SCI论文(www.lunwensci.com)
摘要:磁力表座装置是一种普通车床上的表座装置,对工件进行加工时的精度控制。结合磁力座以及千分表的功能,设计了一款磁力表座装置,能够吸附在普通车床的中拖板导轨上,运用千分表精确调整导轨进程,将普通车床加工零件的精度从0.05mm提升至0.001mm,提高了控制加工工件的精度。阐述了磁力表座装置的各零部件的设计以及加工过程,给出了该量具的使用方法以及注意事项。
关键词:普通车床;磁力表座装置;千分表
0引言
目前,普通车床是对轴、盘、环等多种类型工件进行多种工序加工的卧式车床,常用于加工工件的内外回转表面、端面和各种内外螺纹,采用相应的刀具和附件,还可进行钻孔、扩孔、攻丝和滚花等。普通车床是车床中应用最广泛的一种,约占车床类总数的65%,因其主轴以水平方式放置故称为卧式车床[1-2]。
而针对常用的简单回转体零件,通常用普通车床车削切,成本较低,效率较高。其精度主要靠中拖板来控制,每小格精度为0.1 mm,对于精度要求小于0.1 mm时,无法确保人工操作的精度,导致操作时间过长,延误生产,成品合格率底,报废品高。
因此有必要设计一种应用于普通车床上控制精度的表座装置,以提高加工精度,减少废品产生。本文利用千分表对微小移动的敏感度,将其与磁力表座装置结合,设计了一款新的高精度表座装置,给出各部件的结构设计、加工方式和组装方式,使最终加工精度突破中拖板精度限制,达到0.001 mm。
1总体方案设计
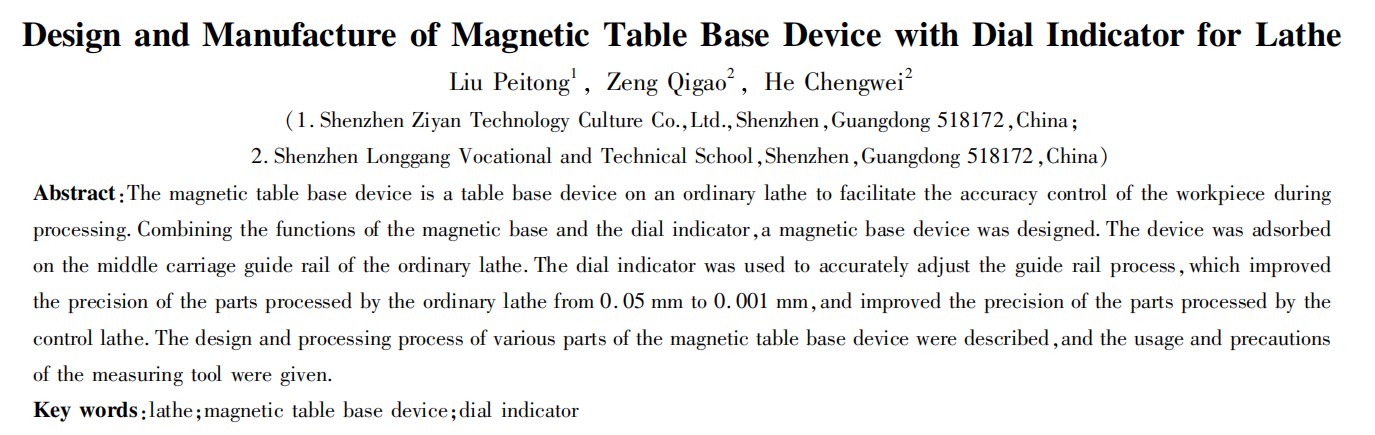
充分考虑到磁力表座装置的功能需求和与普通车床的配合需求,在具体实现的过程中,以提高加工精度的可靠性与易用为准则,尽量把普通车床用的磁力表座装置设计成为一个功能齐全、可靠性高且易于使用的产品。磁力表座装置组成如图1所示。
通过调节定位组件与磁力表座本体之间的挡块垫片,调整千分尺的表针是否与中拖板保持垂直。操作中拖板手柄控制车床进给距离,磁力表座装置能够实现提升车床进给分辨率(通过千分表表盘,阅读、识别此时中拖板的进给距离,从而了解到此时精度是否满足加工精度),从而提升零件的加工精度。比如普通车床中拖板手柄刻度盘转动1格,中拖板前进0.05 mm,则普通车床加工零件精度只能控制在0.05 mm以上。使用磁力表座装置之后,普通车床中拖板手柄刻度盘转动1格,中拖板前进0.05 mm,该装置千分表表盘刻度转动50格(每格0.001 mm)。磁力表座装置能够实现中拖板移动0.001 mm时,就会触发千分表表盘刻度转动1格,从而将普通车床加工零件的精度从0.05 mm提升至0.001 mm。
磁力表座装置在车床上应用时,能够显著提高车床对于各种零件进行加工时的精度,避免废品产生。装置设计名称:磁力表座装置/精度控制装置;表座装置的规格:表针活动范围长度10 mm;表座装置技术参数如表1所示。
2表座装置结构设计
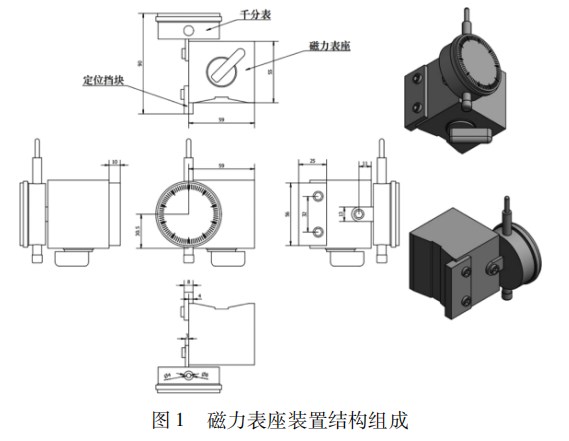
表座装置主要由千分表、磁力表座、定位挡块等可活动零件,以及螺钉等起固定作用的零件组成。磁力表座装置放置于导轨上,如图2所示。
2.1磁力表座外壳设计
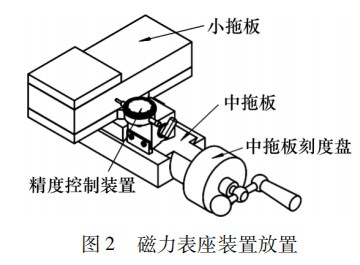
磁力表座内部为两块导磁体,中间用不导磁的铜板隔开。内部有一个可以旋转的磁体,此磁体沿直径方向为N、S极。当需要取走磁力表座时,把磁力表座旋钮旋转到中间位置,磁力线分别在两块导磁体中形成闭路时便可以取走;当需要固定到车床中拖板导轨时,旋转磁力表座旋钮90°,N、S极分别对着两块导磁体,此时从N极到导磁体到导轨到另一块导磁体到S极,形成磁力线闭合,便可以牢牢的附着在导轨上[3]。磁力表座如图3所示。
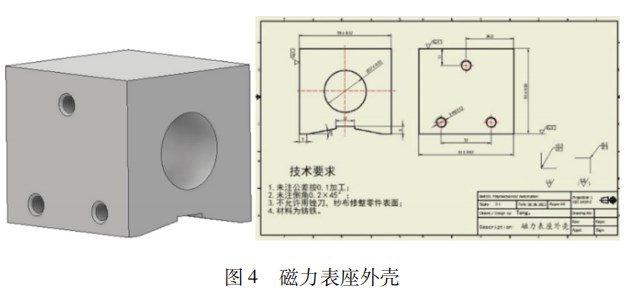
根据固定磁力表座外壳的零件图画出实体图,尺寸为61 mm×59 mm×55 mm,选取材料为铸铁。磁力表座外壳如图4所示。
2.2定位挡块结构设计
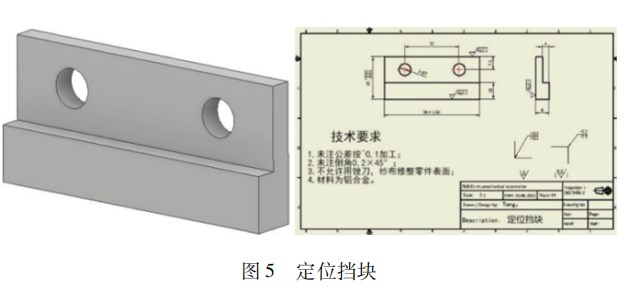
根据导轨大小设计定位挡块的零件图,画出实体图,尺寸为56 mm×25 mm×8 mm,选取材料为铝合金2A12。定位挡块如图5所示。
2.3千分表结构设计
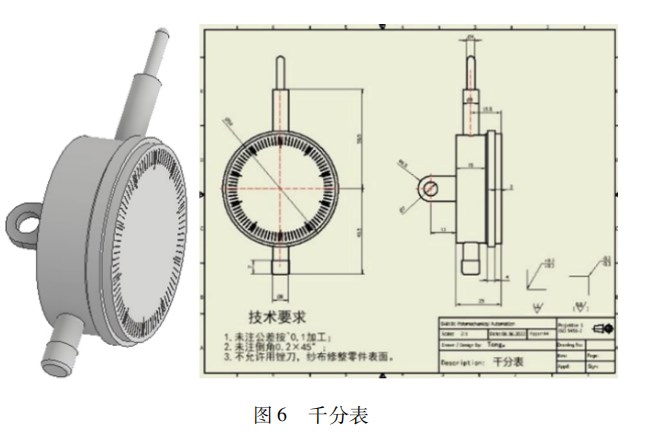
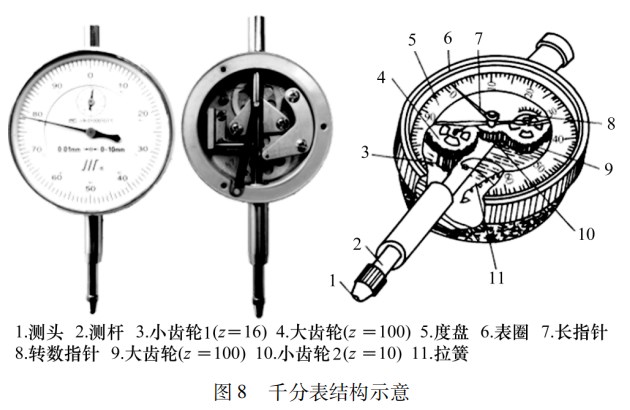
千分表由测头、测杆、小齿轮、大齿轮、度盘、表圈、拉簧、游丝、圆表盘及指针等组成,尺寸为90 mm×50 mm×25 mm。千分表如图6所示。
2.4螺钉结构设计
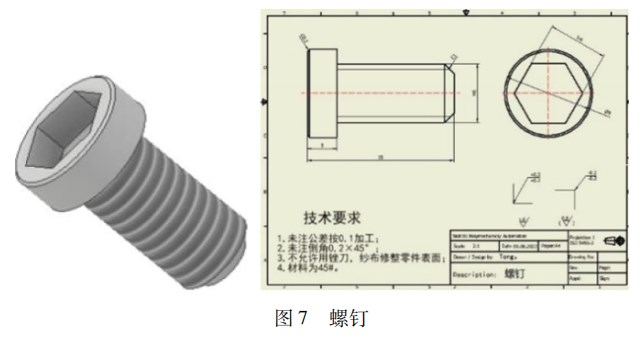
根据设计需求和表座装置的使用性能要求,本设计螺钉尺寸为M6 mm×12 mm,选取材料为Q235。螺钉的三维实体图如图7所示。
3结构部件加工
3.1磁力表座外壳加工
3.1.1图纸分析
零件图纸分析:该磁力表座外壳外形较简单,包含了平面、倒角、螺纹孔等几何元素,该零件精度尺寸、形位公差和表面粗糙度要求较高,其中,已形成的磁铁角度面需进行再次精加工。材料分析:材料为铸铁,可采用数控铣加工中心加工[4]。
3.1.2加工工艺路线设计
根据零件的图纸分析、加工及使用要求,该零件的加工方法为外轮廓铣削、台阶铣削、螺纹孔铣削等。按照铣削加工的工艺原则,零件的加工可按以下工艺加工:(1)在虎钳上装夹磁力表座外壳,加工部分高出台虎钳70 mm;(2)使用直径为小12 mm的立铣刀对零件第一面平面进行粗、精加工,控制所要求的精度尺寸和表面粗糙度等;(3)使用直径为小12 mm的立铣刀对零件第二面平面进行粗、精加工,控制所要求的精度尺寸和表面粗糙度等;(4)使用直径为小12 mm的立铣刀对零件第三面平面进行粗、精加工,控制所要求的精度尺寸和表面粗糙度等;(5)使用直径为小12 mm的立铣刀对零件第四面平面进行粗、精加工,控制所要求的精度尺寸和表面粗糙度等;(6)对零件进行螺纹孔加工和攻丝;(7)对零件倒角去毛刺;测量所有尺寸、形位公差是否合格。
3.2定位挡块加工
3.2.1图纸分析
零件图纸分析:该定位挡块外形较简单,包含了平面、倒角、孔台阶等几何元素,该零件精度尺寸、形位公差和表面粗糙度要求较高。材料分析:材料为铝合金2A12,可采用数控铣加工中心加工。
3.2.2加工工艺路线设计
根据零件的图纸分析、加工及使用要求,该零件的加工方法为外轮廓铣削、台阶铣削等。按照铣削加工的工艺原则,零件的加工工艺方法可按以下工艺加工:(1)在虎钳上装夹定位挡块毛坯,加工部分高出台虎钳10 mm;(2)使用直径为小12 mm的立铣刀对零件第一面平面、台阶进行粗、精加工;(3)使用直径为小4 mm的立铣刀对零件第一面孔进行粗、精加工;(4)第一面加工后,反面使用直径为小12 mm的立铣刀对零件第反面平面进行粗、精加工,控制零件达到所要求的精度尺寸和高度;(5)对零件倒角去毛刺;测量所有尺寸、形位公差是否合格。
3.3固定螺钉的加工
3.3.1图纸分析
零件图纸分析:该零件为常用螺钉,包含了槽、阶梯轴及螺纹等几何元素。零件精度尺寸、形位公差和表面粗糙要求较高。材料分析:固定螺钉的材料为45钢,可采用数控铣加工中心、数控车加工。
3.3.2加工工艺路线设计
根据零件的图纸分析、加工及使用要求,该零件的加工方法为外轮廓车削、轴类切削、铣削等。按照车削加工的工艺原则,零件的加工工艺方法可按以下工艺加工:(1)在车床上卡盘装夹螺钉毛坯,加工部分露出卡盘25 mm;(2)使用外圆车刀,车削右端面,保证平面度;(3)使用外圆车刀,车削M6 mm外圆和小8 mm外圆粗、精加工(保证外圆和长度尺寸);(4)使用外圆车刀对M6 mm外圆和小8外圆进行倒角;(5)使用圆板牙对M6 mm外圆进行加工螺纹;(6)零件切断后掉头装夹加工;(7)采用铣床铣削零件六方槽;(8)对零件倒角去毛刺,测量所有尺寸、螺纹是否合格。
3.4千分表组装
3.4.1图纸分析
本次设计的零件为千分表,零件的图纸为一张工程图。
3.4.2千分表组装步骤
限位块:用镊子将测力弹簧挂在限位块和壳体之间(防止弹簧弹飞)安装防转导轨防转导轨由上、中、下3块钢板叠合而成,防转导轨的固定螺钉,比其他螺钉要长,防转导轨安装时要将带大斜面的一端向下,游丝齿轮Z4注意底板安装时要保证方向,齿轮Z1要与齿条配合,游丝齿轮Z4在左上角,限位片在右侧,齿条齿轮Z1,壳体底板限位片将底板与壳体安装到一起,齿轮(和底板相连),齿条(和壳体相连)[5]。
底板:(1)先用3个底板固定螺钉把底板和壳体联在一起(不要拧,紧底板固定螺钉);(2)通过调整底板与壳体之间的相对位置来调整底板上的齿轮与壳体上的齿条之间的传动间隙保证轮系传动灵活壳体,在保证底板与壳体相对位置正确机构运转灵活的前提下用螺丝刀把3个底板固定螺钉拧紧;(3)如果机构运转不正常(偏紧或松)情况下不要进行下一步对表盘的安装(否则必定返工),安上固定的小刻度盘,保证小刻度盘上的凸起就落入底板上的两个定位孔中,安装大、小指针,保证小指针的工作区间在整个行程的中段;(4)安装片状环形弹簧圈,这个弹簧片的作用是减少主刻度盘(可旋转)与底板的摩擦力;(5)安装环形弹簧丝,注意弹簧丝安装时的方向,不要碰弯表针沿指针方向,将表罩(连同主刻度盘)安装好,安装时要将上一步安装的环形弹簧丝卡紧,在表罩外圈内侧的圆周卡槽内,把在底板的右侧与壳体交界处的表罩限位片用螺丝刀向外推出,它的作用是防止表罩脱落,并将固定表罩限位片的扁平螺钉拧紧。
千分表底板:(1)齿条的位置如不合适,可调整其上方的锁紧块位置;(2)检查表罩,应该转动灵活,又要保证不能从壳体上取下,如不合格要返回前一步,上下移动测杆观察机构运行是否灵活,如有阻力查找原因排除故障。
密封圈:拧上后盖的3个紧固螺钉(安装后盖前必须确认千分表工作正常)经检查后安装密封圈和后盖,安装全部结束;千分表结构[6]如图8所示。
4表座装置装配调试及使用步骤
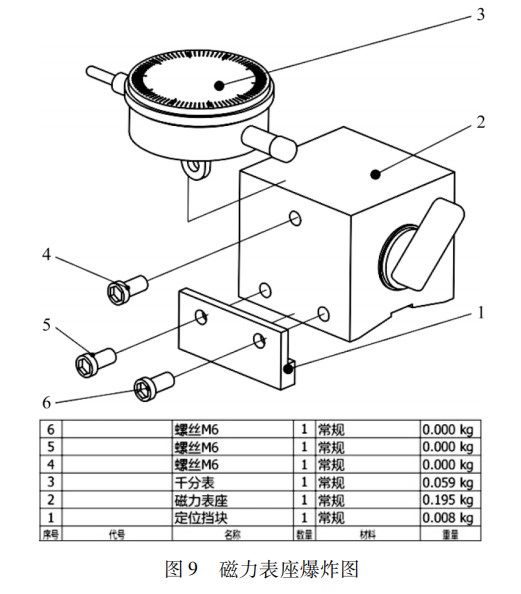
表座装置的装配调试,其操作步骤如下:(1)首先检查各个部件是否合格,去除毛刺;(2)千分表与磁力表座固定(表针往磁力表座旋钮反方向);(3)安装后把磁力表座放置普通车床中拖板导轨上,使用百分表进行校正千分表表针与中拖板移动时平行,如不平时通过调节螺钉至平行;(4)安装定位挡块,调节定位组件与磁力表座本体之间的挡块垫片,调整千分尺的表针与中拖板保持垂直,必须保证该装置与中拖板垂直,如果不垂直,影响后续精度的计算,可能会产生较大的偏差;(5)全部部件安装后,重复放置中拖板导轨上,操作中拖板手柄控制车床进给距离,磁力表座装置能够实现提升车床进给分辨率(通过千分表表盘,阅读、识别此时中拖板的进给距离,从而了解到此时精度是否满足加工精度),从而获取重复定位及精度是否准确。
磁力表座爆炸图如图9所示。
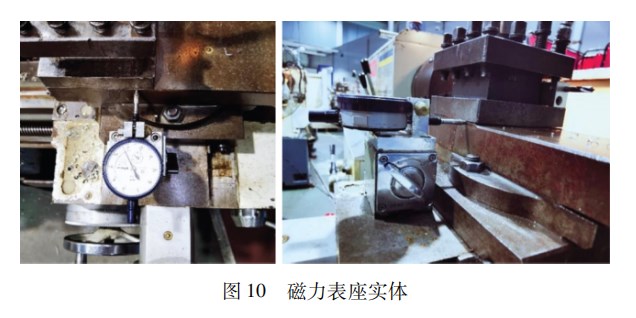
表座装置的使用操作较容易掌握,其操作步骤如下:(1)首先将磁力表座本体磁力吸附在车床的中拖板导轨上,磁力表座本体到中拖板导轨上时,定位挡块贴近导轨,保证千分表表针垂直于中拖板;(2)顺时针转动,则磁力表座本体产生磁力,吸附在车床的中拖板导轨上;(3)磁力吸附在车床的中拖板导轨上后,然后当中拖板需要进行调整,比如中拖板手柄刻度盘转动1格,中拖板前进0.05 mm,该装置千分表表盘刻度转动50格(每格0.001 mm),该装置能够实现中拖板移动0.001 mm时,就会触发千分表表盘刻度转动1格,从而将普通车床加工零件的精度从0.05 mm提升至0.001 mm;(4)向逆时针转动,则磁力表座本体失去磁力,可以脱离中拖板导轨,以便于调整磁力表座本体相对中拖板的安装位置。
磁力表座实体图如图10所示。
注意事项:(1)使用磁力表座装置前,应检查千分表表头配合位置有无松动,松动时需拧紧,否则测量不准;(2)测量前检查指针在刻度盘重复定位的准确性,可用手指轻按表针,松开后每次弹回的位置是否一致;(3)测量时不能超过测量杠的长度范围,不能直接撞到零件表面上,不能测量凹凸不平的表针,会造成测量不准确,磨损表头;(4)使用后应放置好磁力表座装置,尽量不放在容易掉落或倾倒的地方,容易造成测量不准确和摔坏;(5)测量平面时,千分表表针要垂直于中拖板,否则,将使测量杆活动不灵或测量结果不准确。
5结束语
磁力表座装置是普通车床上提高控制精度的装置,文中详细阐述了该设备的总体设计方案,由千分表、磁力表座、定位挡块等可活动零件组成,包括表座装置结构、工作原理、图纸分析、加工工艺等。文中解决了磁力表座装置的设计与加工,包括磁力表座外壳、定位挡块的设计和加工,并进行了装配与调试。
通过设计磁力表座装置其中包括尺寸、制图,磁力表座装置装配图、爆炸图,含有3个视图(主视图、左视图);每个零件都能在视图上体现出来,基本能分析出各零件的关系,对其原理、结构、功能、材料工艺有了一定的了解。
通过千分表的放大功能,将普通车床加工零件的精度从0.05 mm提升至0.001 mm,从而用于控制加工工件精度。文中阐述了磁力表座装置的各零部件的设计以及加工过程,并且描述了该量具的使用方法以及注意事项,在实际普通车床加工过程中进行了验证,效果良好。
参考文献:
[1]肖软生.CW6163普通车床数控改造主传动设计[J].制造技术与机床,2020(11):130-132.
[2]马俊,梁胜龙.基于普通车床的改进型镗孔装置的设计[J].机床与液压,2013,41(22):163-164.
[3]文艺.万用表和磁力表座在线切割加工中的作用[J].电加工,1995(1):43-44.
[4]刘培桐,曾齐高,詹志远.1+X数控车铣加工职业技能等级(初级)编程方法研究[J].模具制造,2022,22(6):64-72.
[5]李孟.对提高普通车床零件加工质量和车削轴类零件加工步骤的选择原则[J].河北农机,2020(12):115-116.
[6]李海荣.普通车床数控化改造中机械结构的设计[J].机械工程与自动化,2019(1):215-216.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网! 文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/59939.html