SCI论文(www.lunwensci.com)
摘要:铁路是世界上最重要的载客交通工具之一, 而无缝铁路的轨道焊接是轨道安全运行的关键技术之一。传统的移动式钢轨闪 光焊机因其柴油发电机组怠速运转和三相负荷严重不平衡会产生大量燃油消耗问题。针对这一问题, 研究了一种新能源移动式钢 轨闪光焊机。该设备在传统移动式钢轨闪光焊机的基础上, 优化发电机组功率, 通过使用储能单元及高功率逆变器设计一种“增 程式”的供电系统。首先针对钢轨闪光焊机的供电系统进行原理阐述, 确定设计的基本原理和使用设备的基本参数。接着对其电 源质量、焊接接头质量以及经济性进行实验分析。实验结果表明, 此次设计的新能源移动式钢轨闪光焊机极大地减少了能源的消 耗, 电源质量和焊接接头质量优秀。
Optimization Design of Power Supply System for Mobile Rail Flash Welding Machine Based on Energy Storage
Chen Ting1. Wang Shichen2. Chen Yu1. Cai Jian1. Deng Yibo1. 3
( 1. Ningbo CRRC New Energy Technology Co., Ltd., Ningbo, Zhejiang 315112. China; 2. State Key Laboratory of Advanced Design and Manu ⁃ facturing for Vehicle Body, College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082. China;
3. College of Electrical Engineering, Zhejiang University, Hangzhou 310027. China)
Abstract: Railway is one of the most important means of passenger transportation in the world . The welding of seamless railway is one of the key technologies for the safe operation of the track . The traditional mobile rail flash welding machine causes a lot of fuel consumption problems due to the idling operation of the diesel generator set and the serious imbalance of the three-phase load . Aiming at this problem, a new energy mobile rail flash welding machine is studied . Based on the traditional mobile rail flash welding machine, the equipment optimize the power of the generator set, and designs an "extended range" power supply system by using energy storage units and high-power inverters . Firstly, the principle of the power supply system of the rail flash welding machine is explained, and the basic principle of this design and the basic parameters of the equipment used are determined . Then its power quality, welded joint quality and economy are analyzed experimentally . The experimental results show that the new energy mobile rail flash welding machine designed this time greatly reduces energy consumption, and the quality of power supply and welded joints are excellent .
Key words: mobile rail flash welding machine; new energy; power supply system; energy storage unit
0 引言
铁路是目前世界上载客量最高的交通工具, 拥有无 法被取代的地位。如图 1 所示, 2022 年, 全国铁路营业 里程达到 15.5 万 km, 其中高速铁路达到 4.2 万 km[1]。不 论是城市轨道交通还是高铁, 无缝铁路的焊接都是轨道 安全运行的关键技术之一[2], 目前我国无缝铁路的轨道 焊接主要采用闪光焊技术[3]。通常, 根据应用地点的不 同, 钢轨闪光焊机可以分为固定式闪光焊机及移动式闪 光焊机[4], 前者通常用于焊轨厂内, 将 25 m 的标准轨焊 接成 125 ~ 500 m 的长轨; 后者在铺轨现场将长轨焊接成无缝铁路来满足设计长度。
国内外研究学者针对钢轨闪光焊机电源技术设计与 工艺优化开展了大量的实验和研究。王志伟等[5] 对国内外钢轨闪光焊机电源技术存在的问题进行了总结, 并进 行了展望。张磊[6] 提出了一种新型移动式钢轨闪光焊机 监控系统, 扩展了焊接过程中的可设置参数, 提高了焊 机的柔性及焊接接头质量。翟建楠等[7] 对钢轨闪光焊直 流焊接设备的主电路进行了匹配计算, 得到了适合钢轨 直流闪光焊机主电路的方案, 从而了提高设备的综合性 能。张军跃[8] 提出了一种采用工频三相供电电源, 用普 通晶闸管进行三相全波可控整流的新的电源设计思路, 克服了过去直接三相电中取两相电而造成的三相负载不 平衡问题, 提高钢轨焊接过程中的闪光稳定性。上述研 究虽然取得了一定的成果, 但是采用柴油发电机组从根 本上无法解决噪声、有害污染物排放问题 (HC 、CO 等), 会对环境产生负面影响, 特别在长大隧道等密闭环 境、城市轨道交通的地铁建设中, 这些有害物质影响着 施工安全和现场施工人员的身心健康[9], 同时存在一定 的安全隐患, 在此背景下发展新能源移动式钢轨闪光焊 机是轨道装备强国的必然选择。
本文在传统钢轨闪光焊机的基础上, 通过优化柴油 发电机组功率, 增加储能单元、高功率逆变器等部件, 设计一种“增程式”的供电系统, 解决由于发动机运行 时的怠速而造成的能源浪费问题, 有效控制尾气排放问 题, 同时提升焊接质量。
1 移动式钢轨闪光焊机
移动式钢轨闪光焊机是现代轨道交通建设领域中应 用广泛的一种设备。它主要用于高速铁路、轻轨、地铁 等现代轨道交通工程建设等领域的钢轨焊接, 以确保铁 路线路的安全运营和正常使用[7]。
与铝热焊、气压焊等传统的钢轨焊接方式相比, 移 动式钢轨闪光焊机具有焊接速度快、焊接质量高、连接 强度大等优点。它能够在铁路线路上进行快速、高效的 钢轨焊接和维修,减少了人力和时间成本,提高了工作效 率。同时,移动式钢轨闪光焊机还具有良好的移动性能和 灵活性, 可根据实际需要在不同的铁路线路上进行施工。
1.1 钢轨闪光焊基本原理钢轨闪光焊技术主要用于连接两根钢轨, 使其形成 一个连续无缝的轨道, 是我国在钢轨焊接发展方向上的 主要趋势[10]。
钢轨闪光焊的实质就是通过电源并使两焊接件端面 轻微接触, 对口间将形成许多具有很大电阻的小触点, 在很大电流密度的加热下, 瞬间融化而形成连续对口两 端面的液体过梁[11]。在电弧放电的同时, 利用压力设备 对两个焊接部位进行压合, 使熔化的金属在高压的作用 下完全结合。在熔化金属完成焊接后, 利用冷却装置对 焊接区域进行快速冷却, 使焊接部位的金属达到理想的 冷却速度和结晶状态。
1.2 移动式钢轨闪光焊机构成
移动式钢轨闪光焊机具有自带发电机组或行走机构 的特点, 通常可以分为 3 类: 集装箱式、公路/铁路自行 车式和铁路自行车式[12]。
集装箱式移动式钢轨闪光焊机可以方便地进行远程 运输和部署, 具有移动灵活、安装方便、可靠性高等特 点。它通常采用集装箱作为底座, 内部设有发电机、焊 接装置、冷却系统等组件, 可以在需要时快速启动。
公路/铁路自行车式移动式钢轨闪光焊机具有行走自 如、操作简便、适应性强等特点。它通常采用轮式或履 带式底盘, 可以在高速公路、铁路线路等不同地形上行 驶, 适用于各种情况下的钢轨焊接和维护。
铁路自行车式移动式钢轨闪光焊机是一种专门用于 铁路线路上的移动设备, 具有移动方便、适应性强等特 点。它通常采用铁路自行车式底座, 可以在铁路线路上 进行移动和操作, 适用于铁路线路上的钢轨连接和修补 作业。
2 钢轨闪光焊机供电系统优化
2.1 传统供电系统
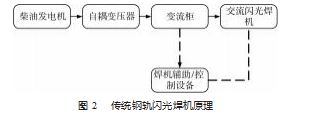
传统移动式交流钢轨焊机均采用三相柴油发电机组 三相取两相作为单相电源向焊机主电路供电[13]。传统钢 轨闪光焊机原理如图 2 所示。
传统钢轨闪光焊机供电系统通常由 3 部分组成: 发 电机组、变压器、控制系统。
( 1) 发电机组: 传统钢轨闪光焊机采用大功率的柴 油发电机组作为供电装置[14]。它们可以提供足够的电力 来支持闪光焊接过程中的高功率需求。
( 2) 变压器: 传统钢轨闪光焊机的电缆需要连接到 变压器上, 变压器可以将电源的电压升高到足够高的电 压来支持闪光焊接过程中的高电流需求。
( 3) 控制系统: 传统钢轨闪光焊机的控制系统通常 由手动调节旋钮来控制电流输出和闪光焊接时间, 这需 要焊接工人有一定的技术经验和技能。控制系统还需要 具备过载保护、短路保护等安全保护措施, 以防止设备 故障和安全事故的发生。
2.2 新能源供电系统
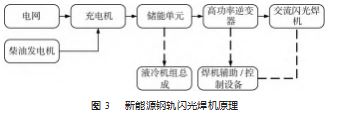
此次设计的新能源钢轨闪光焊机供电系统是在传统 钢轨闪光焊机的基础上, 保持原有焊接部分不变, 使用 储能单元替换原有的柴油发电机组, 同时, 配置一台小功率柴油发电机组, 形成一种类似“增程式”的供电系 统。常规情况下, 车辆可以使用电网对储能单元进行充 电, 当车辆在无电网区域作业时, 可以通过柴油发电机 组对储能单元进行充电, 极大地拓宽了设备的应用场合。 原理如图 3 所示。
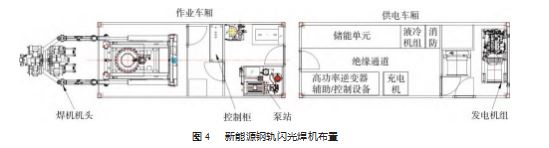
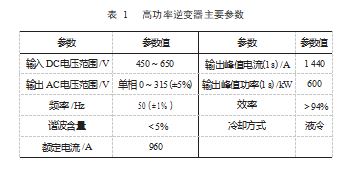
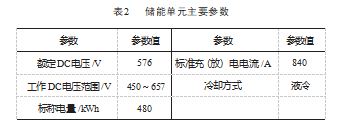
图 4 所示。此次设计的新能源钢轨闪光焊机的高功率逆 变器、储能单元及充电机的主要参数如表 1 ~ 3 所示。
3 实验样机
3.1 焊接电压与电流控制
在钢轨闪光焊机运行的过程中, 焊接电压和焊接电 流是决定闪光焊的质量和效率的两个重要参数[15]。
在钢轨闪光焊的过程中, 电压的高低会影响电弧的 稳定性和热输入量。当电压过高时, 电弧容易发生闪跳、 飞溅等现象, 同时会产生过多的热量, 导致焊接区域温 度过高, 从而引起焊缝变形、裂纹等质量问题; 当电压 过低时, 电弧不容易燃烧稳定, 焊接质量也会受到影响。
因此, 要保证电压在合适的范围内, 以确保焊接的稳定 性和质量。
同时电流的大小会影响焊接区域的热量和熔化深度。 当电流过大时, 会产生过多的热量, 导致焊缝变形、裂 纹等质量问题; 当电流过小时, 无法达到足够的热量, 导致焊接质量不佳。因此, 要根据钢轨材料的性质和焊 接要求选择合适的电流大小。
传统钢轨闪光焊机在柴油发电机组供电的情况下, 通过自耦变压器调整输出电压和电流的大小, 以确保向 焊机提供合适的电压数值[16]。而新能源钢轨闪光焊机则 是通过电网向储能单元供电, 再经过高功率逆变器向焊 机提供合适的电流。
同时使用传统钢轨闪光焊机和该新能源钢轨闪光 焊机在实物进行焊接, 采集过程中的电压电流数据来 进行对比验证设计的可行性。电压电流数据如图 5 ~ 6 所示。
对这两种钢轨闪光焊机的焊接曲线进行分析可得: 新能源钢轨闪光焊机的电源质量也可以达到使用柴油发 电机的传统钢轨闪光焊机的效果, 甚至电源质量更好。
3.2 焊接接头质量
钢轨闪光焊焊接质量虽较好, 但也会因其他因素而 造成焊接缺陷, 这些缺陷可以根据其产生原因分为两类: 外观缺陷和内部缺陷[17]。
常见的外观缺陷或者称为机械方面的缺陷是指不用 借助仪器或进行破坏性试验, 从钢轨表面肉眼可见的缺 陷, 主要包括错边、电击伤、刮伤母材、表面划伤等缺 陷。这些缺陷的产生通常是由于焊接过程中出现的问 题, 如焊接参数不当、焊接材料有缺陷、焊接表面不干 净等[18]。
内部缺陷是指焊接中钢轨内部的缺陷, 包括焊接区 域的裂纹、未完全熔化的区域、未熔合的区域等, 主要 包括灰斑、裂纹等缺陷。而灰斑缺陷是钢轨接头使用中 出现折断的主要原因之一[19]。
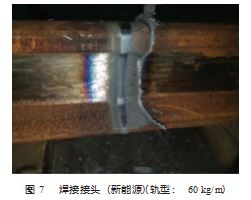
图 7 所示为新能源钢轨闪光焊机的焊接接头。从图 中可以看出此次设计的新能源钢轨闪光焊机焊接的钢轨 接头未见灰斑等缺陷, 接头质量优良。
3.3 焊头质量验证
从制定钢轨标准起, 就规定了要对钢轨进行落锤检 验, 目的是使钢轨具有良好的抗断能力, 以保证钢轨的 安全使用[20]。
落锤试验是移动闪光焊接接头型式检验中最为关键 的环节, 按照 TB/T1632. 1—2014 的规定, 将焊接好的钢 轨运至落锤机落锤 2 次 (落锤高度 3. 1 m), 试件不断, 则落锤试验合格[21]。在实际现场施工中, 施工人员会预 先根据设计的工艺参数焊接 15 根试件并编号, 连续焊接 15 根钢轨并通过落锤实验, 方可允许进行铁路焊接施工
如图 8 所示为对使用新能源钢轨闪光焊机焊接的钢 轨进行落锤实验。
经过使用落锤实验检验后, 使用新能源钢轨闪光焊 机焊接的钢轨被证实没有缺陷或变形问题。
3.4 经济性分析
传统钢轨闪光焊机采用三相柴油发电机组三相取两 相作为单相电源向焊机主电路供电, 由于柴油发电机组 长期在三相负荷严重不平衡的状态下运行, 造成柴油发 电机组额外的功率损耗、油耗增大以及寿命缩短, 增加 了运用及维护成本。另外传统钢轨闪光焊机在焊接过程 中, 会不可避免地存在怠速待机问题, 进一步增加了燃 油的消耗。
此次设计的使用类似“增程式”的供电系统, 以电 网供电为主, 避免了焊接过程中柴油发电机组三相负荷 不平衡及怠速问题。
以焊接频率最高的地铁钢轨焊接作业为例进行计算 对比: 按每天工作一班计算, 即大约工作 8 ~ 10 h, 一个 班焊接轨道 500 m, 单根钢轨长度为 25 m, 采用柴油发 电机组一年消耗的燃油大概为 6×104 L, 燃油费为 39 万 元; 采用本供电装置一年消耗的电量大约为 9×104 kWh, 电费为 9 万元, 每年可节约燃油成本约 30 万元。证实了 该新能源钢轨闪光焊机极大地减少了能源的消耗和维护 成本。
4 结束语
本文在研究传统移动式钢轨闪光焊机存在的问题后, 提出了一种采用储能单元和小功率柴油发电机组的新能 源移动式钢轨闪光焊机。通过对该新焊机在实际工作中 的电压、电流数据监测以及焊头和能耗分析来验证该新 焊机的可靠性。
研究结果表明, 新能源钢轨闪光焊机采用电网充电、 储能单元供电, 避免了传统钢轨闪光焊机在焊接过程中 柴油发电机组怠速运转和负荷不稳定而产生的大量燃油消耗, 达到了显著的节能效果。同时新能源钢轨闪光焊 机的电源质量达到使用柴油发电机的传统钢轨闪光焊机 的效果, 甚至电源质量更好, 焊接接头金相及落锤实验 结果显示焊接质量优良, 达到了国家标准的要求。
尽管新能源移动式钢轨闪光焊机的整体采购成本略 高于传统设备, 但从环境保护、使用成本节约以及维保 成本等方面考虑, 新设备具有较大的经济效益。综上, 新能源移动式钢轨闪光焊机是一项具有实用价值的创新, 在推动我国钢轨焊接装备产业升级方面有着重要作用。
参考文献:
[1] 国 家 铁 路 局 . 2022 年 铁 道 统 计 公 报 [EB/OL]. (2023-5-29) [2023-6- 12]. https://www. nra. gov. cn/xwzx/zlzx/hytj/202305/ P020230529389284995397.pdf.
[2] 董卫国,刘奇梅 . 钢轨无缝线路焊接技术现状[J]. 焊接,2000(3): 37-39.
[3] 吕其兵, 张曦 . 高速铁路轨道焊接质量控制现状与趋势[J]. 电 焊机,2019.49(2):1-5.
[4] 高振坤,丁韦,李力,等 . 移动式交流钢轨闪光焊机[J]. 铁道技术 监督,2011.39(11):49-51.
[5] 王志伟,戴虹,王志英 . 国内外钢轨闪光焊机电源技术现状与 发展[J]. 电焊机,2007.37(2):23-27.
[6] 张磊 . 新型移动式钢轨闪光焊机监控系统软件开发及工艺研 究[D]. 成都:西南交通大学,2009.
[7] 翟建楠, 吕其兵, 田海 . 钢轨直流闪光焊主电路设计[J]. 电焊机, 2008(8):13- 15.
[8] 张军跃 . 钢轨闪光焊交流方波电源设计[D]. 成都: 西南交通大 学,2010.
[9] 杨云堂 . 现场钢轨闪光焊绿色焊接技术[J]. 电焊机,2018.48(9):53-57.
[10] 卢庆华,徐培全, 于治水,等 . 钢轨焊接技术及质量控制[J]. 焊 接技术,2010(1):66-68.
[11] 黄伟, 范光强 . 可编程序控制器闪光焊接过程的控制[J]机电 工程技术,2010. 39(2): 31-33.
[12] 丁韦, 白国庆,李力,等 . 移动式钢轨闪光焊设备及工艺[J]. 铁 道建筑,2010(2):106- 108.
[13] 陈怀,夏梁志, 陶启明,等 . 大功率储能式钢轨闪光焊电源的研 制[J]. 电焊机,2021.51(8):164- 166.
[14] 周涛 . 新能源储能式钢轨闪光焊轨机组研制及应用[J]. 铁道 建筑技术,2022(12):41-44.
[15] 黄祥 . 浅谈高速铁路移动式钢轨闪光焊接参数的影响[J]. 中 国科技纵横, 2015(4): 93.
[16] 史炳峰, 陈建,张文军,等 . 欧洲标准下钢轨闪光焊焊接参数研 究[J]. 建筑机械,2022(9):28-33.
[17] 王利 . 钢轨焊接缺陷的产生及预防[J]. 科技视界,2015(26):328.
[18] 王莹莹 . 钢轨闪光焊接头灰斑和微裂纹缺陷形成机理研究 [D]. 北京: 中国铁道科学研究院,2018.
[19] 高文会 . 钢轨闪光焊接轨头焊缝缺陷分析[J]. 中国铁路 , 2010(6):61-63.
[20] 周清跃,任屹,刘丰收 . 我国钢轨标准的百年发展历程(下) [J]. 铁道技术监督,2022.50(5):11- 16.
[21] TB/T1632. 1—2014.钢轨焊接通用技术条件[S].
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/64662.html