



SCI论文(www.lunwensci.com)
摘要:FDM 3D打印机用尽一卷耗材后,需要人工更换新的耗材,为了使3D打印机供料与换料系统自动化,达到新旧耗材自动精确衔接的目的,采用锥齿轮组控制同轴向上的正反旋转方向的机械传动方法,设计出了一种自动衔接送丝装置。通过传感器识别耗材用尽与否来改变编码电机的转动方向,实现新旧耗材衔接,并保持下位机与3D打印机实时通信,结合打印机的打印状态保证自动衔接送丝装置的运行动作与FDM 3D打印机的动作同步,辅助打印机执行打印任务。试验结果表明,设计的装置能够取代人工值守更换耗材,提高3D打印机的自动化程度,同时避免3D打印机因材料耗尽而影响到打印模型质量的问题,较大程度地提高了
FDM 3D打印机的打印质量和打印效率,具有较好的市场应用价值。
关键词:FDM 3D打印;送丝装置;自动衔接;实时通信
Abstract:After the FDM 3D printer runs out of one volume of consumables,it is necessary to manually replace the new consumables.In order to make the feeding and reloading system of the 3D printer automatic and achieve the goal of automatic and accurate connection between the new and old consumables,an automatic connecting wire feeding device is designed by using the mechanical transmission method of bevel gear group to control the positive and negative rotation direction in the same axis direction.The device can change the rotation direction of the coding motor by identifying whether the consumables are used up or not,realize the connection between the new and the old consumables,and keep the real-time communication between the lower computer and the 3D printer,combined with the printing state of the printer to ensure the operation of the automatic link wire feeder and the action of the FDM 3D printer synchronization,to assist the printer to perform the printing task.The experimental results show that the device can replace the manual duty to change consumables,improve the automation level of 3D printer,and avoid the problem that the 3D printer runs out of materials,which will affect the quality of the printing model,to improve the printing quality and efficiency of FDM 3D printer,it has a good market application value.
Key words:FDM 3D printing;wire feeding device;automatic connection;real-time communication
0引言
目前大部分桌面级FDM打印机都是在设备的侧面安装单个料盘,利用喷头处的电机进丝齿与滑轮牵扯咬合丝料进丝。这种进丝方式需要手动换料,自动化程度低,限制了打印成品种类与质量。尤其在仍被广泛使用的旧一代3D打印机中对换丝方式条件更为苛刻,打印时需要人工值守,在换料时需确保上一卷材料用完的瞬间及时更换新的丝料,此手动操作衔接换丝很容易出现人为失误,造成材料更换不及时,而打印继续进行导致喷头不出丝使成品模型部分空缺,造成打印失败。而对于新式的3D打印机,在设备上安装有断料检测元件,在材料耗尽时打印机会自动暂停打印任务,等待人工更换材料后继续执行打印任务,但此种方法存在弊端,相比于一次性完成打印,打印时模型在喷头温度作用下旧层与新层间的材料紧密连接,而暂停时在暂停断层处的材料会先冷却,待继续执行打印任务时新挤出的材料在暂停断层处与打印模型连接存在一定瑕疵,打印完成后的模型受拉更易在暂停层处发生断裂,影响打印模型的力学性能,因此在模型打印过程中,除非人工操作外应尽量避免外在因素的影响造成打印暂停。为了解决这一问题,设计了一种FDM 3D打印机自动衔接送丝装置,确保换丝衔接精确的同时,实现衔接换丝自动化,降低打印模型废品率,提高打印机的工作效率,避免丝料浪费,同时促进3D打印技术的发展[1-2]。
1设计原理
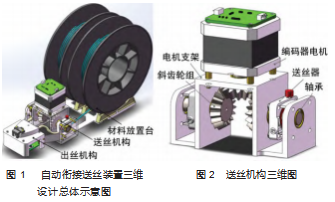
图1为FDM 3D打印机自动衔接送丝装置三维设计总体示意图,该装置集出丝机构、送丝机构、材料放置台为一体,装置整体设计以送丝机构为核心,送丝机构上的编码电机通过正反不同的转动方向,控制材料放置台上的左侧或者右侧丝料进丝。若编码电机正转,打印使用的是右侧的丝料,反转时使用的是左侧丝料。打印机工作时只由单侧丝料进丝,只有当一侧的丝料耗尽后,通过出丝机构上的传感器反馈给芯片后控制电机往原来的相反方向转动,丝料便由另一侧丝料盘供给。操作者只需在前一卷丝料耗尽前,干材料放置台上的另一侧更换上新的丝料盘,打印机工作就可以一直进行下去,避免出现因丝料不足打印机暂停工作的情况。在实际使用中,打印前可以在材料放置台上安装好两卷全新丝料,一般情况下两卷全新丝料已能满足大部分打印模型的一次性完整打印,即本装置在无人更换新的材料下已满足大部分的打印任务[3-7]。
FDM 3D打印机自动衔接送丝装置本装置分为结构部分与控制部分,下面就这两方面作分别阐述。
1.1送丝机构
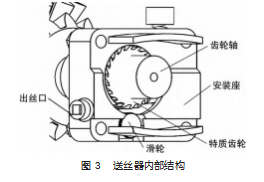
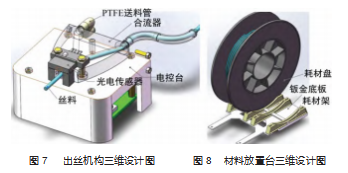
送丝机构左右两侧对称,如图2所示,主要由编码电机、电机支架、斜齿轮组、左右两侧的送丝器等部分组成。送丝器以安装座为主体安装在电机支架两侧,安装座上设有进丝口、出丝口、滑轮和丝料通道等,其中送丝器内部结构如图3所示。送丝器由编码电机控制从动斜齿轮轴上的特质齿轮配合滑轮牵引丝料在丝料通道送丝。此机构实现的功能是当编码电机正转时,右侧送丝器送丝到出丝机构,左侧等待进丝,当编码电机反转时,左侧送丝器送丝到出丝机构,右侧等待进丝,由单个电机控制两路丝料供给与衔接。
以右侧丝料盘进丝为例,当编码电机正转,此刻是右侧送丝器通道进丝,如图4(a)所示,左侧送丝器等待进丝,如图4(b)所示。以送丝机构的右端面为观察方向,根据斜齿轮的啮合特性,右侧斜齿轮的输出轴驱动位于右送丝器中的特质齿轮正转,左侧斜齿轮驱动左送丝器的特质齿轮反转,结合特质齿轮的齿牙特殊设计,如图5所示,齿轮正转时为进丝通道,尖齿与丝料接触,此时较大的摩擦力配合滑轮咬合丝料进丝,当编码电机由正转变为反转(即右侧的丝料耗尽)时,右侧特质齿轮反转,右侧送丝器通道则由进丝通道转化为非进丝通道,丝料从左侧送丝器进入出丝机构中,此时右侧送丝器是不进丝而等待进丝状态,由特质齿轮的滑齿端面与更换后新的丝料接触,滑齿端面摩擦力较小,在不破坏丝料前提下带动丝料塑性变形,送丝器的通道上壁设计为弧形,给丝料变形提供空间,配合扭簧压紧片,由扭簧的力作用于丝料,若丝料往与送丝相反的方向运动,则扭簧薄刀片会以一定斜角嵌入丝料中,如图6所示,使运动受阻,避免丝料脱离特质齿轮的接触范围,保证丝料停留在两齿牙之间,以便于电机再次正转,即特质齿轮正转变为进丝通道时,能够保证衔接送丝的正常进行,避免出现齿轮空转不进丝的情况[8-9]。

1.2出丝机构
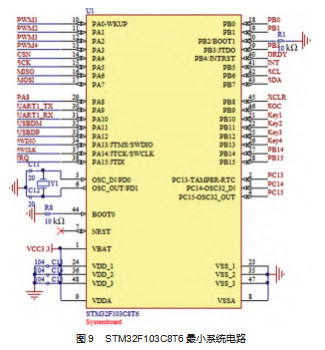
出丝机构由合流器、光电传感器、两条送料管、电控台组成。此机构的功能是通过合流器出口处末端安装的断丝感应器识别一侧的丝料是否耗尽,然后控制电机使丝料从另一侧送料管进入完成衔接,图7为丝料合流台的结构示意图(合流器透明度已作更改,突显内部丝料线路),具体工作原理如下。
送料机构的左、右侧送丝器出丝口分别接上PTFE送料管,两根送料管接入到出料机构的合流器的左右侧入口中,合流器将两条送丝器通道的进丝路线汇集成一条,在合流器末端安装光电传感器,丝料经过光电传感器的对射口。当一侧的丝料盘耗材用尽后,因为无丝料进入光电传感器使两端形成对射,所以传感器输出不同于有丝料遮挡时的电平信号给STM32芯片,通过判断该信号控制编码电机往与原来相反的方向转动,电机转向方向的变换经一系列传动后又使得另一端的送丝器工作。丝料又从另一端的送料管进入合流器,如此实现丝料衔接。1.3材料放置台材料放置台如图8所示,是丝料的放置与更换区域,通过两个耗材架放置两卷丝料盘,耗材架两侧安装有滑轮,送丝机构牵引丝料使丝料盘在支架上做稳定的单自由度旋转运动,耗材架安装在有槽沟的底板上,可自由调整两个耗材架之间的间距,能满足市面上不同尺寸的丝料盘类型,同时避免因送丝机构牵引力造成耗材架偏移,避免侧翻等情况。
2硬件设计
2.1主控芯片选型
STM32系列处理器是一款基于高性能、低成本、低功耗的嵌入式处理器,设计有ARM Cortex M3低功耗高速内核,能提供优越的性能,满足不同传感器通讯与多数开发场景的需求,与传统的控制器相比,具有开发成本低、节约资源的特点。因此,选用STM32系列的STM32F103C 8T6作为主控处理器调控整个3D打印丝料运送系统。图9所示为STM32F103C8T6最小系统电路图[10-11]。
2.2光电传感器
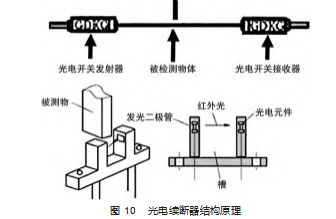
光电传感器是利用被检测物对光束的遮挡或反射,由同步回路接通电路,从而检测物体有无的一类传感器。主要由发射器、接收器和检测电路3部分组成,当输入电流在发射器上转换为光信号射出,接收器再根据接收到的光线的强弱或有无对目标物体进行探测,经检测电路滤出有效信号,同时把光的强弱变化转化为电流的变化以达到探测的目的。
实验中使用遮断型光电续断器作为光电传感器(图10),其光电发射器、接收器安装在一个体积很小的塑料壳体中,所以发射器和接收器能可靠地对准,丝料经过合流器出口进入到续断器的光电发射与接收范围,续断器具有较宽的检测范围,可使丝料在打印时因颤动导致部分丝料脱离检测范围后,仍能检测到少量丝料,减少误判的情况发生[12]。
3控制系统设计
送料控制系统设计基于STM32F103C8T6进行设计,STM32F103C8T6利用SPI通信和光电传感器分别获取3D打印机的运行状态和自动衔接送丝装置的送料状态,由硬件层面及用户程序层面加工处理后,输出PWM信号和电平信号至电机驱动板,调控电机完成相应的送料动作[13-15],图11所示为送料控制系统程序流程图。
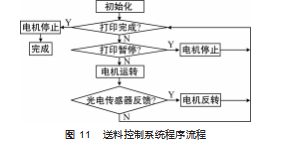
在解决系统稳定性上,将电机与霍尔编码器相连接,由STM32芯片内置定时器的计数器采集该编码器一定周期内的脉冲数,该数据经软件计算可得到电机实时转速,利用电机实时转速与设定转速差值作为反馈量实现电机转速的闭环PID控制,维持电机转速恒定。
4测试验证与结果分析
依据FDM 3D打印机自动衔接送丝装置设计图,成功制作了自动衔接换丝装置实物,如图12所示,试验过程中发现以下两个问题是影响装置性能的关键因素。
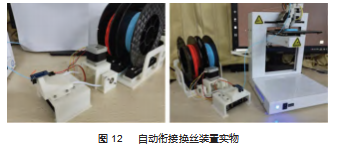
(1)第一卷耗材打印完后,第二卷耗材脱离齿轮接触范围造成无法自动衔接问题。例如,当自动衔接换丝装置制作完成后进行打印测试,发现装置在打印第一卷耗材时可以实现功能(如图11打印使用的蓝色耗材),但当耗尽蓝色耗材衔接到第二卷橙色耗材时衔接会出现不成功的情况。通过分析发现出现上述问题的原因主要是装置对送丝器的内部零件结构制造精度及装配精度要求较高。
解决办法:一是提高送丝器内部零件的加工精度;二是改变图6扭簧压紧片工作示意图所示的扭簧压紧片的位置,将其移动到更靠近送丝器进丝口的位置,让耗材在通道的上下方向的自由变形空间更大,有效减小齿轮反转对耗材的切应力,同时选择弹力适中的扭簧,在不阻碍进丝的同时确保对耗材压紧的力度,缩小进丝通道左右侧空间,使耗材更大程度往上侧方向变形等措施,防止耗材脱离齿轮接触范围,确保衔接进丝。
(2)控制系统稳定性的问题。打印过程中合流器出口处耗材随着打印机喷头的运动而颤动,导致光电传感器出现错误判断进丝状态的情况,从而出现控制编码电机错误运动的问题。
解决办法:改变光电传感器的安装位置,将对射口安装在合流器内部,耗材在合流器内经过对射口且传送稳定不会收到干扰,光电传感器的工作便会稳定,或者将光电传感器更换成触碰传感器安装在合流器内部,都可有效解决控制系统稳定性的问题。
5结束语
针对FDM 3D打印机的丝料供给系统与自动化打印任务,设计的自动衔接送丝装置具有以下特点。
(1)自动衔接送丝装置可完美辅助打印机进行打印任务,打印过程中无需人为值守等待换丝,自动化程度高,有效提高打印机工作效率。
(2)对打印耗材的利用率高,解决了因丝料更换不及时造成打印失败而重新打印的问题,避免了丝料的浪费,符合可持续发展理念。
(3)可有效避免因丝料不足造成的打印任务暂停,节省打印暂停的时间且防止打印模型力学性能受到影响。
(4)送丝装置结构紧凑,生产成本较低,适用于市面上大部分FDM 3D打印机,可推广性极强,具有良好的推广应用价值和一定的市场前景。
参考文献:
[1]邓飞,刘晓阳,王金业,等.3D打印技术发展及塑性材料创新应用[J].塑料工业,2019,47(6):8-13.
[2]陈为平,林有希,黄捷,等.3D打印发展现状分析及展望[J].工具技术,2019,53(8):10-14.
[3]黄子帆,郑喜贵,李俊美,等.FDM彩色3D打印机挤出装置结构设计[J].现代制造工程,2018(1):35-39.
[4]初少刚,张自强,刘金敏,等.基于FDM技术的彩色3D打印机设计[J].实验技术与管理,2022,39(3):132-135.
[5]雷芳,孟鑫沛,张俊平,等.针对柔性材料的FDM型3D打印机的远程送料机构研究与设计[J].装备制造技术,2018(9):128-130.
[6]侯毅恒,韩海媚,杨文超,等.一种具有丝料截断监测与自动补丝的3D打印机换丝装置[J].企业科技与发展,2020(6):32-33.
[7]马玉琼,王铁成,郑红伟,等.FDM多喷头3D打印机结构设计及运动研究[J].机床与液压,2019,47(8):29-32.
[8]刘明勇,屈阳,邓恩喜.斜齿轮接触特性有限元分析[J].科学技术与工程,2022,22(5):1868-1878.
[9]田国富,赵继宁.弧齿锥齿轮齿面数学建模方法[J].机床与液压,2021,49(24):101-104.
[10]周洁,杨心怀.32位RISC CPU ARM芯片的应用和选型[J].电子技术应用,2002(8):6-9.
[11]孙书鹰,陈志佳,寇超.新一代嵌入式微处理器STM32F103开发与应用[J].微计算机应用,2010,31(12):59-63.
[12]黄勇超,邓发云.光电传感器在自动生产线中的应用[J].现代信息科技,2021,5(14):162-164.
[13]姚绪梁,张永奇,王景芳.一种变细分数的3D打印步进电机控制方法[J].电气传动,2019,49(1):65-67.
[14]罗志远,张尤隆,李耀鑫.简单的步进电机控制系统[J].机电工程技术,2019,48(4):163-165.
[15]刘雪芳,任豪,李康业,等.基于Cortex-M内核的3D打印控制系统硬件设计[J].机电工程技术,2019,48(7):38-41.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!

据媒体报道,三大运营商目前均已制定了2020年... 详细>>

如何设计有效的环境治理政策, 是学术界和政策... 详细>>
