



摘要:某75 t/h 燃煤锅炉主蒸汽管道主汽阀门在现场检验过程中,发现阀体腹部位置存在一区域硬度值超标现象,且该区域硬度值 明显高于阀体其他部位。通过对该区域进行宏观检查、磁粉检测、化学成分析、金相组织检验和硬度检验,根据试验结果得出该 主汽阀体硬度值异常区域应为补焊区域,该区域产生的主要原因应是阀门在成型及热处理后进行了局部挖补处理,挖补后对该部 位进行打磨,与基体表面平齐,但挖补后未对该区域进行消应力热处理,造成该区域硬度值超标。焊补区域存在较大的残余应力及 界面应力的作用下回火脆性更加敏感,运行中在自重载荷和振动载荷作用下,极易在界面部位诱发微裂纹的生成及扩展,从而导致 阀门的泄漏失效。根据试验结果给出相应的建议,并为检验人员提供一种在线检测阀门补焊的方法。
关键词:主汽阀体,组织异常,补焊,硬度超标,界面应力
Analysis of Abnormal Area of Main Steam Valve of 75 t/h Boiler
Zhou Gongwen,Tian Yu,Jiao Hongjun,Li Qiang
( Taian Special Equipment Inspection Institute,Taian,Shandong 271001.China )
Abstract:During the field inspection of the main steam valve of the main steam pipe of a 75t/h coal-fired boiler,it is found that the hardness value of an area at the valve body abdomen exceeds the standard,and the hardness value of this region is significantly higher than that of other parts of the valve body.Through macroscopic inspection,magnetic particle inspection,chemical composition analysis,metallographic examination and hardness test are studied of this area,according to the test results,it is concluded that the area with abnormal hardness value of the main steam valve body should be a repair welding area.The main reasons for this area are that the valve has been locally patched after forming and heat treatment.After patching,the part should be polished to be flush with the substrate surface,However,after patching,heat treatment was not carried out to release stress in this area,which caused the hardness value of this area to exceed the standard.The tempering brittleness is more sensitive under the action of large residual stress and interface stress in the weld repair area.Under the action of weight and vibration during operation,it is very easy to induce and propagate microcracks at the interface,leading to the leakage failure of the valve.The corresponding suggestions are given according to the test results,and an online inspection method for valve repair welding is provided for inspectors.
Key words:main steam valve body;abnormal organization;repair welding;excessive hardness;interface stress
引言
2021 年,某燃煤电厂一台75 t/h 电站锅炉停机开展 内部检验。该电站锅炉主蒸汽管道压力设计为3.82 MPa, 设计温度为450 ℃,主汽阀体采用的材质为ZG20CrMoV, 规格为DN225.公称压力10 MPa,属低合金耐热钢铸件, 通过在钢中添加Cr、Mo、V 合金元素,可有效提高钢的抗氧化能力、耐腐蚀性能及高温组织稳定性。合金元素Cr 与氧在钢的表面可结合形成Cr2 O3 保护薄膜,有效阻 碍外界氧向钢中进一步扩散,且Cr2 O3 保护膜可牢固附 着在钢的表面,对钢基体起到良好的保护作用,起到抗 高温氧化作用。合金元素Mo 可固溶于铁素体中,也会 与钢中的C 结合形成稳定的碳化物,起到良好的固溶强 化作用,但含Mo 的耐热钢在高温下长期服役,易从铁 素体中向碳化物中迁移,削弱铁素体的强度,降低钢的热强性能,且Mo 元素的存在会促进钢的石墨化倾向, 因此对于在高温下运行的低合金Cr-Mo 钢还需在添加其 他合金元素,以抑制Cr、Mo 合金元素向碳化物的迁移, 以及抑制钢的石墨化倾向,提高材料耐热性能。金属V 的少量添加,可在钢中形成稳定的V4 C3 或VC 等微粒碳 化物,碳化钒粒子弥散分布在钢的基体中,起到良好的 钉扎作用,抑制钢中铁素体内的Cr、Mo 合金元素向碳 化物迁移及长大,以使钢中添加的合金元素起到良好的 沉淀强化作用[1]。ZG20CrMoV 阀门适用温度小于或等于 540 ℃,供货态应是正火+回火,金相组织应为铁素体 +珠光体(或粒状贝氏体)[1-2 ],该主蒸汽阀门采用的材质满足设计使用温度要求。
主汽阀作为电站锅炉重要金属承压部件,因使用成 本原因,在低参数电站锅炉大多采用铸造阀门。因制造工艺原因,阀体本身极易产生疏松、气孔等缺陷,在高 温高压使用环境中极易诱发各种缺陷产生[3-4] 。本次内 部检验过程中,发现锅炉顶过热器集汽集箱出口主蒸汽管道电动主汽阀体局部区域硬度值明显超出标准要求的现象。现场检验过程中对该主汽阀体进行硬度检验,发现该阀门腹部某一区域硬度值明显高于其他区域 硬度值,且该区域硬度值明显高于标准要求。通过采用硬度检验、宏观检查、化学成分析、金相组织检验和磁粉检测手段和方法,找出该主汽阀体硬度值超标的原因。
根据对该主汽阀进行表面无损检测和理化检验的结果进行分析,得出该主汽阀体硬度值异常区域应是由 于该阀门在制造成型及热处理后,对该部位进行挖补处 理,但挖补后未对该区域进行相应热处理,导致该部位硬度值异常偏高。且挖补后对该部位进行打磨与基体母材齐平,为后期的定期检验和检测增加难度,本文提供 一种发现补焊区域的一种方法。最后,根据检验结果判 断该部位对阀门整体安全性能的影响程度,并给出相应 的处理建议,为检验人员提供一种在线确定阀门是否存在补焊的检验方法。
1 实验过程和实验仪器
根据TSG11-2020 锅炉安全技术规程要求,主蒸汽管道主汽阀应进行外表面腐蚀、裂纹、泄露和铸造缺陷的检验,对于工作温度大于或等于450 ℃ 的阀门,运行 时间超50 000 h 及以上的,应进行硬度和金相检测。首 先对该主汽阀体进行了宏观检查,判定阀门外表面是否发生腐蚀、鼓包、开裂等异常情况。之后利用TH160里氏硬度计对阀体外表面进行硬度检验,检验发现阀体 腹部位置存在局部区域硬度值异常偏高,明显高出其他 区域硬度值,且该区域硬度值明显超出标准的要求。通过采用X射线荧光谱仪对该阀体硬度异常区域及其他部位进行化学成分复核,确认硬度异常区域及硬度正常区域的材质情况。并在阀体硬度超标区域及其他区域进行粗磨、细磨和抛光后,利用4% 硝酸酒精溶液进行腐 蚀,采用PTI-5000 型金相显微镜观测硬度异常区域及正常区域的金相组织形态。通过磁粉检测仪对该硬度异常区域及附近母材进行表面无损检测,确定该区域及界面处是否存在微裂纹缺陷。
2 实验结果和讨论
2.1 硬度检验
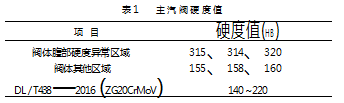
现场检验中利用TH160 里氏硬度计对主蒸汽管道主汽阀体进行硬度检验,检测部位包括阀体进出口部位、 腹部位置等,检验中发现阀体腹部位置存在局部区域硬 度值异常偏高,明显高于其他部位硬度值,检验结果如表1所示。根据检验结果可发现阀体腹部存在局部区域硬度值异常偏高,硬度值明显高于其他区域,且硬度异常区域硬度值严重超出标准要求得上限。阀体其他区域 硬度值符合标准要求。
2.2 宏观检查
图1所示为主蒸汽管道主汽阀体的宏观形貌。通过对硬度异常区域进行4% 硝酸酒精溶液浸蚀后,可发现该区域与阀体间存在明显边界,边界线清晰,如图中边界线所示,边界线处存在一处宏观未熔合缺陷,如图中界面缺陷所示。经测量,该区域大小约为100 mm × 70 mm,根据硬度检验及宏观检查结果,初步判断该区域应为补焊区域。

2.3 化学成分析
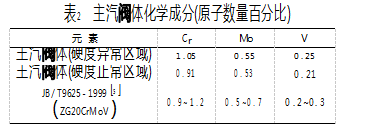
利用便携式X射线荧光谱仪对该主汽阀体进行光谱检测,以确认阀体硬度异常区域和硬度正常区域合 金元素成分及其含量情况,检测结果如表2所示。表中 为该主汽阀体硬度异常区域及正常区域的化学成分,结果表明该主汽阀硬度异常区域元素含量与硬度正常区域元素含量存在少量差异,但两者元素含量均符合标准要求。
2.4 金相检验
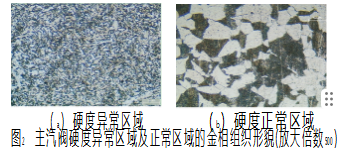
对硬度异常区域和硬度正常区域进行粗磨、细磨、抛光后,利用4% 硝酸酒精溶液进行浸蚀,图2所示为该主汽阀硬度异常区域及正常区域的金相组织形貌。金相组织检验表明,硬度异常区域组织为铁素体+碳化物 +岛状分布残余奥氏体,晶粒细小,呈典型焊态组织特 征。硬度正常区域组织为铁素体+珠光体,珠光体区域 完整,珠光体未见明显球化现象,金相组织未见异常。
根据硬度检验、宏观检查、光谱分析及金相组织检验,可判断该硬度异常区域确为补焊区域,补焊区域经 测量约100 mm × 70 mm,根据补焊区域的面积可判断该 区域为重缺陷区域[6]。
2.5 磁粉检测
磁粉检测原理是利用铁磁性材料在磁化后,由于表面或近表面结构不连续引起铁磁性材料内部磁力线发生畸变产生的漏磁场,流动磁粉在漏磁场区域发生聚集形成磁痕相关显示的一种无损检测方法。该方法可有效检测铁磁性材料的表面及近表面的不连续缺陷,对表面裂 纹缺陷检出灵敏度较高,是铁磁性材料常规无损检测的一种重要方法。锅炉主蒸汽管道阀门易在变截面应力集中部位(例如转角处)、铸造缺陷处、补焊部位等位置产生裂纹缺陷,在定期检验过程中应重点检查此类区域。 对该阀门阀体进行磁粉检测,可有效检测阀体表面及近表面的裂纹缺陷。通过磁粉检测,未发现补焊区域、补焊边界及阀门母材存在明显的相关缺陷显示。
2.6 试验结果分析与讨论
该锅炉主蒸汽管道主汽阀体在现场检验过程中发现阀体腹部存在局部区域硬度值异常偏高的现象,对该 硬度异常区域进行4% 硝酸酒精溶液浸蚀后,通过宏观检查、硬度检验、光谱复核、金相组织检验及无损检测方法,根据现场检验结果分析得出如下结论。
( 1 ) 阀体硬度异常区域确为补焊区域,补焊区域面 积约70 cm2.属重缺陷。根据JB/T5263 标准要求,对于 重缺陷,如在铸件热处理后实施焊补,焊补后应进行消 除内应力或重新热处理[6]。
(2 ) 补焊区域硬度值明显高于其他部位硬度值,且严重超出标准要求上限。根据硬度检测结果推测该阀门补焊区域未经焊后热处理,使得补焊区域存在较大的残余应力,阀门补焊界面处焊补位置存在较大的拉应力,而母材部位为压缩应力[7],从而在界面位置易诱发裂纹的生成。
(3 ) ZG20CrMoV 阀门铸造时极易产生热裂纹及皮下 气孔,且对热处理冷却速度比较敏感,易在铸件内部造 成力学性能不均匀[2.8-11 ],因此,阀体在热处理后应再进行一次表面无损检测。现场定期检验时经与使用单位沟通,使用单位自阀门安装后未进行修补处理,由此可推 测该阀门补焊区域应为在制造完成热处理后,经表面无损检测时发现该阀门腹部存在超标缺陷,在挖除缺陷后采用同材质焊材进行的补焊处理,补焊后对该区域进行打磨与母材平齐,但未对补焊区域进行去应力退火热处理。根据DL/T715 —2015 标准要求,ZG20CrMoV 焊接时需进行250 ~ 350 ℃ 预热及层间保温,焊后缓冷并尽快进行去应力退火,以预防焊后冷裂纹产生[2]。
(4 ) 该阀门焊补后未进行去应力退火热处理,在 450 ℃ 长期运行下存在回火脆化倾向,且焊补区域在较 大残余应力及界面应力的作用下回火脆化更加敏感,运行中在自重载荷和振动载荷作用下易诱发微裂纹的生成及扩展,从而导致阀门发生泄漏失效。
(5 ) 阀门焊补后通过打磨与基体母材平齐,且未对 该部位进行标注说明,增加后期检验和检测的难度,极 易发生漏检情况,增大主汽阀和锅炉在役期的安全风险程度。
3 结束语
该电站锅炉过热器集汽集箱出口电动主汽阀体存在的硬度异常区域为补焊区域,根据实际补焊面积测量, 按照JB/T5263 标准要求该补焊区属于重缺陷,应在补焊后进行热处理以消除补焊区域内的残余应力及界面处的拉伸-压缩应力,降低阀门冷裂纹产生几率,确保阀门使 用安全。通过现场检验和检测的结果,该阀门腹部补焊 区硬度值明显超出标准要求,但补焊区域、界面结合处 等部位未发现裂纹等缺陷,建议缩短锅炉检验周期,在 下次定期检验时该部位作为重点区域进行检查,并建议 使用单位对该阀门补焊区域进行消应力热处理,减少补 焊区域与母材硬度值差异,控制两者硬度值在HB100以内。
铸造阀门因制造工艺问题,阀体易产生各种缺陷, 比如疏松、缩孔、裂纹、化学成分偏析及组织不均问题, 磁粉检测可有效检测阀体表面及近表面的缺陷,但对于 阀体内部缺陷,因受阀体结构、壁厚、组织的限制,常规无损检测手段较难检测出阀门内部埋藏缺陷。对于阀门补焊部位,在补焊后进行磨平处理,如未对补焊部位 进行标注,将给现场检验人员增大检验难度,增加设备运行风险。建议制造单位及使用单位对阀门补焊部位、补焊范围和深度进行详细标注和记录,并采用经评定合 格的焊接工艺、方法、焊接参数进行补焊[12-15],按标准要求对补焊部位进行相应的焊前预热及焊后消应力热处理等,并对焊补区域开展无损检测,必要时开展理化检 验,判定焊补质量是否满足标准要求。在运行和定期检 验时,该部位作为重点区域进行监督和检验检测,以降低设备运行风险。
同时,本文提供一种用于判断补焊区域的检测方法, 根据焊缝区域硬度值和基体母材硬度值的不同,可通过 便携式里氏硬度检验方法判断阀门是否存在补焊情况,根据硬度值不同大致判断焊补区域,根据焊缝和母材区域腐 蚀后存在的表面色差,采用腐蚀方法找出补焊区域和母材 的边界,确定补焊面积,采用光谱分析和金相组织检验可 进一步验证和检验补焊情况,为现场检验人员判定阀门是 否存在焊补的情况,以及判定焊补质量提供参考。
参考文献:
[ 1 ] 李益民,范长信,杨百勋,等.大型火电机组用新型耐热钢[ M ].北京:中国电力出版社,2013.7-8.
[2]DL/T 715—2015.火力发电厂金属材料选用导则[S].
[3]刘召东,崔维刚,杨忠杰,等.在用电站锅炉主蒸汽阀门安全隐患问题的探讨[J]. 中国特种设备安全,2022.38(8):51- 54.
[4]徐宝玉,刘晓宏,牟先红.主汽阀盖螺母开裂原因分析[J].汽轮机技术,2021.63 ( 3 ):238-240.
[ 5 ] JB/T 9625 —1999.锅炉管道附件承压铸钢件技术条件[S].
[ 6 ] JB/T 5263 —2005.电站阀门铸钢件技术条件[S ].
[7 ] 李丹.1 000 MW 机组汽轮机高温螺栓缺陷研究[J].热加工 工艺,2019.48 (3 ):256-258.
[ 8 ] 马志宝,李凤强,陈鑫,等.ZG15Cr1Mo1V 铸件热补焊技术[ J ].焊接,2021 (7 ):53-56.
[ 9 ] 王晨.660 MW 机组高压铸造阀门壳体裂纹原因分析及处理[ J ].河北电力技术,2015.34( 2 ):52-54.
[10]成鹏,于程炜,王淦刚,等.超临界机组高压主蒸汽阀门失效分析及预防[J ].焊接技术,2013.42( 1 ):54-57.
[11]王强,王志永,孔维刚,等.火力发电厂铸造阀门常见缺陷及处理方案[J].热加工艺,2012.41 ( 17 ):74-75.
[12]陆文斌.常见阀门铸钢件的缺陷补焊[J].阀门,2009(6 ):17-19.
[ 13 ] 朱真兵,杨占君,胡少华.某火力发电厂主汽门补焊处理措施[J ].甘肃科技,2013.29 (5 ):74-75.
[14]鲁立,于程炜,王淦刚,等.超临界机组主蒸汽阀门缺陷焊接修复[J ].华北电力技术,2012( 10):55-57.
[15]廉庆文,王蕾.核电站温控阀焊接质量问题分析及预防措施[J].金属加工(热加工),2022(9 ):48-51.
第一作者简介:周公文(1987 —),男,硕士,工程师,研究 领域为特种设备金属材料理化分析,已发表论文7篇。

据媒体报道,三大运营商目前均已制定了2020年... 详细>>

如何设计有效的环境治理政策, 是学术界和政策... 详细>>
