SCI论文(www.lunwensci.com)
摘要: 重水反应堆 CANDU 6 机组在反应堆厂房通风系统的入口安全壳隔离阀缺陷处理期间, 由于安全壳内设备仪用压缩空气的持 续使用, 必将导致安全壳内压力持续上升, 压力持续上升会闭锁应急供水系统向蒸汽发生器 ( SG) 应急补水功能, 触发安全壳隔 离系统自动动作关闭安全壳隔离阀, 甚至因安全壳高压力触发停堆保护系统动作, 所以此时安全壳内部压力降压控制是必须考虑的 首要问题。对可用于安全壳内降压的四种方式进行了详细论述, 对分别使用反应堆安全壳厂房排放机 、重水蒸汽回收系统的压差控 制风机采用间歇运行和连续运行策略的分析论证, 提出了较为合理可行的反应堆安全壳降压手段, 为某核电厂重水堆今后出现类似 的缺陷时, 提过了科学 、合理可行的安全壳内部降压方案。
关键词: 安全壳,安全壳隔离阀,压力,排风机
Control Method of Internal Pressure of Containment During Failure of Containment Isolation Valve of Reactor Building Ventilation System
Feng Zhixin, Gao Daowei
(CNNC Nuclear Power Operations Management Co.,Ltd.,Jiaxing,Zhejiang 314300.China )
Abstract:During the defect treatment of the containment isolation valve at the inlet of the ventilation system of the reactor building for the heavy water reactor CANDU 6 unit,the continuous use of compressed air for equipment and instruments in the containment will inevitably lead to the continuous rise of the pressure in the containment,which will block the emergency water supply system to the steam generator(SG) and triggerthe automatic action of the containment isolation system to close the containment isolation valve,Even because the shutdown protection systemtriggered by the high pressure of the containment,the pressure reduction control inside the containment must be considered first.Thefour methods that could be used to depressurize the containment were discussed in detail.The intermittent operation and continuous operationstrategies were analyzed and demonstrated for the use of the reactor containment building exhaust fan and the pressure difference control fan ofthe heavy water steam recovery system respectivelyA more reasonable and feasible reactor containment depressurization method was proposed, which provided a scientific Reasonable and feasible depressurization scheme inside containment.
Key words:containment;containment isolation valve;pressure;Air exhausting machine
0 引言
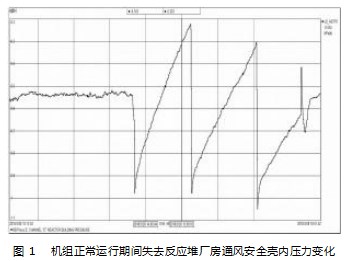
某核电厂运行的 2 号机组执行安全壳隔离阀阀间泄漏率试验 SRST-411. 安全壳隔离阀 7314-PV13/PV14 的阀间泄漏率大于 7000SCCM, 不满足验收准则[1], 经维修人员检查确认为安全壳隔离阀 7314-PV14 内漏, 机组 因此进入技术规程书的运行限制条件 LCO 16.3.5.4. 经 维修人员近 24 天的检修完成安全壳隔离阀 7314-PV14内漏处理后系统恢复正常状态, 在对安全壳隔离阀 7314-PV14 缺陷检查定位和内漏消缺期间, 2 号机组先后 6次停运反应堆厂房通风系统配合维修人员检查安全壳隔离阀 7314-PV14. 反应堆厂房通风系统总共停运时间约为 46 h 。 由于反应堆厂房内部设备仪用压缩空气的使用,在机组正常运行期间, 反应堆厂房通风系统停运阶段,安全壳内部的升压速率约为 0.4 kPa/h ( 图 1), 安全壳 内部压力要求控制在-2.5 kPa 至 0 kPa 之间, 当安全壳内部压力大于 0 kPa (大气压) 时, 不能满足当安全壳出 现泄漏时空气从安全壳外向安全壳内部泄漏的要求, 需 进入 LCO (运行限制条件), 安全壳隔离系统一级缺陷,必须在 8 h 内恢复, 否则立即开始进入 MODE 5B (保证停堆冷态卸压状态) 。 当安全壳内部压力继续上升超过3.25 kPa, 将闭锁喷淋水箱向蒸汽发生器的 自动补水功 能。安全壳内部压力如果继续上升超过 3.45 kPa, 将触发 1 号停堆系统 、2 号停堆系统的安全壳高压力动作导 致反应堆停堆, 同时满足应急堆芯冷却系统自动触发的条件参数。
因此, 机组 正 常 运 行 期 间, 安 全 壳 隔 离 阀 7314-PV14 缺陷检查 定 位 和 内 漏 消 缺 期 间 的 安 全 壳 内 部 压 力控制成为首要考虑问题, 本文根据某核电厂重水堆 机组现有设备, 分 别 使 用 反 应 堆 安 全 壳 厂 房 排 放 机 、 重水蒸汽回收系统的压差控制风机采用间歇运行和连 续运行策略的分析论证, 提出了较为合理可行的反应 堆安全壳降压手段, 在有效控制安全壳压力的同时保 证通风 设 备 运 行 在 安 全 区 间 内, 避 免 设 备 震 动 超 标损坏 。
1 CANDU-6 机组安全壳系统与其通风系统关系
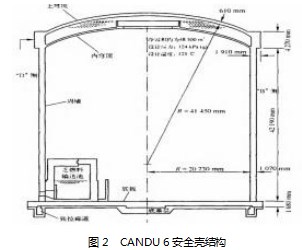
CANDU-6 核电厂阻遏放射性释放的 5 道屏障分别为: 燃料芯块; 燃料包壳; 主热传输系统压力边界 ( 包 括压力管); 反应堆安全壳; 以反应堆安全壳为圆心的 1 km 范围。安全壳系统作为第四道安全屏障, 能使反应 堆厂房内主要工艺系统释放出的放射性物质对环境的影响维持在可以接受的低水平, 以保护核电厂的工作人员、 公众健康和环境免受危害。某核电厂重水堆安全壳为预 应力钢筋混凝土结构内壁全部使用环氧树脂涂层, 其结 构尺寸如图 2 所示[2] 。
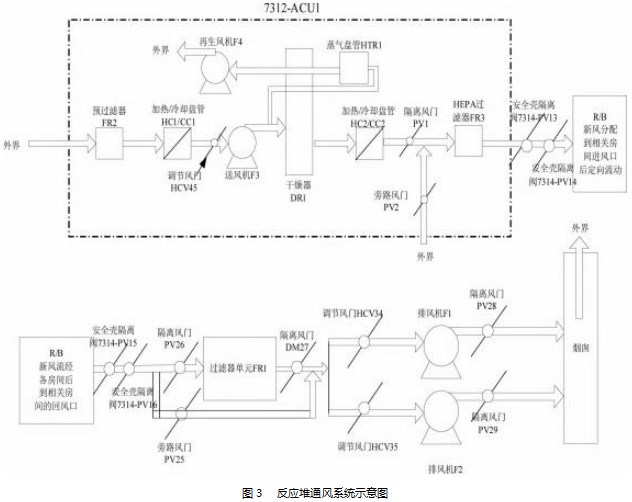
在正常情况下, 安全壳内部由反应堆厂房排风系统通过控制进出风量, 以维持在微负压 ( 一般为-0.6 kPa),以保证正常情况下的微小泄漏都从外部漏入反应堆厂房 并经过放射性监测后进行排放。反应堆厂房通风系统压 力控制方式 (图 3) [3], 安全壳系统共有 6 个独立的高放 射性测量回路。每个测量回路均相同, 包括 1 个探测器、1 个放射性计数率模块和 1 个试验回路。3 个高放射性测量探测器位置 (67314-RE-51N2 、P2 、Q2) 位于辅助厂 房 S-146 房间的反应堆厂房的通风出口管上, 另外 3 个高放射性测量探测器位置 (67314-RE-51N1 、P1 、Q1) 位于辅助厂房 S-146 房间中重水蒸汽回收系统干燥器 3831-DR1/2/3/4 的入口管线上。 当放射性水平达到设定值 3000 cps (计数率), 放射性计数率模块输送信号至 3 取 2 安全壳逻辑动作时 ( 即只要 N/P/Q 三个通道中两个通道达到 3000 cps 则逻辑满足触发动作) 关闭安全壳隔离阀。在安全壳隔离阀 7314-PV14 缺陷检查定位期间, 某核电厂 2 号机组曾 6 次停运反应堆厂房通风系统, 通风系统停运后, 这一路的安全壳内高放射性触发安全壳隔离阀自动关闭的逻辑失去, 因此机组先后 4 次进入LCO16.3.1.4C (0) 的条款 (另外两次由于机组已进入保证停堆状态 5b 故未进入此 LCO), 在安全壳隔离阀7314-PV14 内漏缺陷定位后, 秦山三厂 2 号机组进入安 全壳隔离阀 7314-PV13/PV14 的任一组合中的单个隔离 阀无法关闭时间不在限值内的 LCO ( LCO 16.3.5.4 ) 。 此 LCO 总小时数为 245.9 h 。
2 7314-PV14 故障期间安全壳内部的压力控制
为定位反应堆厂房通风系统入口安全壳隔离阀 7314-PV13 与 PV14 阀组阀间泄漏率超标缺陷时, 需要同时关 闭安全壳隔离阀 7314-PV13 和 7314-PV14 进行阀间泄漏率测量试验, 同时采用向阀组间充入氦气并对阀门外密封面监 测 氦 气 浓 度 的 方 法 查 找 泄 漏 超 标 原 因。7314-PV13 和 PV14 关闭后, 由于反应堆厂房通风系统送风机 失去流道, 必须停运反应堆厂房通风系统送风机, 避免 风机无风运行而损坏, 因此安全壳内无新空气送入, 而与此同时安全壳的排风机依然在运行, 为避免安全壳内部压力持续下降, 低于控制要求-2.5 kPa 的下限, 以及出现过高的真空度使得安全壳向内变形, 需要立即陪停 反应堆厂房排风机, 在这种情况下安全壳失去通风系统 及内部的压力控制功能。在机组正常运行期间, 由于安 全壳内部设备对仪用压空的使用及排放, 当安全壳失去反应堆厂房通风控制安全壳内部压力的情况下, 反应堆厂房内部升压速率约为: 0.4 kPa/h, 为避免安全壳内部压力不可控的持续上升, 需要采取对安全壳内部进行降 压的手段, 结合机组的实际情况, 此时有四种降压方式可供选择:
(1) 通过持续小流量运行反应堆厂房排风机 7312- F1 或 7312-F2 排出安全壳内空气, 以达到快速降低安全壳内部压。
(2) 通过持续启动重水蒸汽回收系统的 3831-DR5排出安全壳内空气, 以达到缓慢降低和保持安全壳内部压力。
(3) 通过周期启动重水蒸汽回收系统的 3831-DR5. 排出安全壳的空气, 以达到缓慢降低及保持安全壳内部压力。
(4) 周期启动反应堆厂房通风系统的 7312-F1 或 F2以达到降低安全壳内部压力。
通过以上 4 种方式都可以降低安全壳内部压力, 但 究竟哪一种对机组状态控制更为有利, 下面将进行详细的论述:
2.1 通过持续启动反应堆厂房排风机
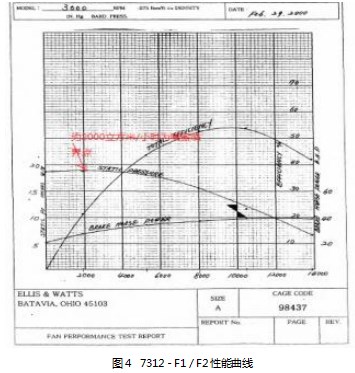
通过持续启停反应堆厂房通风系统排风机 7312-F1 或 7312-F2. 已达到快速降低安全壳内部压力的 目 的, 7312-F1 和 F2 是同类型风机, 此次在安全壳隔离阀 7314 -PV14 缺陷处理期间, 2#机组是保持 F2 入口风量调节 阀 7312-HCV35 在 55% 开度的情况下[3], 通过周期性启 停 7312-F2 来降低安全壳内压力, 查询技术资料 7312-F2 的 性能曲线 (图 4), 7312-F2 的喘振临界点为 2 000 m3/h[4],当风机的排放量大于喘振临界流量时风机运行是安全稳定的。查询安全壳低压泄漏率试验 SRST461 的 试 验 数据, 当 3831-DR5 的排放量达到 160 m3/h, 安全壳内的 压力可以 暂 时 稳 定 在-0.99 kPa 左 右, 160 m3/h 的 排 风量远小于 7312-F2 喘振临界点 2 000 m3/h, 故对排风机运行极为不利, 风机长时间运行在低于喘振临界 流量必然会导致设备损坏, 故此种方法不适用于当前 机组 。
2.2 通风持续启动重水蒸汽回收系统的 3831-DR5
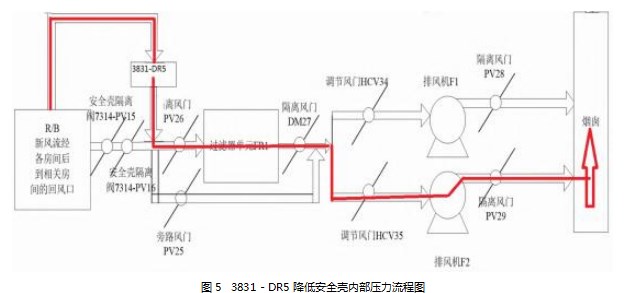
连续运行重水蒸汽系统 3831-DR5. 并通过手动开启 7312-F1 或 F2 的出口风门 7312-PV28 或 7312-PV29.通过图 5 中红线的路径将安全壳内的仪用压空废气持续 排出, 达到控制稳定安全壳内压力的目的。
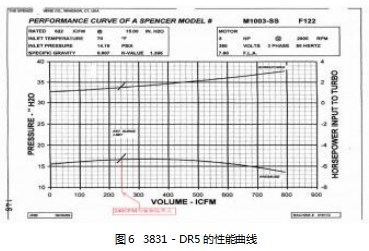
查询 3831-DR5 的相关技术资料, 对于 3831-DR5这样的离心风机[5], 如果风量过小, 会导致叶轮旋转失 速, 对叶片产生额外的激振力, 可能会损坏叶片, 同时 风机整体会温度上升, 对风机安全运行不利, 并且风机 叶轮旋转失速与通风系统相作用时可能导致风机喘振 (系统容量较大时), 对叶片造成更严重的损坏。 因此离 心风机应该避免小流量的运行模式。经过查询风机制造 厂的风机性能曲线 (图 6), DR5 的吸附风机喘振临界点 为 240 CFM (408 m3/h), 风机安全运行的区域在喘振临 界点的右侧 (即大于喘振临界点的风量) 。调整 DR5 的 吸附风量时, 应该保证风量不低于 448 m3/h (喘振临界 风量 +10% 的测量误差) 。
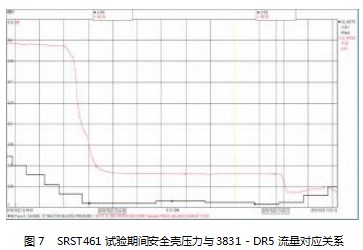
但查询以往通过 3831-DR5 单独控制 RB 压力的 PI 曲线 (参考 SRST461), 如图 7 所示, 当 DR5 的排放量达到160 m3/h, RB 内的压力可以稳定在-0.99 kPa, 160 m3/h远小于喘振临界点为 240CFM (408 m3/h), 故对风机运行不利, 所以此种方法不适用于机组在安全壳隔离阀7314-PV14 故障期间控制安全壳内部压力。
2.3 通过周期启动重水蒸汽回收系统的 3831-DR5
重水蒸汽回收系统的 5 号干燥床 3831-DR5 出 口排气流量为 50 ~ 950 m3/h, 此出口流量的调节是通过改变3831-DR5 入口控制阀 63831-HCV11 实现的, 此控制阀的控制器位于主控室盘台 14 上, 由于排气流量可调, 故此方法可以保证排气流量大于 3831-DR5 的喘振临界点240CFM (408 m3/h), 排气流通过反应堆厂房通风系统排风机组释放到环境中, 根据现有规程利用此方式排放时, 需将 反 应 堆 厂 房 排 风 机 出 口 隔 离 阀 7312-PV28/PV29 的控制方式从气动切换到手动模式后, 并手动开启排风机出口隔离阀 7312-PV28/PV29. 此出 口隔离阀位于辅助厂房 S147 房间需换辐射防护服进入, 且位于 S147房间的高处, 离地约为 2 m, 需提前搭设脚手架, 运行 人员登高到脚手架上, 方可操作此阀门, 人员有高处跌 落的风险, 现场虽有阀门操作指南, 但此阀多数运行人员未曾操作过, 操作熟练度不高, 易导致失误。
同时 3831-DR5 位于 S009 房间位于辐射控制区内,人员进入辐射控制区必须穿戴连体服, 口罩, 手套, 辐射控制区内专用防砸鞋等, 更换辐射用品时间较长, 大约从现场办公室到 3831-DR5 约为 15 min, 同时人员有辐射污染的风险,此方法从理论上可以实现反应堆厂房内部压力的控制, 但对于现场运行人员的工作任务较重。
2.4 通过周期启动反应堆厂房排风机
2 号机组此次安全壳隔离阀 7314-PV14 缺陷处理期 间, 使用的反应堆厂房通风系统排风机 7312-F2 对安全壳内部降压, 排放量在 15 000 m3/h 左 右, 大 于 喘 振 临界流量 (2 000 m3/h), 但安全壳内部的降压速率约为24.5 kPa/h, 不满足安全壳内降压速率小于或等于 4 kPa/h(参考 SRST460 试验) 的要求, 降压速率的选择主要考虑 的是安全壳内混凝土表面对气体的吸纳/缓释效应, 在 安全壳降压过程中, 若降压速率过快, 可能导致树脂 涂层裂缝 、鼓泡或剥落 。通过较缓的升降压速率 ( 升压 5 kPa/h, 降压 4 kPa/h) 可以减弱该效应的发生 、避免上述现象的出现。此次降压范围在-1 ~ 0 kPa 之间, 咨询相关技术人员在此范围内不会对树脂涂层造成损伤,查询 SRST460 试验数据, 在安全壳内压力降压阶段 ( 由124 kPa 降至-0.6 kPa), 当安全壳内压力降低到 18 kPa 后, 通过将排风机 7312-F2 的入口流量调节阀 HCV35开度调整到 10% 的开度, 此时安全壳内的降压速率约为 3.7 kPa/h, 满足降压速率的要求, 同时排风机 7312-F2 的排风量平均值约为 3 500 m3/h 。大于 F2 的喘振临界 流量 (2 000 m3/h), 同时此方法对现场运行人员的工作 量较少, 大部分操作可以通过主控室操作手柄和控制器完成控制, 现场运行人员的工作任务较轻, 仅需确认排 风机的运行情况。
3 结束语
本文采用系统化的思维方式, 在某核电厂重水堆 1/2 号机 组 正 常 运 行 期 间, 当 出 现 安 全 壳 隔 离 阀 7314- PV13 或 7314-PV14 缺陷处理时, 以及当反应堆厂房通风 系统入口安全壳隔离阀 7314-PV13 或 7314-PV14 故障关闭后的安全壳内部的降压提供了行之有效的策略, 通过本文的科学系统论证在现有设备的基础上可以通过周期启动反应堆厂房通风系统排风机 7312-F1 或 F2 控制安全内部压力在正常范围内, 避免应急给水系统被闭锁 、停 堆系统高压动作, 并且防止高压导致安全壳损坏, 在本 次安全壳隔离阀缺陷处理期间使用了本文的方法, 将安 全壳内的压力控制在要求范围内, 同时也保证了相关设 备的安全 、可靠和稳定运行。
参考文献:
[1] 曹盟超.安全壳隔离 系统设计手册 98-67314-DM-001 _6 [S].秦山核电,2005.
[2]顾军,侍今奇,范福平.秦山三期重水堆核电工程安全壳结构 强度验证试验和整体密封性试验[ J]. 中国核科技报告,2004 (2):110-124.
[3]安树魁.反应堆厂房通风系统设计手册 98-73120-DM-000_ 5 _2[S].秦山核电,2007.
[4] Oliver.反应堆厂房通风系统排风机 7312-F1/F2 性能曲线 9801-73100-001-330-7017-06[S].加拿大,1998.
[5]朱邵波.重水蒸汽回收系统 38310 系统 F122 风机性能曲线 9802-38317-001-330-7091( DR5 和 DR11 吸附风机) [ S]. 加拿大,2000.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/56656.html