,Zhao Xiaoming1,Li Yixiang2
(1.The 713th Research Institute of CSIC,Zhengzhou 450015,China;2.College of Engineering,Huazhong Agricultural University,Wuhan 430070,China)
Abstract:The self-contained king-size corrugated metal pipe is necessary for the foundation engineering design and construction of the prestress pier of wind driven generators.To match the automatic production line of mobile corrugated pipes which serves for on-site production,a new forming unit for self-contained king-size corrugated metal pipes is designed.First,the operating principles and main functions of the forming unit of corrugated pipes are analyzed,and the critical components including the forming parts of corrugated plates and rollers are designed.Besides,the following core techniques are put forward,such as the cold roll forming of corrugated pipes with complex and special sections,and the automatic spiraling,splicing and pressing of the pipe.Then,the following problems of the forming unit encountered in the corrugated pipe pilot production are analyzed and corresponding solutions are proposed:excessive resistance occurs during the forming of corrugated pipes;the seaming part of the corrugated pipe wrinkles;the seaming parts have different shapes and dimensions;the corrugated pipe has a degree of eccentricity during the roll forming;Interference phenomenon occurs after the seaming of the corrugated pipe.Finally,the prototype of the forming unit is verified through the on-site production test and all the performance indices meet the designing requirements.
Key words:corrugated steel pipe;corrugated steel plate;forming unit;drum;seaming forming
0引言
随着国内风电行业的发展,风电设备制造和风机基础设计施工技术不断创新,一种工艺简单、工期短、造价低、适合边远地区作业的无张力灌注桩风机基础开始广泛采用,这种风机基础主要由金属波纹筒和锚杆组成[1]。随着风电单机装机容量的不断提升,风机塔架的高度也在不断提高,对风机基础提出了更高的抗载荷要求,要提高风机基础的载荷就需要更大尺寸、更高强度的金属波纹筒及锚杆组件。
由于风电项目大多位于交通不便的地区,受现有金属波纹筒生产技术、设备和运输条件及成本所限,项目施工设计采用的都是小直径整装式波纹筒或大尺寸拼装式波纹板结构[2],波纹筒尺寸型号和结构强度难以满足大型风机基础用金属波纹筒的设计生产和施工需求。因此,研究解决风机基础施工等工程现场能够生产、使用的整装式大型高强度金属波纹筒技术和设备,成为风电安装工程技术发展的重点。
本文设计了一种新型整装式大尺寸波纹筒成型装置,给出了波纹筒成型装置的工作原理和主要功能,设计了波纹板成型和卷筒成型装置等关键核心部件并其中的关键技术工艺。最后针对生产试验中出现各种技术和生产工艺问题,提出了处理方案并给予解决。
1金属波纹筒成型装置关键技术研究
金属波纹筒成型装置是波纹筒生产线的核心,一般由波纹板成型模具、卷筒装置、锁边模具等主要部件组成[3]。通过对辊模具碾压钢带使其产生弯曲变形,通过多组不同形状不同尺寸的模具辊压后,将一定尺寸的钢带碾压弯曲成型为所需尺寸的波纹板。而金属波纹筒生产线是以金属波纹筒成型装置为核心,配套相应的钢带装卸、输送装置,开卷机、横截锯,波纹筒卸载、转运装置,液压气动与控制系统,固定生产线支护托架或移动生产线运载平台等组成,实现波纹筒的复杂异性界面波纹板冷弯压制成型、筒体自螺旋压制锁边成型和大直径波纹筒切割分离等功能。因此,波纹筒成型装置决定着生产线的产品品种与质量,其关键核心技术则主要是波纹板冷弯压制成型与筒体拼接压制成型。
1.1复杂异性截面波纹板冷弯压制成型技术
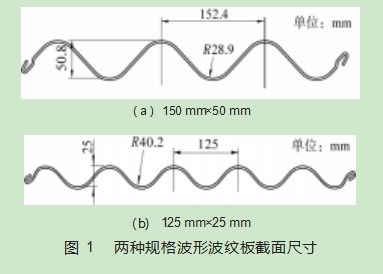
为适应不同类型的工程项目使用要求,需要生产不同截面、不同波形、不同波宽和波深参数的金属波纹筒。因此,金属波纹筒生产设备在总体设计时需要综合考虑可以生产的产品品种,以满足工程施工现场使用需求。目前,国内外风电场安装施工工程中,无张力灌注桩风机基础大量采用的金属压制波纹筒,在卷筒成型前波纹板的主要波形、波宽和波深参数是150 mm×50 mm和125 mm×25 mm两种规格,板料厚度小于3 mm,如图1所示。
波纹板冷弯压制成型的关键部件是对辊模具,通过对图1波纹板波形的理论分析和计算,得出图中所标示的波纹板截面尺寸参数,依据图示参数进行150 mm×50 mm和125 mm×25 mm两种尺寸不同形状波形的对辊模具设计制造。再通过对辊模具与辅助机构的集成应用设计和参数的设置,最终实现把钢带通过对辊模具的冷弯成型,生产出出合适的波形。
金属波纹筒压制成型,主要依靠滚轮模具来实现,由于波纹筒截面的形状异常复杂,对模具的外形尺寸、材质、表面处理和安装尺寸[4]提出了更高要求,模具的设计与在线生产调整要能够使波纹形状光滑不出现起皱现象,同时还要考虑到给后续卷筒成型提供接缝拼接方便。
1.2筒体自动螺旋拼接压制成型技术
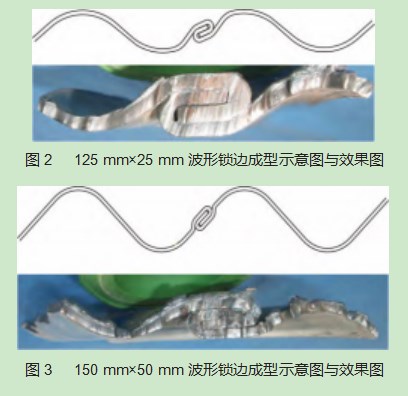
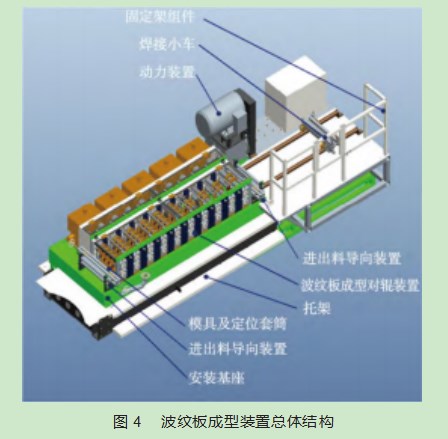
金属波纹板冷弯压制成型后,进入波纹筒的卷制拼接工艺,筒体卷制的关键在于把压制完成的波纹板弯曲成一定直径的圆周,并自动完成螺旋压制接缝拼接(即“锁边成型”)。两种波形的锁边示意图与效果图如图2~3所示。
研究波纹筒卷制成型的生产过程,可以发现其关键工艺部件是卷筒的三星辊模具和锁边模具。针对上述图示效果要求进行波纹板材料辊压受力变形理论分析和计算[5],进行波纹板挤压滚出移动轨迹与形状仿真计算,进行两种波纹筒卷制所需的三星辊相对位置和相应的螺旋角计算分析,设计两种波形的锁边模具和三星辊模具。
依据上述分析计算结果,开展波纹筒成型装置三星辊的相对位置、波纹筒成型装置与波纹板成型装置的螺旋角参数设计与设置,实现在筒体螺旋卷制的同时把波纹板旋转拼接一定直径波纹筒的筒体自动螺旋拼接压制成型。使卷制的波纹筒实现一次性卷筒成型和锁边成型成功,满足各项使用设计指标要求。
2金属波纹筒成型装置设计
波纹筒生产设备实际上是一条波纹筒生产线,能够实现从钢卷到波纹筒产品的全过程生产。波纹筒成型装置是其主要组成部分,工作原理是:由电机带动波纹板成型装置的辊子转动,使钢带经过波纹板成型装置的模具,以适当的速度压制成规定波形的波纹板,再通过卷筒装置卷制成筒型,然后锁边模具完成接缝拼接,最终形成波纹筒产品。
波纹筒成型装置主要由波纹板成型装置和卷筒成型装置构成。
2.1波纹板成型装置设计
波纹板成型装置的主要功能:通过牵引动力装置将导入的钢带由对辊模具碾压使其产生弯曲变形,再通过多组不同尺寸不同形状的模具辊压后,将一定尺寸的钢带弯曲成型为所需尺寸的波纹板[6]。
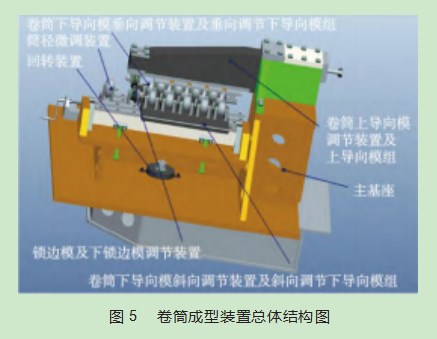
波纹板成型装置的设计在保证实现主要功能的基础上,还要考虑连续作业生产效率,部件、机构、结构的合理适用性,并且设备装置在总体性能上能够达到使成型更稳定、调整更方便、成型质量更高的目标。整装式大型金属波纹筒成型装置总体结构设计如图4所示。
波纹板成型装置由波纹板成型对辊装置、模具及定位套筒、进出料导向装置、动力与控制装置、焊接小车、安装基座、托架、固定架组件等组成。
2.2卷筒成型装置设计
卷筒成型装置的主要功能:利用三辊卷板原理,借助波纹板成型装置的动力,将波纹板成型装置冷弯成型后的波纹板卷制成所需直径的螺旋状波纹筒,同时对波纹筒的螺旋连接处进行锁边操作。另外,卷筒成型装置在工作前,需根据进料的波纹板宽度和波纹筒直径,通过其回转装置转动一定角度,以便于波纹板成型装置弯曲完成的波纹板能够顺利进入卷筒成型装置进行卷筒工作。
卷筒成型装置总体结构设计如图5所示。
卷筒成型装置主要由主基座、回转装置、卷筒上导向模调节装置及上导向模组、卷筒下导向模垂向调节装置及垂向调节下导向模组、卷筒下导向模斜向调节装置及斜向调节下导向模组、锁边模及下锁边模调节装置、筒径微调装置、动力与控制装置等组成。
2.3控制系统
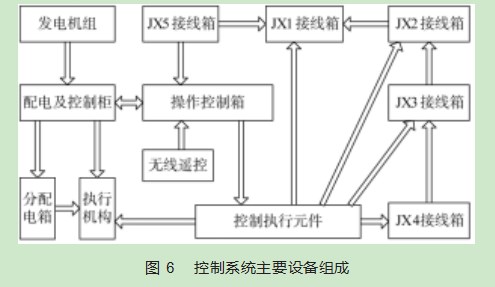
成型装置的电气控制是波纹筒生产线控制系统的主要功能部分,主要实现设备生产过程中的指令发送与协调控制。控制系统一般具有全自动与半自动两种模式,可以完成各机构动作。移动生产线则还要同时具备遥控与本机两种操作模式,便于生产操作。
波纹筒生产线控制系统由配电及控制柜、操作控制箱、分配电柜、接线箱(JX1/2/3/4/5)、执行机构及控制元件、无线遥控设备等组成,如图6所示。
配电及控制柜主要承担配电功能,同时承担部分控制功能。
操作控制箱是波纹筒生产设备的监视和控制中心。主要功能是采集系统单元设备状态信息,按照既定的流程进行逻辑运算,通过控制元件让执行机构工作,并实时显示系统工作状态信息等。
分配电箱主要功能是为液压泵站和喷水泵等液压单元提供匹配电源,还辅助提供部分信号开关及急停回路的转接功能。分配电箱主要器件是空开、接触器、接线端子和急停开关等。
执行机构是指执行电机和一些液压电磁阀等。波纹板成型装置电机采用交流变频驱动,可以使电机在整个调速范围内实现恒转矩控制,并且可以实现电机平滑稳定的启动和制动。
控制系统软件能够实现生产设备的所有动作操作。软件操作界面设计为“主屏、开始屏、设置、螺旋、运行、信息和温度显示屏”等。其中“主屏”主要是企业标示及相序错误时屏显警告信息;“开始屏”主要是各个电机启动、运行和速度设定,水泵的手动或自动运行等;“设置屏”主要包括各个装置的操作选定与参数设定等;“螺旋屏”主要用于输入不同的波纹筒直径以及与直径对应的螺纹角;“运行屏”主要包括设备电机工作和停止等;“信息屏”主要显示系统输入的状态,可用作诊断工具;“温度显示屏”主要用于显示设备各个减速箱的工作温度等。
3波纹筒成型装置技术性能测试与试验
为验证设计的可行性,研制了波纹筒成型装置样机,并进行了技术性能测试与生产试验,主要测试试验内容包括针对波纹板成型装置和筒体成型装置的试验,以及样机生产测试。
(1)波纹板成型装置:对辊装置空载转动试验,测试对辊轴中心距是否满足要求,测试电机和变速箱在不同工况时有无异常现象发生。
(2)筒体成型装置:测试三星辊模具、筒径微调模具和锁边模具能否按设计要求安装,各模具的转动、平移有无异常。
(3)样机生产试验:原料采用Q235镀锌卷,镀锌层单位质量为180~200 g/㎡,厚度为2.7±0.12 mm,钢带实际宽度为723~725 mm。试验了150 mm×50 mm和125 mm×25 mm两种波形波纹筒的压制、卷制和切割。完成了波纹板冷弯压制成型、卷筒锁边成型两大关键技术的试验验证。并且在样机上试制生产完成直径5.2 m(150 mm×50 mm波形)和直径3.2 m(125 mm×25 mm波形)两种产品质量合格的大型波纹筒。
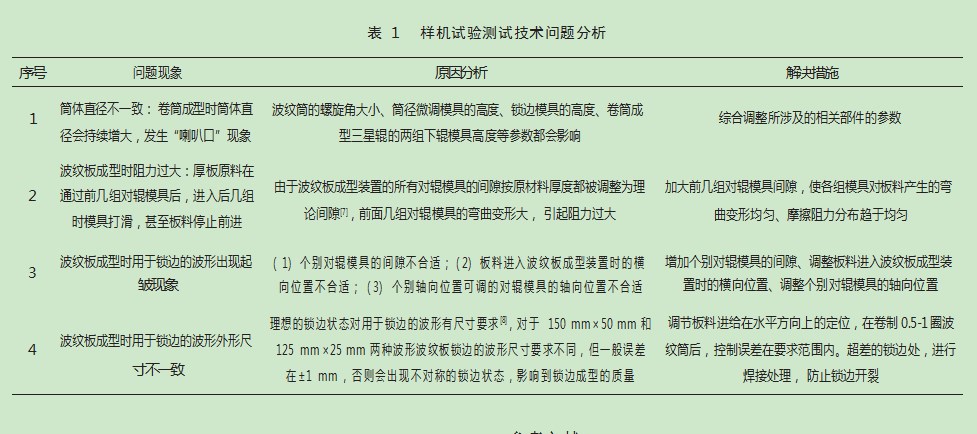
试验测试中发现并解决的主要技术问题如表1所示。
4结束语
通过样机进行多次多型号的波纹筒生产试验验证,所设计的波纹筒成型装置的各项性能指标均能满足大型波纹筒的生产要求。以该新型波纹筒成型装置为核心部件研制的整装式波纹筒生产设备,波纹加工成型数量10个,波纹板加工成型最大速度35 m/min,可以生产最大直径5.8 m、最大筒长10 m的波纹筒。样机设备已在新疆、宁夏等地多个大型风电场项目中试用,设备整体运行安全稳定性、环境适应性、运输通过性、波纹筒生产加工效率、产品合格率等方面均能满足风电安装施工工程现场使用要求。随着金属波纹筒辅助施工技术在国内的不断推广,在公路、桥梁、涵洞及地下排水管道等领域的应用也将得到快速发展,对整装式大型金属波纹筒生产设备的需求将随之增长,设备市场应用前景非常广阔。
参考文献:
[1]杨中桂,刘俊,孟德明.预应力风机基础承载性能分析[J].船舶工程,2019,41(S1):430-433.
[2]刘志刚,孙树本.国外埋地排水用波纹钢管涵设计中计算方法比较[J].冷弯型钢,2018(9):47-51.
[3]张正兵,陈道宝,陈斌斌.厚波纹板自动成形折弯机设计[J].锻压装备与制造技术,2014,49(2):32-33.
[4]刘斌,崔志杰,谭景焕,等.模具制造技术现状与发展趋势[J].模具工业,2017,43(11):1-8.
[5]张永,刘萍,王建楹.金属波纹板承载特性数值模拟研究[J].机电工程技术,2019,48(10):133-136.
[6]江昌勇.压铸模的寿命特性与失效分析[J].模具制造,2009,9(5):69-73.
[7]张小翠,史天录,周聃.金属波纹板第一波成形过程分析[J].机电技术,2014(2):97-99.
[8]文清平.Q345C钢板弯曲裂纹原因分析及应对措施[J].装备制造技术,2013(1):179-180.
[9]刘延成.一种小直径直缝焊管成型辊花图和柔性成形辊设计[J].冷弯型钢,2018(9):41-46.
[10]龚元明,李欣,周京,等.辊压成型工艺现状及发展趋势[J].汽车工艺与材料,2019(2):6-11.
[11]陈斌,蒋道顶.直缝焊管短成型工艺[J].焊管,2014,37(1):42-44.
[12]樊永义,杨莅彦.冷弯槽钢变形过渡区长度的计算[J].冶金设备,2000(5):1-5.
[13]李元齐,王树坤,沈祖炎,等.高强/冷弯薄壁型钢卷边槽形截面辊压构建试验研究及承载力分析[J].建筑结构学报,2010,31(11):17-25.
[14]Canadian Highway Bridge Design Code:CAN/CSA-S6-06[S].2010.
[15]National Corrugated Steel Pipe Association.Corrugated Steel Pipe Design Manual[M].2008.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/65032.html